one of the first areas where the public became very aware people cannot safely go, such
fely go, such as inside pipelines and in
of mobile robot units. In 1997 NASA’s robot lander, areas of high radiation or high heat. RIA indicates the
Pioneer, crawled across the surface of Mars. Mobile current price of a robot is one-fifth what it was a decade
robots are called upon to do jobs located in places where ago. Return on investment is down to approximately
2 years. Robots have also increased in capabilities and
functions. They are becoming more robust and have life
expectancies from 12 to 16 years.
The pool of professional welders is dwindling; in
fact, 50 percent of the current welding workforce will
be retiring in the next decade. This will leave a short-
fall of skilled, knowledgeable welders. Statistical in-
formation indicates there are fewer people engaged in
the manufacturing sector of the industry yet production
is up. This is due to improved tooling and manufactur-
ing methods and the use of automatic and robotic weld-
ing machines. There are many industry segments that
do not lend themselves to the degree of machine use,
as does the manufacturing sector. Industry and work
sectors such as custom fabrication shops, construction,
maintenance, and repair industry segments will con-
tinue to rely heavily on the professional welder. Highly
skilled and knowledgeable professional welders will
always be in demand. If you want to pursue a career in
the manufacturing industry, you should look more into
the inspection, technician, or engineering level. With
all the technology being placed on sensors, controls,
and communication systems the welding operator will
be relegated to loading and unloading weld fixtures
and simply pushing start and stop buttons. High ma-
nipulative skill levels will not be required, but much
greater technical knowledge will be. Technician-level
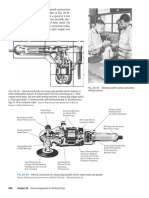
Fig. 27-21 Dual robot work cell. Note the robots are mounted personnel will need to deal with the complexities of
overhead for easier access to welding joints. © Reis Group Holding the welding operation and the sophisticated equipment
GmbH & Co. KG required.
Axis
L S: Turning and
Sweep
R L: Lower Arm
U: Upper Arm
T B
R: Wrist Roll
Rotation Axis B: Bend/Pitch/Yaw
S
Turn and Sweep T: Wrist Twist
Human Movements Robot Movement
Compared to Human
Fig. 27-22 Schematic illustration comparing a human’s motion to that of an industrial
robot. Source: Servo-Robot Corp.
884 Chapter 27 Automatic and Robotic Arc Welding Equipment
A typical robotic arc welding system requires some Robot Ratings
very specifically designed equipment, Figs. 27-23 and
27-24. Load Capacity
The end-of-arm load-carrying capacity of a robot is gen-
erally in the 6- to 35-pound range. Robots have various
1 load-carrying capacities at other points that
2 3 allow the mounting of electrode wire drive mo-
tors and wire spools, Fig. 27-25.
Repeatability and Accuracy
Robots have the ability to return to the exact
same position each time. This makes their
movements very repeatable. A welding robot
should be able to return the welding gun or torch
to within ±0.004 inch of the same point after
4 each program is executed. Accuracy is best de-
scribed as the robot’s ability to move a prede-
termined distance and direction and the ability
to follow a path precisely between programmed
points. Accuracy will vary within the robot’s
work envelope. For off-line programming, ac-
Fig. 27-23 Typical arc welding cell including: 1. Robot with arc welding curacy is a very important rating. Offline pro-
equipment, 2. Welding power source, 3. Positioner, 4. Guarding, 5. Fume gramming is done to reduce interruption of the
extraction. © Motoman Inc. robot from production work. The points being
programmed are not oriented to the actual weldment but
are entered as numeric locations in the robot’s work enve-
lope. When these off-line programs are downloaded into
170° R1373
R392
130
R285
Fig. 27-24 Articulated robot arm fitted with laser camera for 170°
seam tracking and seam finding, and capable of doing weld inspec-
tion. This robot cell, along with a laser camera, provides real-time
joint tracking, adaptive control, and visual inspection system inte-
grated with Servo-Robot advanced 3-D laser vision techniques and
advanced sensing devices. One benefit of the unique hybrid sensor
technology is that it can dramatically speed up and simplify applica- Fig. 27-25 Typical robot load-carrying capacity distribution.
