You might also like
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Basic Dimensions For NPT American National Taper Pipe Threads PDFDocument2 pagesBasic Dimensions For NPT American National Taper Pipe Threads PDFRashedul HasanNo ratings yet
- Successful Serging: From Setup to Simple and Specialty StitchesFrom EverandSuccessful Serging: From Setup to Simple and Specialty StitchesRating: 3 out of 5 stars3/5 (1)
- PDI Report FormatDocument2 pagesPDI Report FormatAbhishek AnandNo ratings yet
- National Pipe Tapered Thread (NPT)Document3 pagesNational Pipe Tapered Thread (NPT)Mechtek LabNo ratings yet
- NPT Thread ANSI B21Document1 pageNPT Thread ANSI B21Davide CongiuNo ratings yet
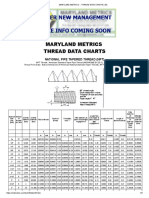
- Maryland Metrics Thread Data Charts: National Pipe Tapered Thread (NPT)Document3 pagesMaryland Metrics Thread Data Charts: National Pipe Tapered Thread (NPT)panait trofinNo ratings yet
- Maryland Metrics - Thread Data ChartsDocument3 pagesMaryland Metrics - Thread Data ChartsVIVEK UPADHYAYNo ratings yet
- Surface Vehicle Standard: InternationalDocument45 pagesSurface Vehicle Standard: InternationalshivendrakumarNo ratings yet
- Standard Taper Pipe Threads NPT Basic Dimensions, American National StandardDocument3 pagesStandard Taper Pipe Threads NPT Basic Dimensions, American National StandardEku AkhmadNo ratings yet
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNo ratings yet
- AEPL NPT Thread Data SheetDocument2 pagesAEPL NPT Thread Data Sheetmechmohan07No ratings yet
- CapScrewgr2 SsDocument2 pagesCapScrewgr2 SsHazimNo ratings yet
- CapScrewgr5 8Document2 pagesCapScrewgr5 8cucho31No ratings yet
- Thread Pitch ChartDocument2 pagesThread Pitch ChartMNo ratings yet
- American Standard ThreadsDocument1 pageAmerican Standard ThreadsНиколай ЛевицкийNo ratings yet
- Dimensions Mechanical & Performance RequirementsDocument7 pagesDimensions Mechanical & Performance RequirementsLorena PessanhaNo ratings yet
- Katalog TSP PTDocument24 pagesKatalog TSP PThse vje100% (1)
- Katalog TSP PTDocument24 pagesKatalog TSP PTendroNo ratings yet
- Katalog TSP PT PDFDocument24 pagesKatalog TSP PT PDFdeniNo ratings yet
- Brosur Pt. Srirejeki Perdana Steel-1Document16 pagesBrosur Pt. Srirejeki Perdana Steel-1Agus SofiansyahNo ratings yet
- ASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-18-19Document2 pagesASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-18-19Andres SilveyraNo ratings yet
- Ifi 115Document1 pageIfi 115Vinay PawarNo ratings yet
- ASTM Standards Dimension ComparisonDocument2 pagesASTM Standards Dimension Comparisonvon18No ratings yet
- 11 - OrificeDocument7 pages11 - OrificeANDERSON NERESNo ratings yet
- Basic Dimensions For NPT American National Taper Pipe ThreadsDocument2 pagesBasic Dimensions For NPT American National Taper Pipe Threadsdeepak kumarNo ratings yet
- Bolt A325 A490 PDFDocument2 pagesBolt A325 A490 PDFmostapha soubraNo ratings yet
- (Inches) (Inches) : (BSPT, BSPTR, PT, KR, R, RC)Document2 pages(Inches) (Inches) : (BSPT, BSPTR, PT, KR, R, RC)ainul yakinNo ratings yet
- SttaptiteDocument6 pagesSttaptiteSean YangNo ratings yet
- 20a Torque CalculationDocument11 pages20a Torque CalculationRiyan EsapermanaNo ratings yet
- Understanding Thread Types - Seaboard MarineDocument13 pagesUnderstanding Thread Types - Seaboard MarineĐạt TrầnNo ratings yet
- Taper Dimensions PDF GuideDocument1 pageTaper Dimensions PDF Guidesanthoshkumar.sNo ratings yet
- Countersunk Head Cap ScrewsDocument2 pagesCountersunk Head Cap ScrewsmuathNo ratings yet
- Steel Pipe Dimensions - ANSI Schedule 40Document3 pagesSteel Pipe Dimensions - ANSI Schedule 40StevenAronNo ratings yet
- 2014-Brochure LeaderflexDocument2 pages2014-Brochure LeaderflexRaji VeeramalluNo ratings yet
- Steel Pipes Dimensions - ANSI Schedule 40Document5 pagesSteel Pipes Dimensions - ANSI Schedule 40Ati ANo ratings yet
