You might also like
- Astm A106 1999Document13 pagesAstm A106 1999Rolando CastilloNo ratings yet
- Astm A 450Document10 pagesAstm A 450Telmo VianaNo ratings yet
- Scope: PurposeDocument5 pagesScope: Purposezahid_497100% (1)
- ASME Section II PartA SA193 2007 PDFDocument18 pagesASME Section II PartA SA193 2007 PDFhoustonhimselfNo ratings yet
- Astm A923-2006 PDFDocument10 pagesAstm A923-2006 PDFDhamuNo ratings yet
- A498Document13 pagesA498rgi178No ratings yet
- 27 Astm A995Document5 pages27 Astm A995FYNo ratings yet
- Astm A537-A537m-95-2000Document4 pagesAstm A537-A537m-95-2000NadhiraNo ratings yet
- ASTM A36-A36M-97ae1Document3 pagesASTM A36-A36M-97ae1NadhiraNo ratings yet
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDocument2 pagesSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceChandra ClarkNo ratings yet
- Astm B366-04 PDFDocument9 pagesAstm B366-04 PDFromerobernaNo ratings yet
- Astm B42-2002Document7 pagesAstm B42-2002Sagar KadamNo ratings yet
- PTFEDocument1 pagePTFEIkhsan LyNo ratings yet
- Sa 36Document4 pagesSa 36edisson_barreraNo ratings yet
- General Requirements For Chemical Check Analysis Limits For Nickel, Nickel Alloys and Cobalt AlloysDocument4 pagesGeneral Requirements For Chemical Check Analysis Limits For Nickel, Nickel Alloys and Cobalt Alloysanurag yadavNo ratings yet
- A204Document3 pagesA204doshi78No ratings yet
- Astm A240-16Document14 pagesAstm A240-16VIPAN RAINo ratings yet
- Astm B446Document5 pagesAstm B446MaxNo ratings yet
- Asme+b31 4 PDFDocument16 pagesAsme+b31 4 PDFvin_omloveNo ratings yet
- Cylinders Shall Be Produced As Per IS 7285 and Approved by Chief Controller of ExplosiveDocument1 pageCylinders Shall Be Produced As Per IS 7285 and Approved by Chief Controller of ExplosiveAlanka Prasad100% (1)
- Astm A 790-2020Document10 pagesAstm A 790-2020Mohammed AliNo ratings yet
- Astm A516 1990Document5 pagesAstm A516 1990Indra Gugun GunawanNo ratings yet
- ASTM E139-00 Standard Test Methods For Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic MaterialsDocument12 pagesASTM E139-00 Standard Test Methods For Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materialsnelson9746No ratings yet
- Thermal Power Project Weld Inspection ReportDocument1 pageThermal Power Project Weld Inspection ReportAshwani DograNo ratings yet
- Asme Section Ii A Sa-179 Sa-179m PDFDocument4 pagesAsme Section Ii A Sa-179 Sa-179m PDFHyunjong MoonNo ratings yet
- Pressure Vessel Plate InspectionDocument5 pagesPressure Vessel Plate InspectionSadashiw PatilNo ratings yet
- As MeDocument235 pagesAs Meshashi_uitNo ratings yet
- Legally Binding US Standard for Cold-Formed Steel TubingDocument8 pagesLegally Binding US Standard for Cold-Formed Steel TubingpradellesNo ratings yet
- Spe 74-002 Nov 2012Document7 pagesSpe 74-002 Nov 2012akashdruva892No ratings yet
- B729Document3 pagesB729LambertWayneNo ratings yet
- Astm E3047-16Document15 pagesAstm E3047-16Ismail Tp100% (1)
- Astm A216-98Document3 pagesAstm A216-98panap25100% (1)
- Astm A240 - 15Document13 pagesAstm A240 - 15Nguyễn Xuân TrườngNo ratings yet