tions traditionally done with 2-D sensors. Sensors of this type can be American Welding Society (AWS) Welding Handbook Committee, 2001,
applied to various industrial sectors to ensure process quality and Welding Science and Technology, Volume 1 of Welding Handbook, 9th
efficiency. © Servo-Robot Corp. ed., Miami: American Welding Society, Fig 11.18, p. 471
Automatic and Robotic Arc Welding Equipment Chapter 27 885
1073 0 188 392 1373 500° per second. This would mean it could twist a
welding gun around this axis nearly 11⁄2 revolutions
150 640
95
1673 in 1 second. A larger axis such as the base doing a
turn or sweep may be rated at 140° per second. But
82
since half a circle is 180°, it can move from one side
22°
130
A of the work envelope to the other in a little over
80° 1 second. This may be a distance of 8 feet. Robots
90° are very fast machines, so generally speed is not a
570
rating issue. Because they are so fast, operator safety
689 689
is paramount when the operator is in the robot’s work
1230
100° 155°
envelope.
211
450 267
C Reliability
0 0
B This rating is based on mean time between failures
306
(MTBF). A typical rating might be 52,000 hours.
Comparing this to a person working 2,000 hours per
658 year, this would equate to nearly 26 years. Mainte-
nance of a robot generally involves just periodic lubri-
720
1028 217 0 369 346 667 cation. Items that are subject to failure are designed
for easy replacement. The welding equipment used in
Fig. 27-26 Typical robotic work envelope. All dimensions are metric the robot cell is also very reliable if given preventive
(mm) and for reference only. Source: Motoman, Inc.
maintenance.
the production machine, they will require less touch-up Robot Programming
the more accurate the robot is.
The robot must be programmed to make the welds in the
Work Envelope appropriate place on the weldment and according to the
proper welding procedure. Programming is the creation
There are some very large robots with very large work en-
of a detailed sequence of steps that will safely and effi-
velopes, and there are bench-top robots with very limited
ciently take the robot though its work motions. Once the
work envelopes. The weldment should be easily located in
program has been written and proven to work, it can be
the work envelope of the robot, Fig. 27-26.
stored for future use. Some robot controllers can be used
Compactness to program a number of robot arms and peripheral equip-
ment. On occasion you may have to program up to 27 axes
The robot arm, end effecter (welding torch or gun mount),
of motion.
gun or torch, and sensors must be as compact as possible
Prior to programming:
for the best access to the weldment. A robot with a slim
base, waist, and arm can be placed close to the fixture, A. Determine the tool center point. Some robots come
which also improves accessibility to the weld joint. You with a special tool for conducting this calibration
may find that there are welds situated in small, difficult-to- operation.
reach areas that are best left for the welder to make. While B. Locate the weldment in the work envelope. Verify
these robot operators are inspecting finished weldment and process and welding positions that will be encoun-
loading fixtures for the next operation, they can make these tered for any limitations that might occur. Check
small, d ifficult-to-reach welds, if they are properly trained accessibility and torch or gun work and travel angle
as a welder. This has a positive effect in that it keeps these management. It may be necessary to adjust the tool
workers actively involved with the welding operation. As center point.
with any activity you have to keep in practice if you are
Programming should include the following steps:
going to build quality into the finished product.
1. Set the path that will be followed as the weld is
Speed made.
Robots are rated by how many degrees an axis can move 2. The welding procedure will need to be devel-
in a second. A small wrist twist axis may be able to move oped. This will set the weld parameters based
886 Chapter 27 Automatic and Robotic Arc Welding Equipment
in conjunction with the robot’s work-motion Level 2
programming. Skills and Ability Requirements + Level 1
3. Touch up the program while checking and verifying
how well it works. Correction of the torch or gun 1. Have the ability to visually inspect the welds on
path may be required to get the proper weld bead the component to the applicable standard and make
profile and size. changes as allowed by the welding procedure to
bring the welds within specifications. The individ-
ual should have a strong welding background and a
Training, Qualification, thorough understanding of the robotic program and
and Certification its function.
2. Have the ability to document information on any
The American Welding Society has identified a number robot-related problems and communicate them to the
of specifications relating to robotics. They are: welding engineer or technician. Have good written
•• D16.1 Specification for Robotic Arc Welding Safety and oral communication skills.
•• D16.2 Guide for Components of Robotic and 3. Be capable of evaluating weld cross sections.
Automatic Arc Welding Installations
•• D16.3 Risk Assessment Guide for Robotic Arc Level 3
Welding
Skills and Ability Requirements + Levels 1 and 2
It has also identified the qualification of various lev-
els of robotic operations personnel in D16.4 Specification 1. Have the ability to make changes to the weld data,
for the Qualification of Robotic Arc Welding Personnel. torch angles, electrode stickout, starting techniques,
There are three different levels with the following training and other welding variables. Have an extensive
recommendations: welding background and a thorough understanding
of the robotic interfacing system.