- Bridas WN Clase 150Document1 pageBridas WN Clase 150juan ormacheaNo ratings yet
- Ansi FlangesDocument1 pageAnsi FlangesJoséFranciscoJfKballeroNo ratings yet
- Vulcraft Composite DeckDocument34 pagesVulcraft Composite DeckThai DamNo ratings yet
- Button Head Cap ScrewsDocument4 pagesButton Head Cap ScrewsRajesh AlagamNo ratings yet
- ISO 7 - Pipe Threads Where Pressure-Tight Joints Are Made On The ThreadsDocument3 pagesISO 7 - Pipe Threads Where Pressure-Tight Joints Are Made On The ThreadsSoumava Mukherjee100% (1)
- SCH 80Document9 pagesSCH 80Ahmad AnthonyNo ratings yet
- British Standard Pipe ThreadDocument3 pagesBritish Standard Pipe ThreaduttampokharkarNo ratings yet
- Pipe Hydraulic WeightDocument3 pagesPipe Hydraulic Weightdhanu_lagwankarNo ratings yet
- Footprint Expert Surface Mount FamiliesDocument39 pagesFootprint Expert Surface Mount FamiliesErkanNo ratings yet
- Standard Thread PitchesDocument2 pagesStandard Thread PitchesfizanlaminNo ratings yet
- NPT Threads - National Pipe Tapered Thread Dimensions & SpecificationsDocument2 pagesNPT Threads - National Pipe Tapered Thread Dimensions & SpecificationsashrafNo ratings yet
- British Standard ThreadsDocument1 pageBritish Standard ThreadsНиколай ЛевицкийNo ratings yet
- Acme Thread-Inch enDocument6 pagesAcme Thread-Inch enscrewtech100% (3)
- MetricThreadDatasheet 2014 0712 PDFDocument3 pagesMetricThreadDatasheet 2014 0712 PDFPradeep KumarNo ratings yet
- Maryland Metrics Thread Data ChartsDocument3 pagesMaryland Metrics Thread Data Chartsnovkovic1984No ratings yet
- ASC 2WH Floor Deck Cut Sheet 2WH 36Document2 pagesASC 2WH Floor Deck Cut Sheet 2WH 36Pappu Kishore KumarNo ratings yet
- NPT - National Pipe Thread Taper - ANSI B1.20Document8 pagesNPT - National Pipe Thread Taper - ANSI B1.20Agus ArsitantoNo ratings yet
- Cotter Pin, Stainless Steel: Page 1 of 1 REV-04 Date: July 17, 2017 Pin - Cot.SsDocument1 pageCotter Pin, Stainless Steel: Page 1 of 1 REV-04 Date: July 17, 2017 Pin - Cot.SsRolandoNo ratings yet
- Technical Threading Chart 2015Document1 pageTechnical Threading Chart 2015D_D_76No ratings yet
- Unified Thread StandardDocument4 pagesUnified Thread StandardFredNo ratings yet
- Flat Socket Head Cap ScrewsDocument8 pagesFlat Socket Head Cap Screwsvietross100% (1)
- Pipe Sizes ThreadsDocument2 pagesPipe Sizes ThreadsSumner TingNo ratings yet
- Pipe Sizes ThreadsDocument2 pagesPipe Sizes ThreadstedNo ratings yet
- Two Most Common Lock Nut GroupsDocument8 pagesTwo Most Common Lock Nut GroupsXavier CarbajalNo ratings yet
- Basic Dimensions For NPT American National Taper Pipe ThreadsDocument2 pagesBasic Dimensions For NPT American National Taper Pipe ThreadsAndi DumayNo ratings yet
- Personal Daily Report: No - Job Description. Est. Act. Start Finish Opr Remar KDocument1 pagePersonal Daily Report: No - Job Description. Est. Act. Start Finish Opr Remar KAndi DumayNo ratings yet
- As 1580.0-2004 Paints and Related Materials - Methods of Test - Part 0 Introduction and List of MethodsDocument17 pagesAs 1580.0-2004 Paints and Related Materials - Methods of Test - Part 0 Introduction and List of Methodsardansyahputra0% (2)
- Errata Asme BPVC VDocument1 pageErrata Asme BPVC VAndi DumayNo ratings yet
- Job Request Form: JrfnoDocument1 pageJob Request Form: JrfnoAndi DumayNo ratings yet
- May 2014-1Document412 pagesMay 2014-1Andi DumayNo ratings yet
- Report SpindleDocument1 pageReport SpindleAndi DumayNo ratings yet
- Katalog ANM 2Document86 pagesKatalog ANM 2Andi DumayNo ratings yet
- Spindle Center Joint Visual Check Menggunakan Liquid PenetrantDocument1 pageSpindle Center Joint Visual Check Menggunakan Liquid PenetrantAndi DumayNo ratings yet
- Car Par 001 1Document1 pageCar Par 001 1Andi DumayNo ratings yet
- Initial Audit Result From Body Certification & License - APIDocument2 pagesInitial Audit Result From Body Certification & License - APIAndi DumayNo ratings yet
