You might also like
- Mueller PyroPure Steam Generator GuideDocument6 pagesMueller PyroPure Steam Generator GuideOdunlamiNo ratings yet
- Food Processing HandbookFrom EverandFood Processing HandbookJames G. BrennanRating: 4 out of 5 stars4/5 (2)
- Sterilization: Part 4: Operational Management (New Edition) With Part 6: Testing and Validation ProtocolsDocument245 pagesSterilization: Part 4: Operational Management (New Edition) With Part 6: Testing and Validation Protocolsboborg8792No ratings yet
- HTM 2010 Pt3 Sterilization PDFDocument190 pagesHTM 2010 Pt3 Sterilization PDFSalvatore Cannata100% (1)
- Sterilization and Bioreactor OperationDocument20 pagesSterilization and Bioreactor Operationbravohr98No ratings yet
- Process Filters EngDocument12 pagesProcess Filters Engmaurozuri100% (1)
- Filtration in Pharmaceutical Water SystemsDocument8 pagesFiltration in Pharmaceutical Water SystemsAhmad ZaidiNo ratings yet
- ДСТУ EN ISO 13408-2 2019Document50 pagesДСТУ EN ISO 13408-2 2019DenisNo ratings yet
- Air Quality Standards ISO 8573Document9 pagesAir Quality Standards ISO 8573nidhink18No ratings yet
- Parker domnick hunter Process Filtration SolutionsDocument30 pagesParker domnick hunter Process Filtration SolutionsAminur RahmanNo ratings yet
- WHOwater SystemDocument23 pagesWHOwater SystemRora Rohith ReddyNo ratings yet
- Current Trend in Sterile MFGDocument5 pagesCurrent Trend in Sterile MFGRajneeshNo ratings yet
- Gea - STD Single Use Cip Sys - CipdDocument6 pagesGea - STD Single Use Cip Sys - CipdTBNo ratings yet
- Spirax Sarco - PSG and CSG - Pure Steam and Clean Steam GeneratorsDocument8 pagesSpirax Sarco - PSG and CSG - Pure Steam and Clean Steam GeneratorsSteranskoNo ratings yet
- Lyophilization Competence06!11!2014 Tcm11 17173Document16 pagesLyophilization Competence06!11!2014 Tcm11 17173JPensacolaNo ratings yet
- Principles and Practice of Cleaning in PlaceDocument41 pagesPrinciples and Practice of Cleaning in Placespidermk007100% (3)
- Complete Magnetic Filtration Mini-CatalogDocument19 pagesComplete Magnetic Filtration Mini-Catalog15 FFNo ratings yet
- Who TRS 970 Anexo 2 PDFDocument23 pagesWho TRS 970 Anexo 2 PDFAnonymous guhSjjNWdP100% (1)
- Search Iso 8573Document2 pagesSearch Iso 8573Anonymous FZs3yBHh70% (1)
- Terminally Sterilized Pharmaceutical Products - Parametric Release 1222Document6 pagesTerminally Sterilized Pharmaceutical Products - Parametric Release 1222Lê Nho ĐánNo ratings yet
- Annex 1 Comments by Nissan CohenDocument15 pagesAnnex 1 Comments by Nissan CohenNarasimharao100% (1)
- RABS and Isolators Barrier TechnologyDocument44 pagesRABS and Isolators Barrier TechnologySilke IgemannNo ratings yet
- Moist Heat SterilizatiojnDocument16 pagesMoist Heat Sterilizatiojnajitjoshi950No ratings yet
- OQ System TestDocument9 pagesOQ System TestSoon Kooi0% (1)
- GMPWate Pharmaceutical Use TRS970 Annex 2Document23 pagesGMPWate Pharmaceutical Use TRS970 Annex 2syamrii100% (1)
- Steriline TunnelDocument8 pagesSteriline TunnelHutHeoNo ratings yet
- Design, Qualification, and Validation of Water SystemsDocument14 pagesDesign, Qualification, and Validation of Water SystemsEverton MonteiroNo ratings yet
- Column Chromatography OverviewDocument8 pagesColumn Chromatography Overviewyasa karyadaNo ratings yet
- Vaisala On-Demand Webinar:: Listen To The Recording atDocument46 pagesVaisala On-Demand Webinar:: Listen To The Recording atMohammad IsmailNo ratings yet
- Cleaning Validation Practices Using A Single Pot ProcessorDocument9 pagesCleaning Validation Practices Using A Single Pot Processorjljimenez1969No ratings yet
