You might also like
- Group 8, Welding AssignmentDocument11 pagesGroup 8, Welding AssignmentKavish ChandraNo ratings yet
- Gas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechDocument50 pagesGas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechlastjohnNo ratings yet
- Gas Metal Arc Welding (GMAW)Document16 pagesGas Metal Arc Welding (GMAW)Akmal Bin Saipul AnuarNo ratings yet
- Ijirt157448 PaperDocument6 pagesIjirt157448 PaperesteveranchezcabahugjrNo ratings yet
- (Gmaw) Gas Metal Arc Welding (Mig - Mag)Document11 pages(Gmaw) Gas Metal Arc Welding (Mig - Mag)buttuverma18102No ratings yet
- MIG WeldingDocument4 pagesMIG WeldingMeet BNo ratings yet
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDocument30 pagesWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNo ratings yet
- MRT-10-2 Arc Welding Principle and SSWDocument27 pagesMRT-10-2 Arc Welding Principle and SSW1026Aniket TankNo ratings yet
- Welding Technologies in Shipbuilding IndustryDocument7 pagesWelding Technologies in Shipbuilding IndustryAravindh AkashNo ratings yet
- Gmaw PDFDocument34 pagesGmaw PDFGnanasekaran MNo ratings yet
- Engineering Welding Handbook99 PDF TigDocument48 pagesEngineering Welding Handbook99 PDF TigSorin Stanescu100% (1)
- Welder's Handbook (Air Products Co.)Document48 pagesWelder's Handbook (Air Products Co.)Patrick DominguezNo ratings yet
- A Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Document7 pagesA Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Radhi NurvianNo ratings yet
- Welding - Joining ProcessDocument22 pagesWelding - Joining Processnafiz 3265No ratings yet
- Mini ReportDocument43 pagesMini ReportahmedNo ratings yet
- HSE PAPER (Soldagem)Document9 pagesHSE PAPER (Soldagem)Wyllton CandidoNo ratings yet
- Welding Journal PDFDocument7 pagesWelding Journal PDFraisalfiansyahNo ratings yet
- Manufacturing - WeldingDocument8 pagesManufacturing - WeldingKhalid EwigNo ratings yet
- Welding ProcessesDocument12 pagesWelding ProcessesMadhurimaMitraNo ratings yet
- GAS METAL ARC WELDING Shortened 1Document15 pagesGAS METAL ARC WELDING Shortened 1ወይኩን ፍቃድከNo ratings yet
- Welder HandbookDocument7 pagesWelder Handbooksandeepkumar63No ratings yet
- Experiments 7Document2 pagesExperiments 7Deep SasaniNo ratings yet
- Metal Inert Gas WeldingDocument4 pagesMetal Inert Gas WeldingINfo WTCSNo ratings yet
- Gas Metal Arc Welding: AnDocument13 pagesGas Metal Arc Welding: Ansamyfr454No ratings yet
- Chapter9 GMAW FCAW WeldingDocument17 pagesChapter9 GMAW FCAW Weldingrusf123No ratings yet
- LAS Week 5 SMAW Grade 9Document13 pagesLAS Week 5 SMAW Grade 9Hebe KamaNo ratings yet
- MIG Welding ProcessDocument12 pagesMIG Welding ProcessHimanshu RaoNo ratings yet
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFDocument5 pages13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFAshemuNo ratings yet
- 25451-Article Text-60936-69834-10-20221220Document6 pages25451-Article Text-60936-69834-10-20221220YugoNo ratings yet
- Product Reference Manual - Section 8 - Arc Equipment & ProcessesDocument33 pagesProduct Reference Manual - Section 8 - Arc Equipment & Processesnishant361No ratings yet
- Processes: Edit EditDocument4 pagesProcesses: Edit EditNgro Quinapaxi GonzalezNo ratings yet
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelDocument6 pagesOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsNo ratings yet
- Study of Tig WeldingDocument11 pagesStudy of Tig WeldingChandan Srivastava100% (1)
- WeldingDocument14 pagesWeldingarmanimamsNo ratings yet
- Workshop Case StudyDocument13 pagesWorkshop Case Study1071Vishal kumarNo ratings yet
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)Document5 pages13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)IJAERS JOURNAL100% (1)
- Effects of Some Process Parameters On Weld Bead: A Brief InvestigationDocument8 pagesEffects of Some Process Parameters On Weld Bead: A Brief InvestigationkunjNo ratings yet
