You might also like
- Articulo Cientifico CarbohidratosDocument11 pagesArticulo Cientifico CarbohidratosGinna Fernanda Ortiz Peña75% (4)
- Galletas Crackers MonografiaDocument57 pagesGalletas Crackers MonografiaMichaelZhelmiCaEs83% (6)
- HACCPDocument57 pagesHACCPCarlosEduardoTorresVillanuevaNo ratings yet
- (Practica 1) Laboratorio de FisiologiaDocument20 pages(Practica 1) Laboratorio de FisiologiaAlexZanaNo ratings yet
- Prueba OrdenamientoDocument16 pagesPrueba OrdenamientoCarlosEduardoTorresVillanuevaNo ratings yet
- Principios de Deming y La Reingenieria Tema8Document12 pagesPrincipios de Deming y La Reingenieria Tema8CarlosEduardoTorresVillanuevaNo ratings yet
- Taninos y SuberinasDocument9 pagesTaninos y SuberinasCarlosEduardoTorresVillanuevaNo ratings yet
- Caso Práctico Toma DecisionesDocument2 pagesCaso Práctico Toma DecisionesCarlosEduardoTorresVillanueva100% (1)
- 5clase de CarbohidratosDocument110 pages5clase de CarbohidratosCarlosEduardoTorresVillanuevaNo ratings yet
- Visita A La Planta de Palma Del EspinoDocument2 pagesVisita A La Planta de Palma Del EspinoCarlosEduardoTorresVillanuevaNo ratings yet
- Trabajo de DiseñoDocument19 pagesTrabajo de DiseñoCarlosEduardoTorresVillanuevaNo ratings yet
- Desarrollo Plan Haccp Tema4Document16 pagesDesarrollo Plan Haccp Tema4CarlosEduardoTorresVillanuevaNo ratings yet
- SaboresDocument10 pagesSaboresCarlosEduardoTorresVillanuevaNo ratings yet
- Tec Poscosecha 2Document6 pagesTec Poscosecha 2CarlosEduardoTorresVillanuevaNo ratings yet
- DCC MonografíaDocument34 pagesDCC MonografíaCarlosEduardoTorresVillanuevaNo ratings yet
- Investigación de MercadosDocument42 pagesInvestigación de MercadosCarlosEduardoTorresVillanueva100% (1)
- Dimensionamiento Preliminar Molino de MartilloDocument28 pagesDimensionamiento Preliminar Molino de MartilloCarlosEduardoTorresVillanuevaNo ratings yet
- Reconocimiento de Envases y Embalajes en El Sector 9 de Abril TarapotoDocument22 pagesReconocimiento de Envases y Embalajes en El Sector 9 de Abril TarapotoCarlosEduardoTorresVillanuevaNo ratings yet
- InternetDocument36 pagesInternetCarlosEduardoTorresVillanuevaNo ratings yet
- 1 Informe de Las 6sDocument11 pages1 Informe de Las 6sCarlosEduardoTorresVillanuevaNo ratings yet
- Informe 2Document7 pagesInforme 2CarlosEduardoTorresVillanuevaNo ratings yet
- Práctica N03Document13 pagesPráctica N03anon_248276201No ratings yet
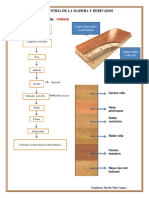
- Industria de La Madera y Derivados ParquetDocument2 pagesIndustria de La Madera y Derivados ParquetCarlosEduardoTorresVillanuevaNo ratings yet
- 3 MarketingDocument20 pages3 MarketingCarlosEduardoTorresVillanuevaNo ratings yet
- Molienda (Teoria)Document7 pagesMolienda (Teoria)CarlosEduardoTorresVillanuevaNo ratings yet
- Toxicidad Con MicrotecnicasDocument8 pagesToxicidad Con MicrotecnicasCarlosEduardoTorresVillanuevaNo ratings yet
- Enunciados de La Segunda Ley de La TermodinámicaDocument10 pagesEnunciados de La Segunda Ley de La TermodinámicaCarlosEduardoTorresVillanuevaNo ratings yet
- Fixture Partidos 2018 UnsmDocument12 pagesFixture Partidos 2018 UnsmCarlosEduardoTorresVillanuevaNo ratings yet
- Industrias Lácteas en EcuadorDocument6 pagesIndustrias Lácteas en EcuadorCarlosEduardoTorresVillanuevaNo ratings yet