- Validation of Process Gas SystemsDocument6 pagesValidation of Process Gas SystemsJuan Manuel Valdez Von FürthNo ratings yet
- 3.1.4 Stilmas Multi-Effect StillsDocument2 pages3.1.4 Stilmas Multi-Effect StillsCastoriadisNo ratings yet
- Goa India 483 PDFDocument38 pagesGoa India 483 PDFAnkur ChoudharyNo ratings yet
- TunnelDocument2 pagesTunnelMahesh MahiNo ratings yet
- DCVMN Heat Sterilisation v3 1 PDFDocument94 pagesDCVMN Heat Sterilisation v3 1 PDFmuzammil21_adNo ratings yet
- ECA Granulation TabletingDocument6 pagesECA Granulation Tabletingvaibhav rautNo ratings yet
- 2 Understanding Cleanroom Classification PDFDocument22 pages2 Understanding Cleanroom Classification PDFTECHNO DATENo ratings yet
- Guidance For Industry - ATP - PremisesDocument13 pagesGuidance For Industry - ATP - PremisesFISHNo ratings yet
- Phuong - DryheatDocument5 pagesPhuong - DryheatqhpuongNo ratings yet
- Environmental Control and Measurement: Mark J. StannardDocument42 pagesEnvironmental Control and Measurement: Mark J. StannardSampada AcharyaNo ratings yet
- Sustainable Production: Effluent Treatment PlantDocument12 pagesSustainable Production: Effluent Treatment PlantKush SharmaNo ratings yet
- Homo Mixer, View Homo Mixer, Ding Xin Product Details From Wuhan Dingxin Mechanical & Electric Equipment Co., Ltd. On Alibaba PDFDocument5 pagesHomo Mixer, View Homo Mixer, Ding Xin Product Details From Wuhan Dingxin Mechanical & Electric Equipment Co., Ltd. On Alibaba PDFtahera aqeelNo ratings yet
- Millipore Sterilization & IntegrityDocument6 pagesMillipore Sterilization & IntegrityMohammed S.GoudaNo ratings yet
- Aseptic FillingDocument5 pagesAseptic FillingMIKENo ratings yet
- Biosafety Cabinet Manual 23Document5 pagesBiosafety Cabinet Manual 23Kate EtienamNo ratings yet
- USP 1231 - Water For Pharmaceutical PurposesDocument66 pagesUSP 1231 - Water For Pharmaceutical PurposesGiselle Clarisse D. CelizNo ratings yet
- Yves MayeresseDocument66 pagesYves MayeressesumankatteboinaNo ratings yet
- Incubator Shaker: MODEL NO. - ACM-22063-IDocument8 pagesIncubator Shaker: MODEL NO. - ACM-22063-Iwatson123No ratings yet
- Redundant Filtration - PallDocument37 pagesRedundant Filtration - PallRakeshRatanpuriNo ratings yet
- Engineering Handbook: Steam Sterilization in PlaceDocument7 pagesEngineering Handbook: Steam Sterilization in PlaceVishal MistryNo ratings yet
- WFI system design and specificationsDocument1 pageWFI system design and specificationsvinay singhNo ratings yet
- 1 Water (Sumana)Document282 pages1 Water (Sumana)siruslara6491No ratings yet
- CIP Cycle Development Sep04Document7 pagesCIP Cycle Development Sep04John HigginsNo ratings yet
- BPSA 2017 Design, Control & Monitoring of Single-Use Systems For Integrity AssuranceDocument37 pagesBPSA 2017 Design, Control & Monitoring of Single-Use Systems For Integrity Assurancebio100% (1)
- Manual 042 SampleDocument5 pagesManual 042 SampleMostafa FawzyNo ratings yet
- Clean Steam System - PDH CenterDocument19 pagesClean Steam System - PDH Centercontactamit_shahNo ratings yet
- ASTM D1066 1997 Standard Practice For Sampling SteamDocument7 pagesASTM D1066 1997 Standard Practice For Sampling SteamJen HuangNo ratings yet
- Adsorption Isotherms of Terpene Mixtures in Supercritical Carbon DioxideDocument15 pagesAdsorption Isotherms of Terpene Mixtures in Supercritical Carbon DioxideJosé Manuel PeñaNo ratings yet
- Corrosion Products Sampling and Analysis For Fossil and Combined Cycle Plants (2013)Document39 pagesCorrosion Products Sampling and Analysis For Fossil and Combined Cycle Plants (2013)Paolo GornatiNo ratings yet
- QbD and Process Validation in Pharmaceutical DevelopmentDocument107 pagesQbD and Process Validation in Pharmaceutical Developmentitung23No ratings yet