- Job Request Form: JrfnoDocument1 pageJob Request Form: JrfnoAndi DumayNo ratings yet
- Document 1Document1 pageDocument 1Andi DumayNo ratings yet
- Head Tube Cyl Boom: 2m Bevel: 36Document1 pageHead Tube Cyl Boom: 2m Bevel: 36Andi DumayNo ratings yet
- Improvement Monitoring Efektivitas Qms Periode November 2015Document5 pagesImprovement Monitoring Efektivitas Qms Periode November 2015Andi DumayNo ratings yet
- The Endless Pursuit of Truth: Subalternity and Marginalization in Post-Neorealist Italian FilmDocument206 pagesThe Endless Pursuit of Truth: Subalternity and Marginalization in Post-Neorealist Italian FilmPaul MathewNo ratings yet
- OITE - MCQ S QuestionsFinal2011Document67 pagesOITE - MCQ S QuestionsFinal2011KatKut99100% (7)
- D78846GC20 sg2Document356 pagesD78846GC20 sg2hilordNo ratings yet
- Presentation of Times of India Newspaper SIPDocument38 pagesPresentation of Times of India Newspaper SIPPrakruti ThakkarNo ratings yet
- John Galsworthy - Quality:A Narrative EssayDocument7 pagesJohn Galsworthy - Quality:A Narrative EssayVivek DwivediNo ratings yet
- 600 00149 000 R1 MFD Cmax Dug PDFDocument1 page600 00149 000 R1 MFD Cmax Dug PDFenriqueNo ratings yet
- Lolita Enrico Vs Heirs of Spouses Eulogio Medinaceli and Trinidad MedinaceliDocument3 pagesLolita Enrico Vs Heirs of Spouses Eulogio Medinaceli and Trinidad Medinacelichatmche-06No ratings yet
- EAM Appendices ICARDocument914 pagesEAM Appendices ICARsumankumarm869833No ratings yet
- Potato Lab ReportDocument10 pagesPotato Lab ReportsimplylailaNo ratings yet
- Holland Party GameFINAL1 PDFDocument6 pagesHolland Party GameFINAL1 PDFAnonymous pHooz5aH6VNo ratings yet
- Sections 3 7Document20 pagesSections 3 7ninalgamaryroseNo ratings yet
- Far 1 - Activity 1 - Sept. 09, 2020 - Answer SheetDocument4 pagesFar 1 - Activity 1 - Sept. 09, 2020 - Answer SheetAnonn100% (1)
- Percussion Digital TWDocument26 pagesPercussion Digital TWAlberto GallardoNo ratings yet
- Chapter 1Document6 pagesChapter 1Alyssa DuranoNo ratings yet
- Mil CompiledDocument62 pagesMil CompiledDan VegaNo ratings yet
- Philippine Psychometricians Licensure Exam RevieweDocument1 pagePhilippine Psychometricians Licensure Exam RevieweKristelle Mae C. Azucenas0% (1)
- Modern Prometheus Editing The HumanDocument399 pagesModern Prometheus Editing The HumanHARTK 70No ratings yet
- Child Labour: Summary: Is The Imposition of Sanctions On States The Best Way To End ChildDocument3 pagesChild Labour: Summary: Is The Imposition of Sanctions On States The Best Way To End ChildPrinting PandaNo ratings yet
- Individual Assignment: Prepared By: Tigist WoldesenbetDocument12 pagesIndividual Assignment: Prepared By: Tigist WoldesenbetRobel YacobNo ratings yet
- List of Festivals in India - WikipediaDocument13 pagesList of Festivals in India - WikipediaRashmi RaviNo ratings yet
- Pitch PDFDocument12 pagesPitch PDFJessa Mae AnonuevoNo ratings yet
- Case Digest - de Roy Vs CoaDocument2 pagesCase Digest - de Roy Vs CoaLei Lei LeiNo ratings yet
- Asymetry Analysis of Breast Thermograma Using Automated SegmentationDocument8 pagesAsymetry Analysis of Breast Thermograma Using Automated Segmentationazazel17No ratings yet
- Art 3-6BDocument146 pagesArt 3-6BCJNo ratings yet
- Sample Marketing Plan HondaDocument14 pagesSample Marketing Plan HondaSaqib AliNo ratings yet
- Armor MagazineDocument56 pagesArmor Magazine"Rufus"100% (2)
- NHÓM ĐỘNG TỪ BẤT QUY TẮCDocument4 pagesNHÓM ĐỘNG TỪ BẤT QUY TẮCNhựt HàoNo ratings yet
- 400 Series Turbo App Chart 2Document5 pages400 Series Turbo App Chart 2Abi ZainNo ratings yet
- PANIC Origin Story (Part 1)Document6 pagesPANIC Origin Story (Part 1)EpicReads100% (3)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- A Baker's Dozen: Real Analog Solutions for Digital DesignersFrom EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersRating: 4 out of 5 stars4/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet