You might also like
- Radiografia Industrial Nivel 2Document173 pagesRadiografia Industrial Nivel 2qw wqNo ratings yet
- RT NI-Proyección Actualización-N 05 2010Document509 pagesRT NI-Proyección Actualización-N 05 2010Stephanie Emerson100% (1)
- Ultrasonidos: Nivel IIFrom EverandUltrasonidos: Nivel IIRating: 5 out of 5 stars5/5 (1)
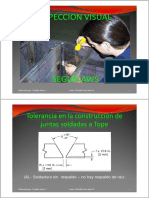
- Soldadura tolerancias inspección visualDocument11 pagesSoldadura tolerancias inspección visualAntony Bolivar RodriguezNo ratings yet
- Soldadura tolerancias inspección visualDocument11 pagesSoldadura tolerancias inspección visualAntony Bolivar RodriguezNo ratings yet
- Curso de PND SDocument369 pagesCurso de PND SLuis Hernandez100% (5)
- Proced y Prac UT Imende Nivel IIDocument123 pagesProced y Prac UT Imende Nivel IIJulián Méndez TorresNo ratings yet
- Procedimiento General de Radiografia Segun Asme B31.3-Asme b31.3Document20 pagesProcedimiento General de Radiografia Segun Asme B31.3-Asme b31.3jimper26100% (3)
- Curso MT Nivel IIDocument0 pagesCurso MT Nivel IIagrupacionam100% (2)
- 4 - Procedimiento Medicion Espesores Ps-Oe-10.03Document15 pages4 - Procedimiento Medicion Espesores Ps-Oe-10.03Luis Muñoz100% (4)
- NDT Ut - Asme - 002 - 10Document15 pagesNDT Ut - Asme - 002 - 10Jimmy David Espinoza MejiaNo ratings yet
- Asme - Examen RadiograficoDocument15 pagesAsme - Examen RadiograficoMiguel Angel Zavaleta Esquerre100% (1)
- MANUAL ULTRASONIDO - Compressed PDFDocument434 pagesMANUAL ULTRASONIDO - Compressed PDFAndres ValdezNo ratings yet
- Pasos para Prueba Hidrostatica, Ep PetroecuadorDocument4 pagesPasos para Prueba Hidrostatica, Ep PetroecuadorRONALTUTILLONo ratings yet
- Phaneros, Apokalupsis, Parousia, Arrebatamiento Y EpifaníaDocument6 pagesPhaneros, Apokalupsis, Parousia, Arrebatamiento Y EpifaníaCesar SequenNo ratings yet
- Asme VDocument68 pagesAsme VSANTYNo ratings yet
- Procedimientos UT ASME B31.3 IISASDocument14 pagesProcedimientos UT ASME B31.3 IISASantonio gutierrezNo ratings yet
- Procedimiento GWTDocument15 pagesProcedimiento GWTCarolina PBNo ratings yet
- Inspección Mediante Phased Array:tofd Según La Última Versión de Asme Sec V (2013)Document0 pagesInspección Mediante Phased Array:tofd Según La Última Versión de Asme Sec V (2013)Carlos Enrique Suárez NavasNo ratings yet
- TSG 580 Procedimiento de Ut Estructuras de Puentes Aashtoaws d1.5m d1.5 Rev ADocument21 pagesTSG 580 Procedimiento de Ut Estructuras de Puentes Aashtoaws d1.5m d1.5 Rev Ajaime huertasNo ratings yet
- Arreglo de Fase Capítulo 1, 2, 3Document118 pagesArreglo de Fase Capítulo 1, 2, 3Selene100% (2)
- Pruebas Hidráulicas para TanquesDocument8 pagesPruebas Hidráulicas para TanquesG100% (1)
- Liquidos PenetrantresDocument4 pagesLiquidos PenetrantresPeter MoscosoNo ratings yet
- Flujo Disperso - MFL PDFDocument86 pagesFlujo Disperso - MFL PDFClaudioCarballal50% (2)
- NDT RT - Asme - 003 - 10Document21 pagesNDT RT - Asme - 003 - 10Jimmy David Espinoza MejiaNo ratings yet
- MM ConsignaciónDocument13 pagesMM ConsignaciónRolando Moya Martinez100% (3)
- 1 Solos de Bandoneón Santiago SegretDocument24 pages1 Solos de Bandoneón Santiago SegretJulio LocatelliNo ratings yet
- Inspección partículas magnetizablesDocument38 pagesInspección partículas magnetizablesE&E - SUPERVISIÓN HSENo ratings yet
- Inspección visual externa de equipos a presiónDocument59 pagesInspección visual externa de equipos a presiónjose ocanaNo ratings yet
- Inspección soldaduras ASME B31.3Document16 pagesInspección soldaduras ASME B31.3Carolina PB50% (2)