Level 1 2. Demonstrate a thorough understanding of all as-
pects of the robotic work cell. Demonstrate pro-
Skills and Ability Requirements gramming, robotic arc welding, seam tracking,
fixturing, and any other welding- or robotic-related
1. Have the ability to power up the robot and
functions. Have the capability to enter the work
peripheral equipment such as all power sources,
cell and make changes to the weld program, main
coolant pumps, and torch cleaners.
program, torch clean program, or any other related
2. Be capable of servicing the robotic welding torch
programs. Be capable of fixture changes to improve
and wire feeding system. This includes servicing
part fitup and locating.
the torch, contact tips, gas diffusers, insulators,
3. Be capable of performing file management tasks
nozzles, and drive rolls, and changing welding
such as saving, copying, and deleting program
wire.
files.
3. Have a basic understanding of the robot as it is
4. Demonstrate expertise in the welding operations
outlined in the company’s routine maintenance
including all of the arc welding robots, automated
procedures.
welding equipment, and all manual welding
4. Have a basic understanding of the robot control
operations.
panel so that the robot can be brought back to op-
5. Be responsible for the initial weld inspection and be
eration after work has been performed inside the
familiar with the tools that measure the weldment
work cell. This includes resetting any safety cir-
quality.
cuits and making sure that the robot is in the home
6. Have the ability to perform weld cross sectioning by
position.
cutting, polishing, and etching appropriate samples
5. Have knowledge of general safety requirements.
when necessary.
6. Have a working knowledge of all the robotic periph-
7. Keep accurate and up-to-date records, including is-
eral equipment.
suing revised weld procedures as needed.
7. Have the ability to perform routine and preventive
maintenance on such items as the torch cleaner, The AWS QC19 Standard for Certification of robotic arc
wire feeder, torch mount, and torch cable support welding operators and technicians has two levels of cer-
hardware. tification. The operator certification covers levels 1 and 2
Automatic and Robotic Arc Welding Equipment Chapter 27 887
out of the D16.4 standard, and the technician certification Step 9
includes mastery of levels 1, 2, and 3 out of D16.4 plus Show how to turn on the welding power source and robot
the individual must be a current AWS certified welding controller.
inspector. Testing would consist of taking a closed-book Step 10
test and a performance test. The closed-book test would Show how to route welding wire from the wire-feeding
cover all the knowledge requirements of the D16.4. The mechanism through the wire-feeding system to the
performance test information can be found on the AWS contact tip.
Web site and is titled Certification of Robotic Arc Weld-
Step 11
ing Operators and Technicians Exam and may consist of
Inspect the operation of the wire-feeding system by using
the following:
the teach pendant or wire jog on the feeder.
Craw-O/T Performance Test Step 12
Make sure the shielding gas supply system operates cor-
Part 1: Required Safety Tasks
rectly by purging the system.
Step 1 Step 13
Before starting the exam, inspect the robot welding If a water-cooled torch is used, make sure the welding torch
system and identify any potential safety hazards. water circulator system is on and functioning.
Step 2 Before starting Part 3, you will be allowed to practice ac-
Identify the pinch points of the robotic welding system. tual welding on scrap pieces so you can fine tune the
Step 3 welding parameters and achieve a satisfactory weld.
Show the basic robot cell operation to the Test Proctor Part 3: Test Piece Preparation and Programming
Step 4
Step 14
Show how to safely enter into the welding cell for
Move the robot by using the tech pendant as instructed
service.
by the Test Proctor.
Step 5
Step 15
Indicate the emergency stops and use one of
Make sure the correct Tool Center Point has been chosen
them.
for the torch being used.
Step 6
Step 16
Recover the robot system from this e-stop condition.
Program the following points with your robot system,
Part 2: Equipment Familiarization Tasks relative to the Test Piece.
Step 7 Home Position
Identify each of the following welding cell components Pounce Position
to the Test Proctor using the robotic arc welding cell: Step 17
Emergency stops Put the sample part in a position so the robot can access
Identify each axis of the robot all welds required for the Test Piece.
Operator start button Step 18
Positioner “if applicable” Write a basic welding program for the Test Piece speci-
Robot arm fied. This program will include these basic types of
Robot Breakaway points.