- Empalmes TangentesDocument7 pagesEmpalmes TangentescondehookNo ratings yet
- Gestion DE OPERACIONESDocument22 pagesGestion DE OPERACIONESCarlosEduardoTorresVillanuevaNo ratings yet
- Practica Calificada de Proyecciones y Seccionado 2018 IDocument3 pagesPractica Calificada de Proyecciones y Seccionado 2018 IFrancisco Lancha ChuquilinNo ratings yet
- Evaluacion de CreditosDocument9 pagesEvaluacion de CreditosCarlosEduardoTorresVillanuevaNo ratings yet
- Problema, Objetivos, Conclusion TDocument3 pagesProblema, Objetivos, Conclusion TKetty Ccallo PaccaNo ratings yet
- Milasa, LipasaDocument6 pagesMilasa, LipasaKaren liseth Mostacero CamachoNo ratings yet
- Digestion de CarbohidratosDocument11 pagesDigestion de CarbohidratosAdelinda Palacios BarasNo ratings yet
- GeneralidadesDocument36 pagesGeneralidadeskevyn cifuentesNo ratings yet
- Actividad Enzimatica 1Document16 pagesActividad Enzimatica 1paula beltranNo ratings yet
- Informe 7 Bioquímica Grupo 1Document13 pagesInforme 7 Bioquímica Grupo 1Katherine VadilloNo ratings yet
- Reporte 6 EnzimasDocument5 pagesReporte 6 EnzimasKaren CacuangoNo ratings yet
- 03 Digestion Del AlmidonDocument2 pages03 Digestion Del AlmidonSandra Del Carpio AzañeroNo ratings yet
- Práctica 11. Función Digestiva. Especificidad de La Amilasa SalivalDocument6 pagesPráctica 11. Función Digestiva. Especificidad de La Amilasa Salivalgaudy manriqueNo ratings yet
- Actividad EnzimáticaDocument8 pagesActividad EnzimáticaKelly PrioloNo ratings yet
- Práctica 2Document3 pagesPráctica 2Janeth CorreaNo ratings yet
- Humanos Frugivoros o CarnivorosDocument3 pagesHumanos Frugivoros o Carnivorosmartin janNo ratings yet
- Fase 5 - Jessica BorboezDocument6 pagesFase 5 - Jessica Borboezjohann roldanNo ratings yet
- Digestion Del AlmidonDocument5 pagesDigestion Del AlmidonPriscila Ninaja LizamaNo ratings yet
- Guia de Practica - Metabolismo Vegetal CatalasaDocument3 pagesGuia de Practica - Metabolismo Vegetal CatalasaAngela MelgarNo ratings yet
- Entregable 2 AmilasaDocument6 pagesEntregable 2 AmilasaEsther MoreiraNo ratings yet
- Elaboracion de Bioplastico A Partir de Residuos de Camote.1Document22 pagesElaboracion de Bioplastico A Partir de Residuos de Camote.1Tony Ulises Cayo Hihuallancca0% (1)
- Perfil PancreaticoDocument14 pagesPerfil Pancreaticomaria eugeniaNo ratings yet
- 1.ACTIVIDAD ENZIMÁTICA (Amilasa Salival)Document15 pages1.ACTIVIDAD ENZIMÁTICA (Amilasa Salival)Diana Alexandra Santos RiveraNo ratings yet
- BIOQUÍMICA EnzimasDocument9 pagesBIOQUÍMICA Enzimasmartha martinezNo ratings yet
- AtpDocument4 pagesAtpClaudia RamirezNo ratings yet
- Labilidad de La Amilasa 2Document3 pagesLabilidad de La Amilasa 2raul reyesNo ratings yet
- Informe Grupo 1Document12 pagesInforme Grupo 1Robinho Sullca Cerron100% (1)
- 1000102Document16 pages1000102LidiaPariNo ratings yet
- MALTADocument2 pagesMALTADafne Cecilia Chicoma ZamoraNo ratings yet
- Diapositivas Procesamiento de Productos Andinos y ExtruidosDocument434 pagesDiapositivas Procesamiento de Productos Andinos y ExtruidosAna Belen Somocurcio50% (2)
- Informes Prácticos - Sistema Digestivo - Grupo 3.2Document27 pagesInformes Prácticos - Sistema Digestivo - Grupo 3.2KEVIN JUNIOR RIVERA VASQUEZNo ratings yet