- Analisis de Iperc PDFDocument13 pagesAnalisis de Iperc PDFEsteban Korafi AponteNo ratings yet
- Ad NDT Spmi Utpa 001 Asme ViiiDocument35 pagesAd NDT Spmi Utpa 001 Asme ViiijkdeNo ratings yet
- Air Tanks Espesores de Pared Nov 2018 PDFDocument41 pagesAir Tanks Espesores de Pared Nov 2018 PDFJUAN JOSE VESGA RUEDANo ratings yet
- Pot Ensayo Utpa RubauDocument31 pagesPot Ensayo Utpa RubauJorge Luis Vilela OrdinolaNo ratings yet
- Procedimiento API 1104 SiconsaDocument25 pagesProcedimiento API 1104 SiconsaAnonymous 8uLMTuNo ratings yet
- Gases RealesDocument16 pagesGases Realesjajaja0% (1)
- 2 Ins Aws-d1.1-Ut002-15 (Conexiones Tubulares - Aws d1.1-2015) Rev1Document18 pages2 Ins Aws-d1.1-Ut002-15 (Conexiones Tubulares - Aws d1.1-2015) Rev1Pedro Junior Sotelo LedezmaNo ratings yet
- Reemplazo de Radiografía Por Ultrasonido en La Construcción de Tanques de Almacenamiento API 650Document11 pagesReemplazo de Radiografía Por Ultrasonido en La Construcción de Tanques de Almacenamiento API 650Carlos Enrique Suárez NavasNo ratings yet
- Procedimiento de Inspeccion USDocument22 pagesProcedimiento de Inspeccion USYohan Capelli100% (1)
- 05-Medicion de EspesoresDocument2 pages05-Medicion de EspesoresericvolNo ratings yet
- Simbologia AwsDocument31 pagesSimbologia Awscar_lin100% (6)
- Filarias: Características y ciclo biológico de las principales especies que parasitan humanosDocument9 pagesFilarias: Características y ciclo biológico de las principales especies que parasitan humanosJosmel yañez100% (1)
- API RP 2X Reference Standards PDFDocument7 pagesAPI RP 2X Reference Standards PDFMAR MUNo ratings yet
- Inspeccion Phased Array General1Document17 pagesInspeccion Phased Array General1julioggc78No ratings yet
- DS 005-2012-TR Reglamento Ley 29783 LSSTDocument20 pagesDS 005-2012-TR Reglamento Ley 29783 LSSTJhon MoralesNo ratings yet
- Procedimientos UT-MT-AWS-D1. 5Document23 pagesProcedimientos UT-MT-AWS-D1. 5JuanDavidGrimaldosDiaz100% (1)
- Hoja de Seguridad Pinturas A Base de AguaDocument5 pagesHoja de Seguridad Pinturas A Base de AguaNESTOR RAUL BERGANO HERRERA100% (1)
- Sistema Floral Del Pedemonte PDFDocument16 pagesSistema Floral Del Pedemonte PDFMarta Clavijo100% (1)
- Calibracion Bloque DSCDocument110 pagesCalibracion Bloque DSCJOMAGUES100% (1)
- Principio de SuperposicionDocument15 pagesPrincipio de SuperposicionXimena Pajuelo Sacramento100% (1)
- NDT Astm Ut004-11Document20 pagesNDT Astm Ut004-11CESAR AUGUSTO CHANAME TORRESNo ratings yet
- Ultrasonic Testing of WeldsDocument19 pagesUltrasonic Testing of WeldsHector BeaujonNo ratings yet
- Astm E-587Document16 pagesAstm E-587Wigan29100% (1)
- P-Bv-Coga-0003 (Original) Rt-Asme B31.3-1Document31 pagesP-Bv-Coga-0003 (Original) Rt-Asme B31.3-1BlasCarbajalNo ratings yet
- Proc. Ut Astm E-164Document27 pagesProc. Ut Astm E-164LEVI HERNANDEZNo ratings yet
- WS NDT P PT 01 Proc Tinta PenetranteDocument12 pagesWS NDT P PT 01 Proc Tinta PenetranteDiegoNavarroNo ratings yet
- Procedimiento UltrasonidoDocument21 pagesProcedimiento UltrasonidoAngel Cipagauta100% (2)
- Bloque Asme Básico Español ART.4Document1 pageBloque Asme Básico Español ART.4miguelNo ratings yet
- Informe No. 2080 Inspeccion NDT A Ejes Del Molino Noviembre 2018Document6 pagesInforme No. 2080 Inspeccion NDT A Ejes Del Molino Noviembre 2018mauriciomejia7100% (1)
- Normas Usadas en Valvulas IndustrialesDocument4 pagesNormas Usadas en Valvulas IndustrialesJc MorgaNo ratings yet