Robot controller 1. Joint move over the part to a pounce position
Teach pendant 2. Linear move to the start of the first weld
Welding cell safety switches 3. Weld starting point
Welding drive rolls 4. Weld end point
Welding gas supply system 5. Linear move between each weld end and next
Welding power supply weld start
Welding torch Repeat steps 3 through 5 for all of the welds shown on
Wire-feed unit the Test Piece drawing provided.
Step 8 Linear move from the stop of the last weld to a retract
Inspect the diffuser, contact tip, welding torch, and drive position. Joint move from the retract position to a safe
roll. Then show how to replace them. position
888 Chapter 27 Automatic and Robotic Arc Welding Equipment
NOTE: Use two welding schedules while programming Proctor prior to sectioning the welds for etching. Be
this sample part and be sure to save your program. sure to clearly mark the location of the welds to be
Step 19 sectioned if you are not doing the sectioning and
Without welding the Test Piece, show the safe opera- macroetch of the welds yourself. Complete the Weld
tion of the welding program without welding the Test Quality Assessment Form based on the visual in-
Piece. Perform a dry run. spection and macroetch results. The Test Proctor will
initial the Assessment Form when the weld inspec-
Step 20
tion is acceptable.
The Test Piece will now be rotated in any direction ap-
proximately 2" by the Test Proctor.
Conclusion
Step 21
Secure the Test Piece to the positioner, table, or f ixture Today, automation can mean solutions from a single robot
with clamps, making sure the clamps will not i nterfere through to a full production line. The trend has been to
with your welding program. focus on individual pieces of robot equipment. That idea
is changing, and now end users are looking for systems
Step 22
that make a whole production process work together. This
Edit the welding program points so these points are now
would be full manufacturing solutions, including software
in the correct position to weld the Test Piece. At the
and hardware. The basic integration platform for flexible
same time, input a delay or wait command into the
automation is the hub of an automated manufacturing sys-
welding program.
tem. End users can plug in their specific requirements into
Part 4: Welding the Test Piece and Evaluation this platform, and it will perform the tasks of control, net-
Step 23 work communication, and information management. The
Weld the Test Piece once Test Proctor has verified your integration platform is the integral part of the move toward
work up to this point. industrial information technology. The advantage to end
users is that they no longer have to order isolated bits of
Step 24 high-tech equipment and try to integrate them. Now end
Record the welding parameters that were input into the users will be able to order fully integrated, seamless manu-
welding program used to weld the Test Piece on the facturing plants from select manufacturers. Arc welding
Performance Test Record Form. is one of the fastest growing segments in automation and
Step 25 robotics. It has been determined that only about 10 percent
Visually inspect the welds on the Test Piece using the of the small- to medium-sized manufacturing companies
acceptance criteria contained on the Weld Qual- have installed robots, so the growth potential is very great
ity Assessment Form. Before sectioning the welds in these areas. This will result in the need for additional
for etching, talk about your findings with the Test qualified personnel.
CHAPTER 27 REVIEW
Multiple Choice b. Gun work and travel angle
Choose the letter of the correct answer. c. Electrode extension
d. None of these
1. Companies moving from manual and semiautomatic
welding to automatic and robotic welding have few 3. Adaptive control is most used with which process
issues to consider. (Obj. 27-1) application method? (Obj. 27-1)
a. True a. Manual and semiautomatic
b. False b. Semiautomatic and mechanized
c. Automatic and robotic
2. Automatic welding requires the operator to
d. Both a and b
control _______. (Obj. 27-1)
a. Torch movement along the joint
Automatic and Robotic Arc Welding Equipment Chapter 27 889
4. Magnetic arc controls are used to_______. 10. A typical robotic arc welding cell would
(Obj. 27-2) include_______. (Obj. 27-6)
a. Position the arc a. The robot with arc welding equipment
b. Oscillate the arc b. Equipment guarding
c. Stabilize the arc c. Fume extraction
d. All of these d. All of these
5. Mechanical oscillators move the arc in which
Review Questions
manner? (Obj. 27-2)
a. Side to side Write the answers in your own words.
b. Pendulum shape 11. List five issues that must be considered before
c. Triangular shape doing automatic or robotic welding applications.
