You might also like
- SHOABA PROJECT DUCT PRESSURE DROP ANALYSISDocument6 pagesSHOABA PROJECT DUCT PRESSURE DROP ANALYSISmohamedNo ratings yet
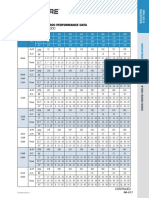
- Model 4100 Performance Data 231Document8 pagesModel 4100 Performance Data 231MIGUELNo ratings yet
- Temperature and heating rate data from muffle furnace annealing experimentDocument7 pagesTemperature and heating rate data from muffle furnace annealing experimentMohamed HarisNo ratings yet
- Polystyrene Processing GuideDocument4 pagesPolystyrene Processing GuidemadogodNo ratings yet
- Softening Point of Bitumen PDFDocument8 pagesSoftening Point of Bitumen PDFbishry ahamedNo ratings yet
- Experiment Four: Refrigerator SystemDocument4 pagesExperiment Four: Refrigerator Systemahmed jemalNo ratings yet
- Ice Build CalcsDocument7 pagesIce Build Calcsrc@alfrioNo ratings yet
- Model: ZR250KCE-TWD: Technical DataDocument9 pagesModel: ZR250KCE-TWD: Technical DataBalaji DhandapaniNo ratings yet
- Thesis SalineDocument25 pagesThesis SalineSaikiran PuliNo ratings yet
- Data Set Modul 3Document40 pagesData Set Modul 3Mariani SinagaNo ratings yet
- Zr160kce TFDDocument9 pagesZr160kce TFDmuthuveerNo ratings yet
- Dryer Performance MonitoringDocument3 pagesDryer Performance Monitoringdilip matalNo ratings yet
- Model: ZR190KCE-TFD: Technical DataDocument9 pagesModel: ZR190KCE-TFD: Technical DataBalaji DhandapaniNo ratings yet
- Zr190kce TFDDocument9 pagesZr190kce TFDnaser712No ratings yet
- Table For PP: The Data in The Colored, Labeled Arrays Are Interpolated, No Garantee, Based On DVS 2207 Part 11Document3 pagesTable For PP: The Data in The Colored, Labeled Arrays Are Interpolated, No Garantee, Based On DVS 2207 Part 11Haseeb ZahidNo ratings yet
- Zr125kce TFDDocument9 pagesZr125kce TFDmuthuveerNo ratings yet
- Project: Plot 68 Amghara SITE: Kuwait Ac Unit: Pacu 01 General DataDocument1 pageProject: Plot 68 Amghara SITE: Kuwait Ac Unit: Pacu 01 General DataSajidNo ratings yet
- TN102A NTCSensorsDocument1 pageTN102A NTCSensorsFrank Lenin Ortiz GalarzaNo ratings yet
- Mathematical ConversionsDocument155 pagesMathematical ConversionsSudheesh KNo ratings yet
- Technical Data Sheet for B38G CompressorDocument4 pagesTechnical Data Sheet for B38G CompressorIssouf Tidiane TRAORENo ratings yet
- Jan 2022-CLB20403 Results Exp 1-Exp 4 Group 6Document10 pagesJan 2022-CLB20403 Results Exp 1-Exp 4 Group 6Ahmad DanialNo ratings yet
- 2wt Arita Ci Bfly VLV Uni Flanged MalaysiaDocument2 pages2wt Arita Ci Bfly VLV Uni Flanged MalaysiaannaomarNo ratings yet
- Experiment # 09: ObjectDocument9 pagesExperiment # 09: ObjectRiazNo ratings yet
- Rating Chart For NTM SeriesDocument1 pageRating Chart For NTM Series2ravikanthNo ratings yet
- Tabla de Soldadura PT1200 DVSDocument7 pagesTabla de Soldadura PT1200 DVSAlejandro PizarroNo ratings yet
- Tabla de Soldadura PT1200 DVS PDFDocument7 pagesTabla de Soldadura PT1200 DVS PDFAlejandro PizarroNo ratings yet