- Section 8 - Arc Equipment & Processes266 - 27344Document36 pagesSection 8 - Arc Equipment & Processes266 - 27344dbircs2010No ratings yet
- Lab Report On Robotic WeldingDocument8 pagesLab Report On Robotic WeldingSanatan ChoudhuryNo ratings yet
- Welder's Handbook PDFDocument48 pagesWelder's Handbook PDFdoanhbk20000100% (1)
- Orbital-Welding Facts enDocument52 pagesOrbital-Welding Facts ene.vicente.caballeroNo ratings yet
- A Review of GTAW Gas Tungsten Arc Weldin PDFDocument8 pagesA Review of GTAW Gas Tungsten Arc Weldin PDFMarjorie ManukayNo ratings yet
- Mig Gmaw Welding 1Document26 pagesMig Gmaw Welding 1HAZEL BELLONo ratings yet
- GRADE 12 SMAW MODULE 4A 1st QuarterDocument20 pagesGRADE 12 SMAW MODULE 4A 1st QuarterClare GarcesNo ratings yet
- CH Ap Ter 1 Intro Ductio N: 1 .1 Arc WeldingDocument27 pagesCH Ap Ter 1 Intro Ductio N: 1 .1 Arc WeldingsathishNo ratings yet
- Lecture 3.4: Welding Processes: 1. Introduction - Heat Sources and Methods of ShieldingDocument10 pagesLecture 3.4: Welding Processes: 1. Introduction - Heat Sources and Methods of ShieldingMihajloDjurdjevicNo ratings yet
- L2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding ProcessDocument18 pagesL2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding Process222-020-651No ratings yet
- Design of Resistance Spot Welding System Using Integral Switching Cycle Control TechniqueDocument6 pagesDesign of Resistance Spot Welding System Using Integral Switching Cycle Control TechniqueRahul SharmaNo ratings yet
- A Comparative Study of Metal Inert Gas Welding and Tungsten Inert Gas Welding Processes: A ReviewDocument13 pagesA Comparative Study of Metal Inert Gas Welding and Tungsten Inert Gas Welding Processes: A ReviewankNo ratings yet
- Plastic Welding Using Kamweld S Durable Welders PDFDocument33 pagesPlastic Welding Using Kamweld S Durable Welders PDFML DeshmukhNo ratings yet
- Design and Manufacturing of Job Rotary Welding (SPM)Document4 pagesDesign and Manufacturing of Job Rotary Welding (SPM)Sanath KumarNo ratings yet
- Welding MachinesDocument53 pagesWelding MachinesDeepak Kumar Kant Kesri100% (2)
- 1.1 Arc Welding:: Arc Welding Is A Type of Welding That Uses A Welding Power Supply To CreateDocument50 pages1.1 Arc Welding:: Arc Welding Is A Type of Welding That Uses A Welding Power Supply To CreatesathishNo ratings yet
- Mag Welding - Sudura PerfectaDocument39 pagesMag Welding - Sudura PerfectaUrszuj CsabaNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Study On Visco-Elastic Fluid and Heat Radiation On The Flow of Walter's LiquidDocument6 pagesStudy On Visco-Elastic Fluid and Heat Radiation On The Flow of Walter's LiquidAnonymous lPvvgiQjRNo ratings yet
- Sentiment Classification Using Supervised and Unsupervised ApproachDocument5 pagesSentiment Classification Using Supervised and Unsupervised ApproachAnonymous lPvvgiQjRNo ratings yet
- A Review On Facial Expression Recognition TechniquesDocument8 pagesA Review On Facial Expression Recognition TechniquesAnonymous lPvvgiQjRNo ratings yet
- Regression Based Sales Data Forecasting For Predicting The Business PerformanceDocument5 pagesRegression Based Sales Data Forecasting For Predicting The Business PerformanceAnonymous lPvvgiQjRNo ratings yet
- Implementation of Modified Lifting and Flipping Plans in D.W.T Architecture For Better Performance.Document5 pagesImplementation of Modified Lifting and Flipping Plans in D.W.T Architecture For Better Performance.Anonymous lPvvgiQjRNo ratings yet
- Attitude of Secondary School Teachers Towards The Use of ICT in Teaching Learning ProcessDocument4 pagesAttitude of Secondary School Teachers Towards The Use of ICT in Teaching Learning ProcessAnonymous lPvvgiQjR100% (1)
- Hybrid Compressed Hash Based Homomorphic AB Encryption Algorithm For Security of Data in The Cloud EnvironmentDocument9 pagesHybrid Compressed Hash Based Homomorphic AB Encryption Algorithm For Security of Data in The Cloud EnvironmentAnonymous lPvvgiQjRNo ratings yet