d. All of these (Obj. 27-1)
6. Seam trackers are used to_______. (Obj. 27-3) 12. Magnetic oscillators are used to control what six
a. Make travel speed adjustments to compensate for things? (Obj. 27-2)
poor fitup 13. How could a sophisticated microprocessor-
b. Position the gun in the joint and maintain this controlled oscillator provide external program
position while welding control and power source interface? (Obj. 27-2)
c. Make voltage and wire-feed speed adjustments 14. Describe how an arc length control would work
to maintain weld size for the gas tungsten arc or plasma arc welding
d. Both b and c processes. (Obj. 27-3)
7. Arc monitoring is used for_______. (Obj. 27-4) 15. List the four basic control elements that must
a. Relieving the welder from tedious work be dealt with when doing automatic and robotic
b. Safety reasons welding. (Obj. 27-4)
c. No particular reason; it is just easy and inexpensive
16. List some various types of sensors that are used in
d. Both a and b
the welding industry. (Obj. 27-4)
8. Arc monitors and sensors cannot easily check which
17. List a complete welding sequence that a weld
of the following? (Obj. 27-4)
controller would need to be capable of dealing with.
a. Temperature and heat input
(Obj. 27-5)
b. Weld size and profile
c. Mechanical properties and microstructures 18. What is the function of the control relay, how does
d. Penetration and radiation it work, and how is it connected into the welding
system? (Obj. 27-5)
9. The weld controller may be_______. (Obj. 27-5)
a. A stand-alone controller 19. Describe the two most common types of welding
b. Built into the monitor cabinetry robots. (Obj. 27-6)
c. Built into the robot controller cabinetry 20. Describe robot preprogramming and programming
d. All of these steps that should be followed. (Obj.27-6)
INTERNET ACTIVITIES
Internet Activity A
Using the American Welding Society’s Web site, review and make a report to your
instructor on the certification of robotic personnel.
Internet Activity B
Using your favorite search engines find information about the robot arm you are
using in your shop. If it has become outdated, list the specification on the current
model available. If your shop does not have a robot arm, check with your instructor
to get the name of a company in your area that is using a robot. Find out what robot
arm the company is using and make a report on it.
890 Chapter 27 Automatic and Robotic Arc Welding Equipment
You might also like
- Sami Iskander, Schlumberger: Looking Into The Future WithDocument3 pagesSami Iskander, Schlumberger: Looking Into The Future WithMeNo ratings yet
- A Review of Application Industrial RoboticDocument8 pagesA Review of Application Industrial RoboticHafidz AkbarNo ratings yet
- Welding RobotsDocument18 pagesWelding RobotsPraveen Bhadula67% (3)
- Athul ADocument20 pagesAthul ALeo BoyNo ratings yet
- Robotics Leaflet enDocument24 pagesRobotics Leaflet enSami SadkiNo ratings yet
- Precision Reduction Gear RV: High-Speed GearheadDocument44 pagesPrecision Reduction Gear RV: High-Speed GearheadManoj KumarNo ratings yet
- Industrial RoboticsDocument23 pagesIndustrial Roboticssamarjit ghatageNo ratings yet
- Agosto 2010 PDFDocument14 pagesAgosto 2010 PDFEdgarNo ratings yet
- Your Partner For SCADA, Process Control and Electrical SolutionsDocument2 pagesYour Partner For SCADA, Process Control and Electrical SolutionsA.K.M Shafiq MondolNo ratings yet
- En Cat AFDocument52 pagesEn Cat AFQuốc KhánhNo ratings yet
- INDUSTRIAL ROBOTICS TYPES APPLICATIONSDocument24 pagesINDUSTRIAL ROBOTICS TYPES APPLICATIONSSiva NandhNo ratings yet
- 9607 BRO 0005 06 Corporate Brochure SCREEN1Document12 pages9607 BRO 0005 06 Corporate Brochure SCREEN1Rohit KambleNo ratings yet
- Robot WeldingDocument6 pagesRobot WeldingsrrsekarNo ratings yet
- ROBOTERR Presentation PDFDocument4 pagesROBOTERR Presentation PDFsdahgNo ratings yet
- ROBOTERR Presentation PDFDocument4 pagesROBOTERR Presentation PDFsdahgNo ratings yet