- EGW Welding Wire Guide for 490MPa SteelDocument2 pagesEGW Welding Wire Guide for 490MPa SteelpratishgnairNo ratings yet
- Sa 961 PDFDocument10 pagesSa 961 PDFaruntpeNo ratings yet
- Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedDocument3 pagesPressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedSofiaJabadanEspulgarNo ratings yet
- Nickel Alloy Fittings Standard SpecificationDocument13 pagesNickel Alloy Fittings Standard SpecificationAVINASH CHAVANNo ratings yet
- Paint For SteelDocument11 pagesPaint For SteelSaud PathiranaNo ratings yet
- Astm A744-A744m 2010Document6 pagesAstm A744-A744m 2010Júlio RosaNo ratings yet
- Additive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionDocument9 pagesAdditive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionRaj Rajesh100% (1)
- SB 111Document14 pagesSB 111patelr123No ratings yet
- A176Document2 pagesA176Claudenir AlvesNo ratings yet
- Astm A479Document8 pagesAstm A479Jamil SalmanNo ratings yet
- Ansi N45.2.9Document6 pagesAnsi N45.2.9halloihrNo ratings yet
- ASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceDocument16 pagesASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceKok WaiNo ratings yet
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- Cupola Malleable Iron: Standard Specification ForDocument4 pagesCupola Malleable Iron: Standard Specification Forali ahmedNo ratings yet
- Astm A351Document5 pagesAstm A351Srinivasan KrishnamoorthyNo ratings yet
- ASME SA-516 Pressure Vessel Plate SpecificationDocument7 pagesASME SA-516 Pressure Vessel Plate SpecificationSTRUCPIPE CALIDAD100% (1)
- 24 Astm A815Document8 pages24 Astm A815FYNo ratings yet
- Astm A264 (1999)Document8 pagesAstm A264 (1999)Vo Trong ThaiNo ratings yet
- Hi - Temp 900Document5 pagesHi - Temp 900bhavesh solankiNo ratings yet
- Test Report Summary - Coating Thickness 0.00016 InchesDocument2 pagesTest Report Summary - Coating Thickness 0.00016 InchesSrinivasa RaghavanNo ratings yet
- ASTM A573-A573M-93a-1998Document2 pagesASTM A573-A573M-93a-1998NadhiraNo ratings yet
- ASTM D 1457 Standard Specification For Polytetrafluoroethylene (PTFE) Molding and Extrusion MaterialsDocument15 pagesASTM D 1457 Standard Specification For Polytetrafluoroethylene (PTFE) Molding and Extrusion Materialsnelson9746No ratings yet
- Seamless and Welded Carbon Steel Heat-Exchanger Tubes With Integral FinsDocument3 pagesSeamless and Welded Carbon Steel Heat-Exchanger Tubes With Integral FinsInaamNo ratings yet
- Seamless and Welded Carbon Steel Heat-Exchanger Tubes With Integral FinsDocument3 pagesSeamless and Welded Carbon Steel Heat-Exchanger Tubes With Integral FinsChandraditya Iman FirmanshaNo ratings yet
- 101 0001Document4 pages101 0001krzysztofNo ratings yet
- GMW3059Document17 pagesGMW3059rgi178No ratings yet
- GMW3032Document25 pagesGMW3032Marcos MoraisNo ratings yet
- A1047A1047MDocument5 pagesA1047A1047Mrgi178100% (1)
- A 249 - A 249M - 01 Qti0os0wmq - PDFDocument8 pagesA 249 - A 249M - 01 Qti0os0wmq - PDFMan98No ratings yet
- Steel TestingDocument11 pagesSteel TestingSumeet SainiNo ratings yet