- A Review On Distributed Denial of Service Attack On Network TrafficDocument6 pagesA Review On Distributed Denial of Service Attack On Network TrafficAnonymous lPvvgiQjRNo ratings yet
- VHDL Implementation of 128 Bit Pipelined Blowfish AlgorithmDocument5 pagesVHDL Implementation of 128 Bit Pipelined Blowfish AlgorithmAnonymous lPvvgiQjRNo ratings yet
- Engaging Students in Open Source Software For Learning Professional Skills in AcademiaDocument7 pagesEngaging Students in Open Source Software For Learning Professional Skills in AcademiaAnonymous lPvvgiQjRNo ratings yet
- Sine Cosine Based Algorithm For Data ClusteringDocument5 pagesSine Cosine Based Algorithm For Data ClusteringAnonymous lPvvgiQjRNo ratings yet
- An Enhanced Cloud-Based Secure Authentication (Ecsa) Protocol Suite For Prevention of Denial-Of-Service (Dos) AttacksDocument12 pagesAn Enhanced Cloud-Based Secure Authentication (Ecsa) Protocol Suite For Prevention of Denial-Of-Service (Dos) AttacksAnonymous lPvvgiQjRNo ratings yet
- 90 1512803801 - 09-12-2017 PDFDocument3 pages90 1512803801 - 09-12-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- 89 1512802578 - 09-12-2017 PDFDocument3 pages89 1512802578 - 09-12-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- 82 1512498557 - 05-12-2017 PDFDocument3 pages82 1512498557 - 05-12-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- Steganography-A Powerful Web Security Tool For Data TransmissionDocument10 pagesSteganography-A Powerful Web Security Tool For Data TransmissionAnonymous lPvvgiQjRNo ratings yet
- Demonstration Instrument: A Blow and Outcome On The Indian PopulaceDocument4 pagesDemonstration Instrument: A Blow and Outcome On The Indian PopulaceAnonymous lPvvgiQjRNo ratings yet
- Survey On: Multimedia Content Protection Using Cloud: A. M. ChavanDocument3 pagesSurvey On: Multimedia Content Protection Using Cloud: A. M. ChavanAnonymous lPvvgiQjRNo ratings yet
- Seamless Handover of Video Streamingin 4G Wireless Network: Dr. S. M. Koli Anand B. RautDocument5 pagesSeamless Handover of Video Streamingin 4G Wireless Network: Dr. S. M. Koli Anand B. RautAnonymous lPvvgiQjRNo ratings yet
- Comparative Study of Various Image Processing Tools With Bigdata Images in Parallel EnvironmentDocument5 pagesComparative Study of Various Image Processing Tools With Bigdata Images in Parallel EnvironmentAnonymous lPvvgiQjRNo ratings yet
- 79 1512458251 - 05-12-2017 PDFDocument7 pages79 1512458251 - 05-12-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- 84 1512499393 - 05-12-2017 PDFDocument10 pages84 1512499393 - 05-12-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- Assessment of Perform Achieve and Trade (Pat), Cycle in India and Conceptualization of Its Future PerformanceDocument10 pagesAssessment of Perform Achieve and Trade (Pat), Cycle in India and Conceptualization of Its Future PerformanceAnonymous lPvvgiQjRNo ratings yet
- Attribute Reduction For Credit Evaluation Using Rough Set ApproachDocument4 pagesAttribute Reduction For Credit Evaluation Using Rough Set ApproachAnonymous lPvvgiQjRNo ratings yet
- Routing Protocols For Large-Scale Wireless Sensor Networks: A ReviewDocument10 pagesRouting Protocols For Large-Scale Wireless Sensor Networks: A ReviewAnonymous lPvvgiQjRNo ratings yet
- Enhance Data Security Protection For Data Sharing in Cloud Storage SystemDocument4 pagesEnhance Data Security Protection For Data Sharing in Cloud Storage SystemAnonymous lPvvgiQjRNo ratings yet
- 77 1512289526 - 03-12-2017 PDFDocument10 pages77 1512289526 - 03-12-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- 78 1512370802 - 04-12-2017 PDFDocument3 pages78 1512370802 - 04-12-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- Various Sequence Classification Mechanisms For Knowledge DiscoveryDocument4 pagesVarious Sequence Classification Mechanisms For Knowledge DiscoveryAnonymous lPvvgiQjRNo ratings yet