- Selection and Applications of Automatic Spot Welding MethodsDocument5 pagesSelection and Applications of Automatic Spot Welding MethodsSam KashNo ratings yet
- Manufacturer and Suppliers of Rebar Couplers and ThreadingDocument4 pagesManufacturer and Suppliers of Rebar Couplers and ThreadingKumarRamNo ratings yet
- RS Series Product Catalog FullDocument40 pagesRS Series Product Catalog Fullmikel.hernandezNo ratings yet
- Precision Reduction Gear RV: Turntable GearheadDocument40 pagesPrecision Reduction Gear RV: Turntable GearheadManoj KumarNo ratings yet
- Verma 2022 IOP Conf. Ser. Mater. Sci. Eng. 1258 012019Document8 pagesVerma 2022 IOP Conf. Ser. Mater. Sci. Eng. 1258 012019Rohan DeswalNo ratings yet
- IADC Vol-2 11 Wire RopeDocument80 pagesIADC Vol-2 11 Wire Ropevvzcmq8k75No ratings yet
- Development of Grinding and PolishiDocument7 pagesDevelopment of Grinding and PolishiMaxNo ratings yet
- General Catalogue 2023Document100 pagesGeneral Catalogue 2023greenmachinery.meNo ratings yet
- ABB 6400R BrochureDocument8 pagesABB 6400R BrochuregpurroNo ratings yet
- QC Weld PDFDocument13 pagesQC Weld PDFSATHAM HUSSAINNo ratings yet
- Brochure PDFDocument9 pagesBrochure PDFken silkNo ratings yet
- PNAAF770Document42 pagesPNAAF770Mohammad ZobeidiNo ratings yet
- Aero ListDocument35 pagesAero ListreachfsrNo ratings yet
- Fanuc Robot Brochure en 2017Document44 pagesFanuc Robot Brochure en 2017mimailuteNo ratings yet
- CSVTU College Robotics Lab Manual DemonstrationDocument11 pagesCSVTU College Robotics Lab Manual DemonstrationŚandeep Ķumar ŠinghNo ratings yet
- Rd2 Series Brochure Updated 2021Document148 pagesRd2 Series Brochure Updated 2021Daniel FríasNo ratings yet
- M 20ia SeriesDocument2 pagesM 20ia SeriesDenilson MarinhoNo ratings yet
- PDL 650 MPD 600 Article Acoustic PD Localization With MPD 600 OMICRON Magazine 2013 ENUDocument3 pagesPDL 650 MPD 600 Article Acoustic PD Localization With MPD 600 OMICRON Magazine 2013 ENURustan VillanuevaNo ratings yet
- Basic Welding CSCDocument1 pageBasic Welding CSCBobbyNo ratings yet
- Aws WJ 201512Document143 pagesAws WJ 201512Remmy Torres VegaNo ratings yet
- Wireless Robotic Arm Motion ControlDocument6 pagesWireless Robotic Arm Motion ControlMuhammad AdnanNo ratings yet
- Robots in MachiningDocument25 pagesRobots in Machininghrsahib888888No ratings yet
- INDUSTRIAL ROBOTICS SYSTEM COMPONENTSDocument11 pagesINDUSTRIAL ROBOTICS SYSTEM COMPONENTSRahul RoyNo ratings yet
- En Cat RVDocument122 pagesEn Cat RVMurat CanNo ratings yet
- Remote Controlled Video Analysing Pick and Place Robot: Id Number NameDocument8 pagesRemote Controlled Video Analysing Pick and Place Robot: Id Number NameRuthvikNo ratings yet
- En Cat RD2 010 PDFDocument136 pagesEn Cat RD2 010 PDFJi Hwan ParkNo ratings yet
- Us Deloitte Using Downturn Build Agile Manufacturing Approach OG UnconventionalsDocument18 pagesUs Deloitte Using Downturn Build Agile Manufacturing Approach OG UnconventionalsEmmanuel IglesiasNo ratings yet
- Robot WeldingDocument25 pagesRobot WeldingAmit Rajguru75% (8)
- Submitted By:-Guided ByDocument10 pagesSubmitted By:-Guided ByŚandeep Ķumar ŠinghNo ratings yet
- Seth Box Factory - 231007 - 130659Document38 pagesSeth Box Factory - 231007 - 130659rah20kanNo ratings yet
- WFEFDocument17 pagesWFEFMahamadali DesaiNo ratings yet
- LSI Product OverviewDocument5 pagesLSI Product OverviewncirNo ratings yet
- (MTC Imperio) Corporate BrochureDocument11 pages(MTC Imperio) Corporate BrochureMeng WaiNo ratings yet
- WJ 202208Document12 pagesWJ 202208david rosalesNo ratings yet
- Automation in Sheet Metal Cutting and Welding: Tech TrendsDocument4 pagesAutomation in Sheet Metal Cutting and Welding: Tech TrendsKaushik SenguptaNo ratings yet
- Tishk International UniversityDocument4 pagesTishk International UniversityKareem AkrawiNo ratings yet
- Control Panel O&m ManualDocument9 pagesControl Panel O&m Manualhari kiranNo ratings yet