- JP XVII: The Japanese Pharmacopoeia Seventeenth EditionDocument44 pagesJP XVII: The Japanese Pharmacopoeia Seventeenth EditionHarrizul RivaiNo ratings yet
- Sampling Finished SemisolidDocument44 pagesSampling Finished Semisoliditung23No ratings yet
- MT100V3 Mixing TankDocument2 pagesMT100V3 Mixing Tankitung23No ratings yet
- Amjphealth00082 0025 PDFDocument7 pagesAmjphealth00082 0025 PDFitung23No ratings yet
- Ekato Unimix Portrait eDocument2 pagesEkato Unimix Portrait eitung23No ratings yet
- Documentation: Cleaning Validation Seminar Surabaya, 20 August 2015Document32 pagesDocumentation: Cleaning Validation Seminar Surabaya, 20 August 2015itung23No ratings yet
- Pf295 AlcoholDocument4 pagesPf295 Alcoholitung23No ratings yet
- Amjphealth00082 0025 PDFDocument7 pagesAmjphealth00082 0025 PDFitung23No ratings yet
- MT100V3 Mixing Tank PDFDocument2 pagesMT100V3 Mixing Tank PDFitung23No ratings yet
- OEE State of the Art in the Pharma IndustryDocument2 pagesOEE State of the Art in the Pharma IndustrySuryakumar ShivasagaranNo ratings yet
- Hasil SNMPTN 2018Document2,365 pagesHasil SNMPTN 2018M Sirajuddin0% (1)
- Matecconf Mucet2018 05037Document5 pagesMatecconf Mucet2018 05037itung23No ratings yet
- List of Questions - Capa Training Management-1Document20 pagesList of Questions - Capa Training Management-1itung23No ratings yet
- Daftar Isi Ebook Farmasi IndustriDocument25 pagesDaftar Isi Ebook Farmasi Industriitung23No ratings yet
- 15JF Brady PDFDocument8 pages15JF Brady PDFitung23No ratings yet
- Mean Kinetic Temperature (MKT) in Stability Studies - Pharmaceutical GuidelinesDocument1 pageMean Kinetic Temperature (MKT) in Stability Studies - Pharmaceutical Guidelinesitung23No ratings yet
- Philips Cleanroom New Products SummaryDocument40 pagesPhilips Cleanroom New Products Summaryitung23No ratings yet
- Developing A New Pharmaceutical Facility in Eastern Europe: by Prakash DavdaDocument9 pagesDeveloping A New Pharmaceutical Facility in Eastern Europe: by Prakash Davdaitung23No ratings yet
- ISPE-Statistical MethodDocument137 pagesISPE-Statistical Methoditung23100% (4)
- Oral DrugDocument102 pagesOral Drugitung23No ratings yet
- Biological Medicinal ProductsDocument79 pagesBiological Medicinal Productsitung23No ratings yet
- Ocular Drug Delivery: Dr. Herman J. WoerdenbagDocument32 pagesOcular Drug Delivery: Dr. Herman J. Woerdenbagitung23No ratings yet
- Parental DrugDocument60 pagesParental Drugitung23No ratings yet
- Biopharmaceutic PharmaDocument114 pagesBiopharmaceutic Pharmaitung23No ratings yet
- Session 3-4 Cleaning Process DevelopmentDocument91 pagesSession 3-4 Cleaning Process Developmentitung23No ratings yet
- Nasal DrugDocument22 pagesNasal Drugitung23No ratings yet
- Specialty Products 1. BiopharmaceuticalsDocument95 pagesSpecialty Products 1. Biopharmaceuticalsitung23No ratings yet
- Designing and Planning Laboratories PDFDocument60 pagesDesigning and Planning Laboratories PDFPaul Karija100% (1)
- Saudi Aramco welding inspection planDocument12 pagesSaudi Aramco welding inspection planspravin231No ratings yet
- Climate Change EQsDocument49 pagesClimate Change EQsValenciaNo ratings yet
- MeteorologyDocument2 pagesMeteorologyIoniță AndreeaNo ratings yet
- Precooled Ahu CalculationDocument3 pagesPrecooled Ahu CalculationEdmund YoongNo ratings yet
- WRM Proceses - Copy (Autosaved)Document41 pagesWRM Proceses - Copy (Autosaved)Vikrant HanwatNo ratings yet
- 3 - Gravimetric Analysis of Calcium and Hard Water - S PDFDocument6 pages3 - Gravimetric Analysis of Calcium and Hard Water - S PDFJon CranNo ratings yet