- Ss 304 Microstructure ExplainedDocument5 pagesSs 304 Microstructure ExplainedNafillah AbdurrahmanNo ratings yet
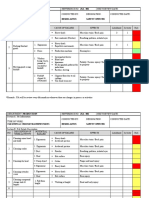
- Process Rekha Linus Safety OfficerDocument4 pagesProcess Rekha Linus Safety OfficerRekha LinusNo ratings yet
- Material Safety Data Sheet (MSDS) : Msds No: Aluminum Electrode REVISED 12-2009Document2 pagesMaterial Safety Data Sheet (MSDS) : Msds No: Aluminum Electrode REVISED 12-2009Rama Krishna Reddy DonthireddyNo ratings yet
- Statement of The ProblemDocument54 pagesStatement of The ProblemJames DerechoNo ratings yet
- ISO 15609 1 2004 Specification and Qualification of WeldingDocument16 pagesISO 15609 1 2004 Specification and Qualification of WeldingVanwynsberghe FredericNo ratings yet
- Rapid P016a VWM Con MST 0132 0 ApprovedDocument27 pagesRapid P016a VWM Con MST 0132 0 ApprovedVikash SharmaNo ratings yet
- Welding Olet As ASME B31.3Document1 pageWelding Olet As ASME B31.3Mohd Effiezool YaserNo ratings yet
- 12v2000 CR OperatingDocument170 pages12v2000 CR OperatingANDREA100% (3)
- Goenka Diamonds Private Lim: VVV Allocation Legal Nampan Kyc Fatca/Ubaddress Cfo/Ubo Contact NDocument3 pagesGoenka Diamonds Private Lim: VVV Allocation Legal Nampan Kyc Fatca/Ubaddress Cfo/Ubo Contact NAditi DeshmukhNo ratings yet
- Smaw Final PDFDocument11 pagesSmaw Final PDFHimanshuNarayanSinghNo ratings yet
- Advanced Full Text Search - SENR5359 - SR4B 2generatorsDocument11 pagesAdvanced Full Text Search - SENR5359 - SR4B 2generatorsmbgprsms100% (1)
- Service Manual: SV208 SV210 SV212 SV216 Tier 3Document31 pagesService Manual: SV208 SV210 SV212 SV216 Tier 3Angel Ricardo Rodrogiez MalagonNo ratings yet
- Review WeldingDocument15 pagesReview WeldingHasnain TariqNo ratings yet
- Injection Molding Simulation AnalysisDocument7 pagesInjection Molding Simulation AnalysisSheharyar GhaniNo ratings yet
- Ur - A2 - Rev3 - Cor1 Shipboard Fittings and Supporting Hull Structures Associated With Towing and Mooring On Conventional VesselsDocument6 pagesUr - A2 - Rev3 - Cor1 Shipboard Fittings and Supporting Hull Structures Associated With Towing and Mooring On Conventional Vesselsqiuliang shiNo ratings yet
- 6-81-0001 Rev 3-PMIDocument8 pages6-81-0001 Rev 3-PMIravi2007No ratings yet
- Struct Steelwork Fabrication Vol1Document110 pagesStruct Steelwork Fabrication Vol1Mark WilliamsNo ratings yet
- CEMS A 10 Part IIDocument8 pagesCEMS A 10 Part IIaldairlopesNo ratings yet
- Fatigue in The Shell of A Conveyor Drum: Ch. Affolter, G. Piskoty, R. Koller, M. Zgraggen, T.F. Ru TtiDocument15 pagesFatigue in The Shell of A Conveyor Drum: Ch. Affolter, G. Piskoty, R. Koller, M. Zgraggen, T.F. Ru TtiSamir KulkarniNo ratings yet
- Haz Repair&MaintDocument29 pagesHaz Repair&MaintSANJAY PANDYANo ratings yet
- ChosunDocument201 pagesChosunsanketpavi21No ratings yet
- Intergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using An Electrochemical MinicellDocument8 pagesIntergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using An Electrochemical MinicellGustavo GonzagaNo ratings yet
- Power Arc 4000 ManualDocument50 pagesPower Arc 4000 ManualRASDEBOLNo ratings yet
- HSE Plan For RSPL ProjectDocument10 pagesHSE Plan For RSPL ProjectSaibabu SiripurapuNo ratings yet
- COMMON 3 Perform Industry Calculation FINALDocument53 pagesCOMMON 3 Perform Industry Calculation FINALJoyLyn Sarmiento AmitNo ratings yet
- SATR-W-2008 Rev 8 FD-1Document6 pagesSATR-W-2008 Rev 8 FD-1asiqna100% (1)
- Sebda2050508 SM PC220 5Document696 pagesSebda2050508 SM PC220 5Aris SuryantoNo ratings yet
- WCR and Job Card - ManinkandanDocument11 pagesWCR and Job Card - ManinkandanThamizhmani VNo ratings yet
- 8 - Solidification of Weld MetalDocument23 pages8 - Solidification of Weld MetalbassemNo ratings yet
- Hog Restrainer SpecificationsDocument12 pagesHog Restrainer SpecificationsEdsel Jay RaperNo ratings yet