- 3 Zuata 16Document1 page3 Zuata 16Miguel BetancourtNo ratings yet
- Pipe Size CalculationDocument28 pagesPipe Size CalculationAnonymous Iev5ggSR100% (1)
- BS EN 1092 PN16 Flange Dimensions - Roy MechDocument4 pagesBS EN 1092 PN16 Flange Dimensions - Roy MechpriyankaNo ratings yet
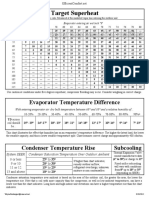
- Charging and TD Chart PlusDocument1 pageCharging and TD Chart PlusFaquruddin AliNo ratings yet
- Megacard CorporationDocument6 pagesMegacard CorporationJanit SethiNo ratings yet
- RDC 01-16 Cálculo Queda de Tensão - AdmDocument5 pagesRDC 01-16 Cálculo Queda de Tensão - AdmPaulo Vitor Agrissi AmorimNo ratings yet
- Experiment Four: Refrigerator SystemDocument4 pagesExperiment Four: Refrigerator Systemahmed jemalNo ratings yet
- Experiment No.: 16 Title: Thermal Performance of Solar Water Heater Aim: Heating and Cooling Performance of Flat Plate Solar Collector Instruments UsedDocument2 pagesExperiment No.: 16 Title: Thermal Performance of Solar Water Heater Aim: Heating and Cooling Performance of Flat Plate Solar Collector Instruments UsedAngsuman PhukanNo ratings yet
- Experiment No.: 16 Title: Thermal Performance of Solar Water Heater Aim: Heating and Cooling Performance of Flat Plate Solar Collector Instruments UsedDocument2 pagesExperiment No.: 16 Title: Thermal Performance of Solar Water Heater Aim: Heating and Cooling Performance of Flat Plate Solar Collector Instruments UsedAngsuman PhukanNo ratings yet
- Pile CapacityDocument3 pagesPile CapacityEYBER ALEXANDER GARNICA TRUJILLONo ratings yet
- Butterfly Valve DatasheetDocument2 pagesButterfly Valve DatasheetKanthan DevanNo ratings yet
- K RAIN KVF NozzlesDocument2 pagesK RAIN KVF NozzlesManoj DoshiNo ratings yet
- 359 Bus ScheduleDocument2 pages359 Bus ScheduleSaadiq El-HaqqNo ratings yet
- Surface Tension and Vapour Pressure ExperimentDocument3 pagesSurface Tension and Vapour Pressure ExperimentHazel Gornez OcaNo ratings yet
- Copeland Scroll Digital: F-Line Air-Cooled Condensing UnitsDocument2 pagesCopeland Scroll Digital: F-Line Air-Cooled Condensing UnitsAbdiel MartínezNo ratings yet
- Danfoss GLY80RDa R134a 115 60Document5 pagesDanfoss GLY80RDa R134a 115 60arnold1994No ratings yet
- Data Chiller 4 After SequencingDocument72 pagesData Chiller 4 After Sequencingsalad garamNo ratings yet
- Ficha Zuata VR300Document1 pageFicha Zuata VR300Oswaldo HernandezNo ratings yet
- Techno Canada Gauge Survey ReportDocument6 pagesTechno Canada Gauge Survey ReportAAKASHNo ratings yet
- 07 - Dew Point and RH Table PDFDocument3 pages07 - Dew Point and RH Table PDFvinod singhNo ratings yet
- TopLine Katalog Original EnglDocument36 pagesTopLine Katalog Original EnglAnonymous KB3AksTpBNo ratings yet
- MeetingDocument1 pageMeetingzdravkoNo ratings yet
- Danfoss GU45TG R134a 200 50Document5 pagesDanfoss GU45TG R134a 200 50Dadan KurniaNo ratings yet
