You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Metals: Role of Chemical Composition in Corrosion of Aluminum AlloysDocument13 pagesMetals: Role of Chemical Composition in Corrosion of Aluminum AlloysR JNo ratings yet
- Metals: Effect of Fe-Content On The Mechanical Properties of Recycled Al Alloys During Hot CompressionDocument11 pagesMetals: Effect of Fe-Content On The Mechanical Properties of Recycled Al Alloys During Hot CompressionMartin DuarteNo ratings yet
- Coatings 09 00686Document18 pagesCoatings 09 00686Martin DuarteNo ratings yet
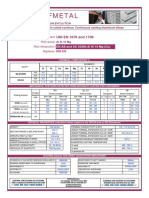
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Martin DuarteNo ratings yet
- 2633Document15 pages2633govimanoNo ratings yet
- Aluminum-Alloy Die Castings: Standard Specification ForDocument10 pagesAluminum-Alloy Die Castings: Standard Specification ForMartin DuarteNo ratings yet
- Effect of Fe Intermetallics On Microstructure and Properties of Al-7Si AlloysDocument8 pagesEffect of Fe Intermetallics On Microstructure and Properties of Al-7Si AlloysMartin DuarteNo ratings yet
- Factors Affecting the Preece Test for Zinc CoatingsDocument18 pagesFactors Affecting the Preece Test for Zinc CoatingsSebastián AlmagroNo ratings yet
- Info On Revised ISO 12944 - 2018Document12 pagesInfo On Revised ISO 12944 - 2018Martin DuarteNo ratings yet
- Aluminum-Alloy Permanent Mold Castings: Standard Specification ForDocument22 pagesAluminum-Alloy Permanent Mold Castings: Standard Specification ForMartin DuarteNo ratings yet
- A239 14Document4 pagesA239 14diego rodriguez100% (1)
- ASTM B85-B85M-18e1Document9 pagesASTM B85-B85M-18e1Djaffar Salahoui100% (3)
- Provis CCR2017UNEPWhitePaperDocument9 pagesProvis CCR2017UNEPWhitePaperMartin DuarteNo ratings yet
- Youcai-Chenglong2017 Book PollutionControlAndResourceReuDocument447 pagesYoucai-Chenglong2017 Book PollutionControlAndResourceReuMartin DuarteNo ratings yet
- Production of Wire Via Friction Extrusion of Aluminum Alloy Machining ChipsDocument7 pagesProduction of Wire Via Friction Extrusion of Aluminum Alloy Machining ChipsMartin DuarteNo ratings yet
- Article in PressDocument32 pagesArticle in PressMartin DuarteNo ratings yet
- Friction Stir Extrusion of AlDocument7 pagesFriction Stir Extrusion of AlMartin DuarteNo ratings yet
- Brit Journ Ind MedDocument12 pagesBrit Journ Ind MedMartin DuarteNo ratings yet
- Friction Stir Extrusion of AlDocument7 pagesFriction Stir Extrusion of AlMartin DuarteNo ratings yet
- Article Laboratory Testing of The Reflectance Roofing MateriDocument11 pagesArticle Laboratory Testing of The Reflectance Roofing MateriMartin DuarteNo ratings yet
- Physical Metallurgy Principles of Ferrous AlloysDocument59 pagesPhysical Metallurgy Principles of Ferrous AlloysserdelixNo ratings yet
- Program PDFDocument20 pagesProgram PDFMartin DuarteNo ratings yet
- Aalco Metals LTD Stainless Steel 201 201L 202 204 200 Series 97Document3 pagesAalco Metals LTD Stainless Steel 201 201L 202 204 200 Series 97Martin DuarteNo ratings yet
- Friction, Wear and Lubrication: TribometersDocument12 pagesFriction, Wear and Lubrication: TribometersWellington AnaluisaNo ratings yet
- Steel PhaseDocument174 pagesSteel PhasechopkarNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ganeriwala - (2014) - Multiphysics Modeling and Simulation of Selective Laser Sintering Manufacturing ProcessesDocument6 pagesGaneriwala - (2014) - Multiphysics Modeling and Simulation of Selective Laser Sintering Manufacturing ProcessesJesus Ismael Jimenez GarciaNo ratings yet
- Composite Materials 5 PDFDocument65 pagesComposite Materials 5 PDFFauziah Sulaeman D'nine ChastléNo ratings yet
- MRN412 - Research Project (2022) Project List: Page 1 of 108Document108 pagesMRN412 - Research Project (2022) Project List: Page 1 of 108samson kabasaNo ratings yet
