You might also like
- Admixtures: Presented by Engr. Malik Hammad NaseerDocument32 pagesAdmixtures: Presented by Engr. Malik Hammad Naseerkhalid khanNo ratings yet
- AdmixtureDocument6 pagesAdmixtureDunvillNo ratings yet
- Admixtures For ConcreteDocument4 pagesAdmixtures For ConcreteRm1262No ratings yet
- Chemical Admixture 2Document51 pagesChemical Admixture 2Obulareddy ChemikalaNo ratings yet
- Presentation Admixture For ConcreteDocument51 pagesPresentation Admixture For Concretemohan mohanNo ratings yet
- Concrete AdmixturesDocument23 pagesConcrete Admixturesyash khandol100% (1)
- Admixtures of Concrete & Cement - Types of Admixtures - PlasticizersDocument7 pagesAdmixtures of Concrete & Cement - Types of Admixtures - PlasticizersElena JavierNo ratings yet
- Fresh ConcreteDocument28 pagesFresh ConcreteAmar WadoodNo ratings yet
- Test Report of MetakaolinDocument14 pagesTest Report of MetakaolinAbdul Falahitawan UfalNo ratings yet
- Durability of ConcreteDocument23 pagesDurability of ConcreteNani TirumalasettiNo ratings yet
- Mineral and Chemical Admixtures: Advanced Concrete Technology CE 612Document23 pagesMineral and Chemical Admixtures: Advanced Concrete Technology CE 612Kasturi BhuyanNo ratings yet
- Presentation Admixture For ConcreteDocument51 pagesPresentation Admixture For ConcreteRavi AyyavuNo ratings yet
- Additives and AdmixturesDocument38 pagesAdditives and AdmixturesAhsan BuriroNo ratings yet
- Galvanized Rebar Vs Epoxy RebarDocument4 pagesGalvanized Rebar Vs Epoxy RebarvintagerulzNo ratings yet
- Waterproofing Using Crystalline TechnologyDocument36 pagesWaterproofing Using Crystalline TechnologyReshma mathewNo ratings yet
- Concret CementDocument29 pagesConcret CementKamal Hameed Al-taiy100% (1)
- Concrete Materials and MixtureDocument59 pagesConcrete Materials and MixtureMei Mei100% (2)
- Self Compacting ConcreteDocument26 pagesSelf Compacting ConcreteSavinaya Shankar0% (1)
- Technical Data BookletDocument53 pagesTechnical Data Booklettracy8763No ratings yet
- Concrete Admixtures....Document35 pagesConcrete Admixtures....santhu256100% (1)
- Characteristics of Concrete With Admixtures PDFDocument6 pagesCharacteristics of Concrete With Admixtures PDFTran Huynh NamNo ratings yet
- Conrete Mix Design ACI and JSCE Example. (20+33 Mpa)Document8 pagesConrete Mix Design ACI and JSCE Example. (20+33 Mpa)nirmaljoshi100% (1)
- 4 Chemical AdmixturesDocument59 pages4 Chemical AdmixturesMelinda Gordon100% (1)
- Comparative Study of Eco Cement With OPC and PPCDocument8 pagesComparative Study of Eco Cement With OPC and PPCESSENCE - International Journal for Environmental Rehabilitation and Conservaion100% (1)
- TDS - Flowcable 50Document2 pagesTDS - Flowcable 50Venkata RaoNo ratings yet
- Concrete AdmixturesDocument50 pagesConcrete AdmixturesAzuan WahariNo ratings yet
- Admixtures Are Materials Other Than CementDocument5 pagesAdmixtures Are Materials Other Than CementAlaa KarroumNo ratings yet
- Concrete Technology Module 1 NotesDocument26 pagesConcrete Technology Module 1 NotesDEDAN KIMATHINo ratings yet
- Concrete AdmixturesDocument27 pagesConcrete AdmixturesXiaohua ChenNo ratings yet
- Fly Ash Cement Replacement Tds PDFDocument2 pagesFly Ash Cement Replacement Tds PDFabualamalNo ratings yet
- Use of Water ReducersDocument7 pagesUse of Water ReducersVaibhav MehtaNo ratings yet
- Epoxy Bonding AgentDocument2 pagesEpoxy Bonding AgentbarunNo ratings yet
- Water Reducing - Retarding AdmixturesDocument17 pagesWater Reducing - Retarding AdmixturesAbdullah PathanNo ratings yet
- Concrete Repair-SikaDocument72 pagesConcrete Repair-SikaMurthy BabuNo ratings yet
- Green ConcreteDocument9 pagesGreen ConcreteFenil Jose100% (1)