- Main - Vaccine Refrigerator Freezer Temperature Chart TemplateDocument1 pageMain - Vaccine Refrigerator Freezer Temperature Chart TemplateMaan SantiagoNo ratings yet
- 30 JulyDocument16 pages30 JulyRohit KumarNo ratings yet
- Teakai s11189811Document9 pagesTeakai s11189811Teakai TuariiNo ratings yet
- Copeland ZBD30KCE-TFD scroll compressor specsDocument6 pagesCopeland ZBD30KCE-TFD scroll compressor specsarpac tecnologiaNo ratings yet
- 4.0 Experimental ProcedureDocument9 pages4.0 Experimental ProcedureSyazwan MansorNo ratings yet
- Final FRDocument13 pagesFinal FRChris Thel MayNo ratings yet
- Elapsed Time Sample Number Notes T1 (°C) T2 (°C) T3 (°C)Document17 pagesElapsed Time Sample Number Notes T1 (°C) T2 (°C) T3 (°C)christianNo ratings yet
- Darelbeida AshraeDocument2 pagesDarelbeida AshraeSmail MiloudiNo ratings yet
- Respon Time Farmasi Agustus 2022 AkhirDocument30 pagesRespon Time Farmasi Agustus 2022 AkhirRahman Pazha UtomoNo ratings yet
- Jesus according to Scripture: Restoring the Portrait from the GospelsFrom EverandJesus according to Scripture: Restoring the Portrait from the GospelsRating: 5 out of 5 stars5/5 (2)
- Hdpe Design ConsiderationsDocument22 pagesHdpe Design ConsiderationsOscar Gonzales SotoNo ratings yet
- Asian Games Road RestrictionDocument1 pageAsian Games Road RestrictionNararya Muh Pratito AndityaNo ratings yet
- Liebherr Casing Oscillator Deep Foundation enDocument4 pagesLiebherr Casing Oscillator Deep Foundation enNararya Muh Pratito Anditya100% (1)
- Radius Towe Crane-Layout2Document1 pageRadius Towe Crane-Layout2Nararya Muh Pratito AndityaNo ratings yet
- Assembly of LG PDFDocument6 pagesAssembly of LG PDFNararya Muh Pratito AndityaNo ratings yet
- Reactive Power Compensation: Presented By: Ari Nugraheni Chairy Wahyu WinantiDocument28 pagesReactive Power Compensation: Presented By: Ari Nugraheni Chairy Wahyu WinantiNararya Muh Pratito AndityaNo ratings yet
- Expansion Joint Asphaltic PlugDocument21 pagesExpansion Joint Asphaltic PlugNararya Muh Pratito AndityaNo ratings yet
- Hydraulic Crawler Crane: - Maximum 200-Ton Lifting Capacity: - Long Reach (Long Boom Specs)Document35 pagesHydraulic Crawler Crane: - Maximum 200-Ton Lifting Capacity: - Long Reach (Long Boom Specs)mszahmedNo ratings yet
- Air-Pollution-Meteorology UNIT IIDocument91 pagesAir-Pollution-Meteorology UNIT IIDR. Ramesh ChandragiriNo ratings yet
- Refrigeration Cycle Assignment QuestionsDocument3 pagesRefrigeration Cycle Assignment QuestionsAnonymous GGtvR65MRNo ratings yet
- 68 0312Document140 pages68 0312vaglohrdNo ratings yet
- Sea and Land BreezesDocument5 pagesSea and Land BreezesrosermaNo ratings yet
- HVAC Calculation Control Bldg. (System-01)Document21 pagesHVAC Calculation Control Bldg. (System-01)VIREN GOHILNo ratings yet
- Psychrometry For Air ConditioningDocument59 pagesPsychrometry For Air ConditioningPraveenkumar KashyabNo ratings yet