- Astm E527Document7 pagesAstm E527unknown1711No ratings yet
- A1037a1037m PDFDocument5 pagesA1037a1037m PDFrgi178No ratings yet
- Astm A1018m PDFDocument7 pagesAstm A1018m PDFrgi178No ratings yet
- A1053a1053m PDFDocument5 pagesA1053a1053m PDFrgi178No ratings yet
- Astm A101 PDFDocument8 pagesAstm A101 PDFtrjithinrajNo ratings yet
- Astm A240 Ss316Document12 pagesAstm A240 Ss316Henky PramaNo ratings yet
- A 865 - 03 QTG2NQDocument5 pagesA 865 - 03 QTG2NQrgi178No ratings yet
- A 250 - A 250M - 95 R01 Qti1mc05nviwmq - PDFDocument4 pagesA 250 - A 250M - 95 R01 Qti1mc05nviwmq - PDFMan98No ratings yet
- A 269 - 02 Qti2os0wmg - PDFDocument5 pagesA 269 - 02 Qti2os0wmg - PDFrgi178No ratings yet
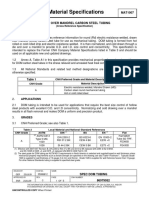
- CNH Mat 1007 - 07-2009Document5 pagesCNH Mat 1007 - 07-2009rgi178No ratings yet
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForJuan Pablo BautistaNo ratings yet
- A 213 - A 213M - 03 Qtixmy0wmw - PDFDocument10 pagesA 213 - A 213M - 03 Qtixmy0wmw - PDFMan98No ratings yet
- Wrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping FittingsDocument8 pagesWrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping Fittingsrgi178No ratings yet
- A 194 - A 194M - 03 Qte5nc9bmtk0ts1sruq - PDFDocument16 pagesA 194 - A 194M - 03 Qte5nc9bmtk0ts1sruq - PDFMan98No ratings yet
- GMW3059Document17 pagesGMW3059rgi178No ratings yet
- A 194 - A 194M - 01 Qte5nc0wmue - PDFDocument11 pagesA 194 - A 194M - 01 Qte5nc0wmue - PDFfekihassanNo ratings yet
- Electric-Fusion-Welded Steel Pipe For Atmospheric and Lower TemperaturesDocument7 pagesElectric-Fusion-Welded Steel Pipe For Atmospheric and Lower Temperaturesrgi178No ratings yet
- As-Welded Wrought Austenitic Stainless Steel Fittings For General Corrosive Service at Low and Moderate TemperaturesDocument4 pagesAs-Welded Wrought Austenitic Stainless Steel Fittings For General Corrosive Service at Low and Moderate Temperaturesrgi178No ratings yet
- Steel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForDocument6 pagesSteel Line Pipe, Black, Plain-End, Seamless: Standard Specification Forrgi178No ratings yet
- Astm E527Document7 pagesAstm E527unknown1711No ratings yet
- A822A822MDocument3 pagesA822A822Mrgi178No ratings yet
- Astm A101 PDFDocument8 pagesAstm A101 PDFtrjithinrajNo ratings yet
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion Resistancergi178No ratings yet
- Astm A101 PDFDocument8 pagesAstm A101 PDFtrjithinrajNo ratings yet
- 2021.01.28 - Price Variation of Steel Items - SAIL Ex-Works Prices of Steel - RB-CivilDocument2 pages2021.01.28 - Price Variation of Steel Items - SAIL Ex-Works Prices of Steel - RB-CivilSaugata HalderNo ratings yet
- Vsip - Info - Ga16de Ecu Pinout PDF FreeDocument4 pagesVsip - Info - Ga16de Ecu Pinout PDF FreeCameron VeldmanNo ratings yet
- 4MB0 02R Que 20160609 PDFDocument32 pages4MB0 02R Que 20160609 PDFakashNo ratings yet
- TR-Pharmacy Services NC IIIDocument135 pagesTR-Pharmacy Services NC IIIAljon Fortaleza Balanag100% (2)
- Basic Concepts of Citrix XenAppDocument13 pagesBasic Concepts of Citrix XenAppAvinash KumarNo ratings yet