- Linear Solenoids High Power Line Kendrion - ENDocument6 pagesLinear Solenoids High Power Line Kendrion - ENtoptronik11No ratings yet
- MT SS First Choice For SpecialistsDocument3 pagesMT SS First Choice For Specialistsstanalina00No ratings yet
- kwt2020 02Document6 pageskwt2020 02Florea AdrianNo ratings yet
- Radio Craft 1934 08 PDFDocument68 pagesRadio Craft 1934 08 PDFelgauchoandresNo ratings yet
- Robotics: 3rd EditionFrom EverandRobotics: 3rd EditionRating: 1 out of 5 stars1/5 (1)
- Radio Stations: Installation, Design and PracticeFrom EverandRadio Stations: Installation, Design and PracticeRating: 5 out of 5 stars5/5 (2)
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDocument9 pagesMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioNo ratings yet
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDocument9 pagesMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioNo ratings yet
- Weld Discontinuities As Indicated On Radio-Graphic Film.: Fig. 28-39A-FDocument8 pagesWeld Discontinuities As Indicated On Radio-Graphic Film.: Fig. 28-39A-FWilly UioNo ratings yet
- Power Punch: © Renee BohnartDocument7 pagesPower Punch: © Renee BohnartWilly UioNo ratings yet
- Automatic and Robotic Arc Welding Equipment: Chapter ObjectivesDocument7 pagesAutomatic and Robotic Arc Welding Equipment: Chapter ObjectivesWilly UioNo ratings yet
- Common Sensors and Units of Measure: Table 27-2Document7 pagesCommon Sensors and Units of Measure: Table 27-2Willy UioNo ratings yet
- Joint Design, Testing, and Inspection: Chapter ObjectivesDocument9 pagesJoint Design, Testing, and Inspection: Chapter ObjectivesWilly UioNo ratings yet
- Power Punch: © Renee BohnartDocument7 pagesPower Punch: © Renee BohnartWilly UioNo ratings yet
- General Equipment For Welding Shops: Chapter ObjectivesDocument8 pagesGeneral Equipment For Welding Shops: Chapter ObjectivesWilly UioNo ratings yet
- © ITW Jetline - Cyclomatic: Weld ElevatorDocument8 pages© ITW Jetline - Cyclomatic: Weld ElevatorWilly UioNo ratings yet
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDocument8 pagesAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioNo ratings yet
- © ITW Jetline - Cyclomatic: Weld ElevatorDocument8 pages© ITW Jetline - Cyclomatic: Weld ElevatorWilly UioNo ratings yet
- Laser Assisted Arc Welding: Shop TalkDocument8 pagesLaser Assisted Arc Welding: Shop TalkWilly UioNo ratings yet
- Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsDocument7 pagesFig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsWilly UioNo ratings yet
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDocument8 pagesAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioNo ratings yet
- Laser Assisted Arc Welding: Shop TalkDocument8 pagesLaser Assisted Arc Welding: Shop TalkWilly UioNo ratings yet
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDocument8 pagesTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioNo ratings yet
- Wel 23 BDocument8 pagesWel 23 BWilly UioNo ratings yet
- © Plumbers and Pipefitters Union, Alton, ILDocument8 pages© Plumbers and Pipefitters Union, Alton, ILWilly UioNo ratings yet
- © Plumbers and Pipefitters Union, Alton, ILDocument8 pages© Plumbers and Pipefitters Union, Alton, ILWilly UioNo ratings yet
- Wel 22 eDocument7 pagesWel 22 eWilly UioNo ratings yet
- Gas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Document9 pagesGas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Willy UioNo ratings yet
- Wel 23 eDocument7 pagesWel 23 eWilly UioNo ratings yet
- High Energy Beams and Related Welding and Cutting Process PrinciplesDocument8 pagesHigh Energy Beams and Related Welding and Cutting Process PrinciplesWilly UioNo ratings yet
- Inspection and Testing: © Plumbers and Pipefitters Union, Alton, ILDocument8 pagesInspection and Testing: © Plumbers and Pipefitters Union, Alton, ILWilly UioNo ratings yet
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDocument8 pagesTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioNo ratings yet