- Presentation On Psychrometry and Air Conditioning UpdatedDocument103 pagesPresentation On Psychrometry and Air Conditioning UpdatedJoshua Phillip Austero FederisNo ratings yet
- How air conditioners and refrigerators work efficientlyDocument4 pagesHow air conditioners and refrigerators work efficientlysanjay975No ratings yet
- 2021-Sakhri-New Passive Thermal Comfort System Using Three Renewable - Wind Tower-SC and GAHEDocument18 pages2021-Sakhri-New Passive Thermal Comfort System Using Three Renewable - Wind Tower-SC and GAHEraviNo ratings yet
- Split Type Air Conditioner Specifications and Installation ManualDocument34 pagesSplit Type Air Conditioner Specifications and Installation ManualMihaela CaciumarciucNo ratings yet
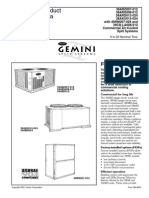
- Product Data: Features/BenefitsDocument100 pagesProduct Data: Features/BenefitsAustin Dillon50% (2)
- 4 SEA 3 Bulk Cargo Operation PDFDocument23 pages4 SEA 3 Bulk Cargo Operation PDFChadAclanParas100% (2)
- Tecumseh 2003Document18 pagesTecumseh 2003willcarl obandoNo ratings yet
- Dew PointDocument9 pagesDew PointTruong van TruongNo ratings yet
- ACMV TrainingDocument227 pagesACMV Traininghbitho100% (3)
- Ultracool Flow Diagram and Component IdentificationDocument1 pageUltracool Flow Diagram and Component IdentificationAjayNo ratings yet
- AHRI Certifi Ed: Why Certify With AHRI?Document2 pagesAHRI Certifi Ed: Why Certify With AHRI?Benjamin BriceñoNo ratings yet
- Data Sheet - DX Air Cooled - ASR 682 A - GERMANYDocument1 pageData Sheet - DX Air Cooled - ASR 682 A - GERMANYLilac SongNo ratings yet
- Air Conditioning DefinitionsDocument29 pagesAir Conditioning DefinitionsRay RavelNo ratings yet
- Ashrae Chart PDFDocument2 pagesAshrae Chart PDFChatchai MikeNo ratings yet
- Topic 7 Practice PacketDocument46 pagesTopic 7 Practice Packetsg 85No ratings yet
- UTCIWBGTDocument4 pagesUTCIWBGTDiego Bruno Villarroel100% (1)
- Cooling LoadDocument39 pagesCooling LoadMohtasham NaeemNo ratings yet
- UNIT 5 Changes of StateDocument6 pagesUNIT 5 Changes of StatePham Van Tin B1909842No ratings yet
- Marine MeteorologyDocument49 pagesMarine MeteorologyMahdi Bordbar100% (12)
- Lab 10 - Humidity and Weather Patterns 2021Document4 pagesLab 10 - Humidity and Weather Patterns 2021juanNo ratings yet
- TERMOHIDRAULIKA CEVNIH SISTEMA KOTLOVA NA BLOKOVIMA B1 I B2 TERMOELEKTRANE „NIKOLA TESLA B” _ THERMALHYDRAULICS OF TUBE SYSTEMS IN STEAM BOILERS AT UNITS B1 AND B2 OF THERMAL POWER PLANT „NIKOLA TESLA B“Document10 pagesTERMOHIDRAULIKA CEVNIH SISTEMA KOTLOVA NA BLOKOVIMA B1 I B2 TERMOELEKTRANE „NIKOLA TESLA B” _ THERMALHYDRAULICS OF TUBE SYSTEMS IN STEAM BOILERS AT UNITS B1 AND B2 OF THERMAL POWER PLANT „NIKOLA TESLA B“Nikola MilovanovićNo ratings yet
- Weather and HydrologyDocument18 pagesWeather and HydrologyStephanie Joy CabahugNo ratings yet
- Heating and cooling load calculationsDocument23 pagesHeating and cooling load calculationsIsrael MuhiNo ratings yet