- Procedimiento Metalografia - Diciembre 2014Document9 pagesProcedimiento Metalografia - Diciembre 2014jimmy david espinoza mejiaNo ratings yet
- Te-End-It-014 Procedimiento Técnico para Inspección Por Partículas MagnéticasDocument9 pagesTe-End-It-014 Procedimiento Técnico para Inspección Por Partículas Magnéticasjazmin bayonaNo ratings yet
- IT-TEC-002-01 Procedimiento de Inspeccion Por MT PDFDocument6 pagesIT-TEC-002-01 Procedimiento de Inspeccion Por MT PDFAntonio GutierrezNo ratings yet
- Procedimeinto Inspección de Ondas GuiadasDocument14 pagesProcedimeinto Inspección de Ondas GuiadasHenryZambranoNo ratings yet
- E709 95Document44 pagesE709 95ndtendNo ratings yet
- Api 652Document1 pageApi 652Jorge Arturo Toribio HuertaNo ratings yet
- Informe técnico PAUT Sonatest Veo 2014Document6 pagesInforme técnico PAUT Sonatest Veo 2014Juan Manuel SJNo ratings yet
- Ht-Po-Ndt-015 MFL A Pisos de TanquesDocument11 pagesHt-Po-Ndt-015 MFL A Pisos de TanquesHenryZambranoNo ratings yet
- Ith-Pi-Mvl-Co-04 Inspeccion Electromagnetica para Detecccion de Fallas LongitudinalesDocument10 pagesIth-Pi-Mvl-Co-04 Inspeccion Electromagnetica para Detecccion de Fallas LongitudinalesLEVI HERNANDEZNo ratings yet
- NDT RT - Asme - 002 - 10Document20 pagesNDT RT - Asme - 002 - 10Jimmy David Espinoza MejiaNo ratings yet
- NDT MT - Asme - 001 - 10Document12 pagesNDT MT - Asme - 001 - 10Jimmy David Espinoza MejiaNo ratings yet
- Modelo Procedimiento UT Según ASME B31.3Document18 pagesModelo Procedimiento UT Según ASME B31.3ANTONIO QUISPENo ratings yet
- NDT PT - ASME - 001 - 07 TermodinamicasDocument6 pagesNDT PT - ASME - 001 - 07 TermodinamicasJimmy David Espinoza MejiaNo ratings yet
- Inf TanquesDocument7 pagesInf TanquesRoxana Olivera de EspinozaNo ratings yet
- Prevencion de Accidentes en Gammagrafia IndustrialDocument79 pagesPrevencion de Accidentes en Gammagrafia IndustrialHenry MatosNo ratings yet
- Cardenas Renato Evaluacion Aptitud Servicio Tuberia PDFDocument112 pagesCardenas Renato Evaluacion Aptitud Servicio Tuberia PDFOsmar LindoNo ratings yet
- Reglamento IpenDocument7 pagesReglamento IpenJimmy David Espinoza MejiaNo ratings yet
- Planilla Del 23-11 Al 30-11 NANI Y LUCIA MENACHODocument8 pagesPlanilla Del 23-11 Al 30-11 NANI Y LUCIA MENACHOJimmy David Espinoza MejiaNo ratings yet
- Problemas FracturaDocument9 pagesProblemas FracturaGonzalo MazaNo ratings yet
- P MagnetDocument10 pagesP MagnetJimmy David Espinoza MejiaNo ratings yet
- Registro de Dialogo de Seguridad 2014Document1 pageRegistro de Dialogo de Seguridad 2014Jimmy David Espinoza MejiaNo ratings yet
- Diagrama de RoturaDocument3 pagesDiagrama de RoturaJimmy David Espinoza MejiaNo ratings yet
- Inspección por partículas magnéticas ASME Secc. V Artículo 7Document7 pagesInspección por partículas magnéticas ASME Secc. V Artículo 7ecoblack100% (1)
- PMagnet PDFDocument10 pagesPMagnet PDFJimmy David Espinoza MejiaNo ratings yet
- Paper Fatiga ChaveteroDocument10 pagesPaper Fatiga ChaveteroJimmy Leonardo Albornoz MontenegroNo ratings yet
- SolicitudIngresoPersonalYehiculoDocument2 pagesSolicitudIngresoPersonalYehiculoJimmy David Espinoza MejiaNo ratings yet
- Metalurgia de La SoldaduraDocument99 pagesMetalurgia de La SoldaduraJavierAlbertoGarciaSeledonioNo ratings yet
- Explicacion de Diagramas de FaseDocument25 pagesExplicacion de Diagramas de FaseArmando Martinez GNo ratings yet
- Requisitos para Habilitacion Contratistas en PRAXAIR Ago - 2018Document7 pagesRequisitos para Habilitacion Contratistas en PRAXAIR Ago - 2018Jimmy David Espinoza MejiaNo ratings yet