- PanimulaDocument4 pagesPanimulaCharmayne DatorNo ratings yet
- CELTA Pre-Interview Grammar, Vocabulary and Pronunciation ExercisesDocument4 pagesCELTA Pre-Interview Grammar, Vocabulary and Pronunciation ExercisesMichelJorge100% (2)
- Karate Writing AssessmentDocument2 pagesKarate Writing AssessmentLeeann RandallNo ratings yet
- LAU Paleoart Workbook - 2023Document16 pagesLAU Paleoart Workbook - 2023samuelaguilar990No ratings yet
- Scientific Passage English TestDocument57 pagesScientific Passage English TestAb HadiNo ratings yet
- 360 PathwaysDocument4 pages360 PathwaysAlberto StrusbergNo ratings yet
- Tipolo WH Gantt ChartDocument15 pagesTipolo WH Gantt ChartMayeterisk RNo ratings yet
- 2018 Diesel TOYOTA Jun11Document90 pages2018 Diesel TOYOTA Jun11eko sulistyo75% (4)
- Pump IntakeDocument6 pagesPump IntakeAnonymous CMS3dL1T100% (1)
- Math 2 Unit 9 - Probability: Lesson 1: "Sample Spaces, Subsets, and Basic Probability"Document87 pagesMath 2 Unit 9 - Probability: Lesson 1: "Sample Spaces, Subsets, and Basic Probability"Anonymous BUG9KZ3100% (1)
- V60 Ventilator Specifications PDFDocument4 pagesV60 Ventilator Specifications PDFJonathan Issac Dominguez RamirezNo ratings yet
- Explore Spanish Lesson Plan - AnimalsDocument8 pagesExplore Spanish Lesson Plan - Animalsapi-257582917No ratings yet
- Accounting Students' Attitude Towads AccountingDocument29 pagesAccounting Students' Attitude Towads AccountingSham Salonga Pascual50% (2)
- 1 CAT O&M Manual G3500 Engine 0Document126 pages1 CAT O&M Manual G3500 Engine 0Hassan100% (1)
- ccpc15 Supportive and Preventive WorkbookDocument30 pagesccpc15 Supportive and Preventive WorkbookJeremy HamptonNo ratings yet
- Otis Brochure Gen2life 191001-BELGIUM SmallDocument20 pagesOtis Brochure Gen2life 191001-BELGIUM SmallveersainikNo ratings yet
- Defender 90 110 Workshop Manual 5 WiringDocument112 pagesDefender 90 110 Workshop Manual 5 WiringChris Woodhouse50% (2)
- Pankaj Screener 10 Oct 2014Document127 pagesPankaj Screener 10 Oct 2014Sadul Singh Naruka100% (1)
- 26 05 29 Hangers and Supports For Electrical SystemsDocument8 pages26 05 29 Hangers and Supports For Electrical SystemskaichosanNo ratings yet
- Sustaining The Metropolis: LRT and Streetcars For Super Cities, Presented by The Transportation Research Board of The National Academies (Circular E-C177)Document408 pagesSustaining The Metropolis: LRT and Streetcars For Super Cities, Presented by The Transportation Research Board of The National Academies (Circular E-C177)Randall WestNo ratings yet
- Intro - S4HANA - Using - Global - Bike - Slides - MM - en - v3.3 MODDocument45 pagesIntro - S4HANA - Using - Global - Bike - Slides - MM - en - v3.3 MODMrThedjalexNo ratings yet
- Exploratory Data Analysis: M. SrinathDocument19 pagesExploratory Data Analysis: M. SrinathromaNo ratings yet
- Fancy YarnsDocument7 pagesFancy Yarnsiriarn100% (1)
- Why study operating systems and how they workDocument12 pagesWhy study operating systems and how they workMario ManihurukNo ratings yet
- Ukraine and Russia E IRDocument287 pagesUkraine and Russia E IRtatgirNo ratings yet