- Structural, Magnetic, and Gigahertz Range Electromagnetic Wave Absorption Properties of Bulk Ni-Zn FerriteDocument13 pagesStructural, Magnetic, and Gigahertz Range Electromagnetic Wave Absorption Properties of Bulk Ni-Zn FerriteSitaramaraju VengalarajuNo ratings yet
- Taranto Dioxin Sinter Plant Emission: Consulting ProjectDocument53 pagesTaranto Dioxin Sinter Plant Emission: Consulting Projectpaulsrt10No ratings yet
- Powder Metallurgy Process (E-2 Batch)Document13 pagesPowder Metallurgy Process (E-2 Batch)Manu DubeyNo ratings yet
- The Impact of Fly Ash As A Raw Material On The Properties of Refractory Forsterite - CeramicsDocument12 pagesThe Impact of Fly Ash As A Raw Material On The Properties of Refractory Forsterite - CeramicsLlike Us BravoNo ratings yet
- Jia 2020 IOP Conf. Ser. Mater. Sci. Eng. 772 012023Document7 pagesJia 2020 IOP Conf. Ser. Mater. Sci. Eng. 772 012023HERLINA PEBRIANINo ratings yet
- Notes 01 Spring2014Document47 pagesNotes 01 Spring2014annerivervalleyNo ratings yet
- Marten Terpstra, Johan G. Van Veen (Auth.), Marten Terpstra, Johan G. Van Veen (Eds.) - Heat Pipes - Construction and Application - A Study of Patents and Patent Applications-Springer NetherlandsDocument391 pagesMarten Terpstra, Johan G. Van Veen (Auth.), Marten Terpstra, Johan G. Van Veen (Eds.) - Heat Pipes - Construction and Application - A Study of Patents and Patent Applications-Springer NetherlandsJed MansouriNo ratings yet
- Chapter 5 Powder MetallurgyDocument152 pagesChapter 5 Powder MetallurgyNurul AsyilahNo ratings yet
- HfB2 and ZrB2 based UHTCs for hypersonic vehiclesDocument22 pagesHfB2 and ZrB2 based UHTCs for hypersonic vehiclesKshitij KhareNo ratings yet
- 101-116 BergerDocument16 pages101-116 BergerBalaji GuruNo ratings yet
- Thermo Hydro and Thermo Hydro Mechanical Wood Processing DICK SANDBERGDocument26 pagesThermo Hydro and Thermo Hydro Mechanical Wood Processing DICK SANDBERGAlmir AkvicNo ratings yet
- Functional Biomimetic Dental Restoration PDFDocument28 pagesFunctional Biomimetic Dental Restoration PDFAhmed MadfaNo ratings yet
- Aluminum Powder Metallurgy ProcessingDocument161 pagesAluminum Powder Metallurgy ProcessingMustafa Levent SipahiNo ratings yet
- High Entropy Alloy CoCrFeMnNi Produced by Powder MetallurgyDocument15 pagesHigh Entropy Alloy CoCrFeMnNi Produced by Powder MetallurgyKarthi SiddhNo ratings yet
- محاضرات بودر دزعراقيDocument5 pagesمحاضرات بودر دزعراقيMohammed GhisheerNo ratings yet
- Doped AluminaDocument3 pagesDoped AluminaMuhammadAfsarrazaNo ratings yet
- 1 s2.0 S0010938X22006795 MainDocument12 pages1 s2.0 S0010938X22006795 Main戴海龙No ratings yet
- Classifying Dental CeramicsDocument7 pagesClassifying Dental CeramicsERIKA BLANQUETNo ratings yet
- Pushpak December 2017 PDFDocument38 pagesPushpak December 2017 PDFRajesh Kumar SahuNo ratings yet
- CIM - Course Notes - Chapter 2Document54 pagesCIM - Course Notes - Chapter 2cooldude2000No ratings yet
- GD KT Pro-0272-0915 Sen Abs V1Document246 pagesGD KT Pro-0272-0915 Sen Abs V1kousikkumaarNo ratings yet
- New Products - Wirsing 2015Document70 pagesNew Products - Wirsing 2015Moud Sakly100% (1)
- Article in Press: Journal of The European Ceramic SocietyDocument8 pagesArticle in Press: Journal of The European Ceramic SocietyAnca NegrilaNo ratings yet
- Powder Metallurgy: Production and Characterization of Metal PowdersDocument84 pagesPowder Metallurgy: Production and Characterization of Metal PowdersNyanda MadiliNo ratings yet
- Tablet Manufacturing Guide: 7 Inspection Points & 8 Cost-Saving TipsDocument41 pagesTablet Manufacturing Guide: 7 Inspection Points & 8 Cost-Saving TipsVỸ TRẦNNo ratings yet
- 1 Introduction To Oxide CeramicsDocument44 pages1 Introduction To Oxide Ceramicsramadehury309No ratings yet
- Enhanced cemented carbides for PM tooling applicationsDocument8 pagesEnhanced cemented carbides for PM tooling applicationsDhanus KodiNo ratings yet