- 08ch1013 Anik Roy Iit KGP Mckinsey ResumeDocument2 pages08ch1013 Anik Roy Iit KGP Mckinsey ResumeAnik RoyNo ratings yet
- Zero Export Steam Reforming Article - 1001307 PDFDocument8 pagesZero Export Steam Reforming Article - 1001307 PDFSakthi VelNo ratings yet
- Xampler HFDocument8 pagesXampler HFAnil ReddyNo ratings yet
- G.6 Q.1 SCIENCE Lesson 2 Homogeneous MixtureDocument35 pagesG.6 Q.1 SCIENCE Lesson 2 Homogeneous MixturemeguiNo ratings yet
- Electronegativity ChartDocument2 pagesElectronegativity ChartDana FransenNo ratings yet
- Fitoremediasi Tanah Tercemar Logam Berat CD Menggunakan TANAMAN HANJUANG (Cordyline Fruticosa)Document9 pagesFitoremediasi Tanah Tercemar Logam Berat CD Menggunakan TANAMAN HANJUANG (Cordyline Fruticosa)Ayulian SaraNo ratings yet
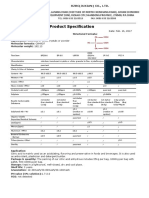
- 2017 - Product Specification - RZBC (JUXIAN) - CAADocument1 page2017 - Product Specification - RZBC (JUXIAN) - CAAediasianagri100% (1)
- Pharmaceutical Compounding CalculationsDocument6 pagesPharmaceutical Compounding Calculationsklr mnsdNo ratings yet
- Thermodynamic Process Simulation of The Digestion Unit in Iran Alumina RefineryDocument6 pagesThermodynamic Process Simulation of The Digestion Unit in Iran Alumina RefineryFarizan Rahmat ReksoprodjoNo ratings yet
- 1mrk507004-Uen B en Radhl User S GuideDocument40 pages1mrk507004-Uen B en Radhl User S Guideali surfNo ratings yet
- Fortnightly Sub Test-1A (C-9) Phase-I - Science (14-05-2021)Document4 pagesFortnightly Sub Test-1A (C-9) Phase-I - Science (14-05-2021)I AM KIM TAEHYUNG50% (2)
- Chaper 2 Definition Classification Force SEDocument8 pagesChaper 2 Definition Classification Force SEMaan Valencia - RevillaNo ratings yet
- DP Chem Unit 3 PerodicityDocument5 pagesDP Chem Unit 3 PerodicityPatrick AbidraNo ratings yet
- Araldite FT CY205IN Aradur HY905IN DY040 DY061 Si02 Eur e PDFDocument8 pagesAraldite FT CY205IN Aradur HY905IN DY040 DY061 Si02 Eur e PDFneerajaNo ratings yet
- Stauff Englisch BT 6 2023Document4 pagesStauff Englisch BT 6 2023PeterNo ratings yet
- Types of Mass Wasting ProcessesDocument13 pagesTypes of Mass Wasting ProcessesRODJHEN ANNE P. BARQUILLANo ratings yet
- Is 2951 1 1965 PDFDocument28 pagesIs 2951 1 1965 PDFlagnajit dasNo ratings yet
- Lab Report MayonnaiseDocument5 pagesLab Report Mayonnaiseapi-295870217No ratings yet
- 31.2-General Wave Popeties-Cie Igcse Physics Ext-Theory-QpDocument12 pages31.2-General Wave Popeties-Cie Igcse Physics Ext-Theory-Qpnityam bajajNo ratings yet
- Tests for Organic MoleculesDocument7 pagesTests for Organic MoleculesICAMisterPNo ratings yet
- MWPA300 Mechanical Engineering GuidelinesDocument43 pagesMWPA300 Mechanical Engineering GuidelinesJayden SimNo ratings yet
- Fluid Mechanics PDFDocument65 pagesFluid Mechanics PDFSiddharth GargNo ratings yet
- BMG Idle CatlogueDocument20 pagesBMG Idle Catloguechintan mistryNo ratings yet
- Physics homework guideDocument3 pagesPhysics homework guideRahul ChandraNo ratings yet
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksFrom EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNo ratings yet
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)
- New Paradigms in Environmental Biomonitoring Using PlantsFrom EverandNew Paradigms in Environmental Biomonitoring Using PlantsSupriya TiwariNo ratings yet
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010From EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Rating: 5 out of 5 stars5/5 (2)
- Stand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailFrom EverandStand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailRating: 3 out of 5 stars3/5 (3)