- Wel 22 FDocument7 pagesWel 22 FWilly UioNo ratings yet
- Wel 23 ADocument8 pagesWel 23 AWilly UioNo ratings yet
- Wel 23 CDocument8 pagesWel 23 CWilly UioNo ratings yet
- Company Profile Balaji Defence Engineering Solutions 1 - 1Document29 pagesCompany Profile Balaji Defence Engineering Solutions 1 - 1Balaji DefenceNo ratings yet
- Hot Dip Galvanized SectionsDocument5 pagesHot Dip Galvanized SectionsFULIMA Steel StructureNo ratings yet
- Presentation of Maintenance Division DTD 26.12.12Document59 pagesPresentation of Maintenance Division DTD 26.12.12Ravi Kumar SinghNo ratings yet
- Province Dairy Development BoardDocument36 pagesProvince Dairy Development BoardshyamNo ratings yet
- SUBCO-FRM-01 Subcontractor's Prequalification FormDocument16 pagesSUBCO-FRM-01 Subcontractor's Prequalification FormMuhammad Umer100% (1)
- Advance Steel WorkflowDocument20 pagesAdvance Steel Workflow700spymaster007No ratings yet
- Final B.tech Projects ListDocument8 pagesFinal B.tech Projects ListSreenivasNo ratings yet
- Well SinkingDocument153 pagesWell SinkingHari Krishna AaryanNo ratings yet
- GDU Doc ListDocument29 pagesGDU Doc Listdeepak_1861987No ratings yet
- PuneDocument1,314 pagesPuneSATISH WORDBOXNo ratings yet
- Impact Test Requirements Enigma - ABSADocument13 pagesImpact Test Requirements Enigma - ABSASH1961No ratings yet
- Wide Flange Beam Specifications Chart - South El Monte, CADocument3 pagesWide Flange Beam Specifications Chart - South El Monte, CAToniNo ratings yet
- Steel Bridge Fabrication Guide Specification: American Association of State Highway Transportation OfficialsDocument57 pagesSteel Bridge Fabrication Guide Specification: American Association of State Highway Transportation OfficialsSathiya SeelanNo ratings yet
- ATTACHMENT #3 Work Split Between Purchaser and Tank FabricatorDocument2 pagesATTACHMENT #3 Work Split Between Purchaser and Tank FabricatorPriyo Jati WahyonoNo ratings yet
- EPT 09 T 04 Piping ConstructionDocument30 pagesEPT 09 T 04 Piping Constructionnwosu_dixon100% (1)
- Technical Specifications 20feb2020Document6 pagesTechnical Specifications 20feb2020paul remodoNo ratings yet
- SECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsDocument8 pagesSECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsminchanmonNo ratings yet
- Engineering and Fabrication of Ewt Module For Nautica MuarDocument40 pagesEngineering and Fabrication of Ewt Module For Nautica MuarengineeringyusufNo ratings yet
- Fabrication of Multicrop CutterDocument6 pagesFabrication of Multicrop CutterSanthana Bharathi50% (2)
- Inspection and Test ProcedureDocument8 pagesInspection and Test Proceduregaehdd1100% (1)
- Various Departments of SML ISUZU1Document19 pagesVarious Departments of SML ISUZU1AKash SharmaNo ratings yet
- 1.method Fabrication Spool (r2)Document13 pages1.method Fabrication Spool (r2)sethu109175% (20)
- Heavy Fab Process ChartDocument1 pageHeavy Fab Process ChartEmmanuel ofowuNo ratings yet
- STEEL STRUCTURE FABRICATION AND SURFACETREATMENTDocument22 pagesSTEEL STRUCTURE FABRICATION AND SURFACETREATMENTGSNo ratings yet
- 22 05 29 - Hangers and Supports For Piping and EquipmentDocument13 pages22 05 29 - Hangers and Supports For Piping and EquipmentShaaban NoamanNo ratings yet
- Catalago Completo KAR GPC ENG WEBDocument56 pagesCatalago Completo KAR GPC ENG WEBRomoaldo GomesNo ratings yet
- Manual Distribuidor GSI Pneg1385-060315 PDFDocument52 pagesManual Distribuidor GSI Pneg1385-060315 PDFAriel AraqueNo ratings yet
- Night School 18 Session 3Document59 pagesNight School 18 Session 3Luis CortesNo ratings yet
- Muhammad Ayyaz Zafar.: Only Those Who Dare To Fail Greatly Can Ever Achieve GreatlyDocument5 pagesMuhammad Ayyaz Zafar.: Only Those Who Dare To Fail Greatly Can Ever Achieve GreatlyEngr Saeed AnwarNo ratings yet
- Rear Tire Carrier SwingoutDocument27 pagesRear Tire Carrier SwingoutJoe StanczykNo ratings yet