- Packing List - Puente Peatonal 1 L 32.450Document17 pagesPacking List - Puente Peatonal 1 L 32.450Jimmy David Espinoza MejiaNo ratings yet
- PortilloDocument20 pagesPortilloJimmy David Espinoza MejiaNo ratings yet
- Sistema de Puesta A Tierra - Instalacion PDFDocument11 pagesSistema de Puesta A Tierra - Instalacion PDFJuan Garcia BernalNo ratings yet
- Calibracion de EquiposDocument1 pageCalibracion de EquiposJimmy David Espinoza MejiaNo ratings yet
- Regla de Calculo RonaldDocument2 pagesRegla de Calculo RonaldJimmy David Espinoza MejiaNo ratings yet
- Uso de ArnesDocument8 pagesUso de ArnesJimmy David Espinoza MejiaNo ratings yet
- Mega ConstruccionesDocument5 pagesMega ConstruccionesJimmy David Espinoza MejiaNo ratings yet
- Aplicacion TintesDocument1 pageAplicacion TintesJimmy David Espinoza MejiaNo ratings yet
- Gabinete GSW 06Document2 pagesGabinete GSW 06Jimmy David Espinoza MejiaNo ratings yet
- Resumen Estudio y Ensayo de MaterialesDocument19 pagesResumen Estudio y Ensayo de MaterialesMarcos Diciocco100% (1)
- Los MoluscosDocument3 pagesLos MoluscosAmni JFNo ratings yet
- Los Tipos de EmprendimientoDocument7 pagesLos Tipos de EmprendimientoLu Jeny OLIVEROS TRIANANo ratings yet
- Un año en un planeta sin nombreDocument462 pagesUn año en un planeta sin nombreantares219No ratings yet
- Ingeniería Civil objetos estudio infraestructuraDocument3 pagesIngeniería Civil objetos estudio infraestructuraSolangeNo ratings yet
- Jesús ya ha establecido su reinoDocument1 pageJesús ya ha establecido su reinoIsmael FigueroaNo ratings yet
- Interpretación de Imágenes SatelitalesDocument36 pagesInterpretación de Imágenes SatelitalesDranolt AdrevNo ratings yet
- Cultivando árboles frutales de aceite y atrapar no-muertosDocument144 pagesCultivando árboles frutales de aceite y atrapar no-muertosYeik NeiraNo ratings yet
- Practica Calificada2Document5 pagesPractica Calificada2Alexa Harumi CoralNo ratings yet
- La Tribuna PDF Lwebll 31052020Document20 pagesLa Tribuna PDF Lwebll 31052020Silvia Gonzalez CariasNo ratings yet
- Seminario-Pododermatitis Difusa AsepticaDocument24 pagesSeminario-Pododermatitis Difusa AsepticaElenita GuandaNo ratings yet
- Portfolio Gisela C Alestra Web PDFDocument36 pagesPortfolio Gisela C Alestra Web PDFArhian NatariNo ratings yet
- H. P. Lovecraft - La Maldición Que Cayó Sobre Sarnath PDFDocument3 pagesH. P. Lovecraft - La Maldición Que Cayó Sobre Sarnath PDFSady EucedaNo ratings yet
- CancioneroDocument5 pagesCancioneroNatalí MirandaNo ratings yet
- Exámenes finales 2022Document2 pagesExámenes finales 2022Pedro EspinozaNo ratings yet
- FT Beryl - Rev05Document1 pageFT Beryl - Rev05Oscar Alcides Cardenas AlarconNo ratings yet
- Arquitectura inca: solidez, sencillez y simetríaDocument3 pagesArquitectura inca: solidez, sencillez y simetríaVerónica Rodriguez OrtizNo ratings yet
- MODULO 2 Filosofia UncausDocument7 pagesMODULO 2 Filosofia UncausMarcelo FleitaNo ratings yet
- Análisis de Los Articulos 10, 11, y 12 Abraham Lovera 26.546.158Document3 pagesAnálisis de Los Articulos 10, 11, y 12 Abraham Lovera 26.546.158Abraham Hernandez50% (2)
- Anatomía y Fisiología Del Sistema Nervioso CentralDocument6 pagesAnatomía y Fisiología Del Sistema Nervioso CentralTatiana AriasNo ratings yet
- Propuesta Corregida HEBER-ANTUANDocument19 pagesPropuesta Corregida HEBER-ANTUANAntuan Ortega ArrietaNo ratings yet
- Resumen de Norma c150Document6 pagesResumen de Norma c150Javier MoralesNo ratings yet