- Super Plasticizers: Classification and Uses - Concrete TechnologyDocument8 pagesSuper Plasticizers: Classification and Uses - Concrete TechnologyLASA VADODARANo ratings yet
- Supplementary Cementing MaterialsDocument47 pagesSupplementary Cementing MaterialsOgut Ke'ah100% (1)
- Test On Cement PDFDocument6 pagesTest On Cement PDFIrfan NazirNo ratings yet
- Optimal Mix Design For Pervious ConcreteDocument9 pagesOptimal Mix Design For Pervious ConcretejanakarajNo ratings yet
- Concrete Mix DesignDocument20 pagesConcrete Mix DesignRony BaloyiNo ratings yet
- Dinesh Chandran K.P, Head - Technical Services and R&D Ultratech Cement Limited, Building Products Division, MumbaiDocument7 pagesDinesh Chandran K.P, Head - Technical Services and R&D Ultratech Cement Limited, Building Products Division, MumbaiRabish ANo ratings yet
- Testing of Cement: Free Powerpoint Templates Free Powerpoint TemplatesDocument23 pagesTesting of Cement: Free Powerpoint Templates Free Powerpoint TemplatesVivekChaudharyNo ratings yet
- Admixture - 1Document10 pagesAdmixture - 1Baibaswata DasNo ratings yet
- Green Concrete PresentationDocument17 pagesGreen Concrete PresentationSivaramakrishnan PNo ratings yet
- Mix Design Concrete Indian and ACI CodeDocument88 pagesMix Design Concrete Indian and ACI CodejinshadNo ratings yet
- Curing of ConcreteDocument28 pagesCuring of Concretekhalid khanNo ratings yet
- Tip 15 - Chemical Admixtures For ConcreteDocument2 pagesTip 15 - Chemical Admixtures For Concretevinay rodeNo ratings yet
- Concrete Technology Lec#01 ConcreteDocument2 pagesConcrete Technology Lec#01 ConcretefaizanNo ratings yet
- Flexural Strength of ConcreteDocument2 pagesFlexural Strength of ConcretedhanishaNo ratings yet
- Formulation Techniques Using Feve Resins in Waterborne and HighDocument10 pagesFormulation Techniques Using Feve Resins in Waterborne and HighManuel ChireNo ratings yet
- Recent Progress in Concrete-Polymer CompositesDocument10 pagesRecent Progress in Concrete-Polymer Compositesswathi1105No ratings yet
- 10 XI November 2022Document12 pages10 XI November 2022IJRASETPublicationsNo ratings yet
- MortarsDocument20 pagesMortarsmnc19No ratings yet
- Characterization of Silica Fume and Its Effects On Concrete PropertiesDocument49 pagesCharacterization of Silica Fume and Its Effects On Concrete PropertiessultanNo ratings yet
- Mix Design FormsDocument13 pagesMix Design FormsSashi KumarNo ratings yet
- Super Plasticizers (Mubashir)Document19 pagesSuper Plasticizers (Mubashir)Danysh ShafeeNo ratings yet
- Glenium Concrete PresDocument24 pagesGlenium Concrete PresKuldeep Chakerwarti100% (1)
- Admixtures: Why Is Admixture Used?Document8 pagesAdmixtures: Why Is Admixture Used?Christine Joyce BunyiNo ratings yet
- Admixtures Types of Admixtures: Engineering MaterialsDocument11 pagesAdmixtures Types of Admixtures: Engineering Materialsanne chandraNo ratings yet
- Shop Assignment PDFDocument9 pagesShop Assignment PDFNahemiah Marie AbianNo ratings yet
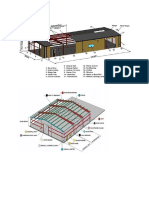
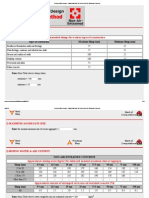
- Metal Building Parts NameDocument8 pagesMetal Building Parts Name11 Sqn RER100% (1)
- Jump To Navigation Jump To Search Crying WeepDocument1 pageJump To Navigation Jump To Search Crying WeeplaikienfuiNo ratings yet
- Adjudication in Construction ContractsDocument4 pagesAdjudication in Construction Contracts11 Sqn RERNo ratings yet
- Reinforcement Steel MeshDocument12 pagesReinforcement Steel Mesh11 Sqn RERNo ratings yet
- Side Reinforcement in BeamsDocument1 pageSide Reinforcement in Beams11 Sqn RERNo ratings yet
- Team Delta Rovers Malaysia SDN BHDDocument1 pageTeam Delta Rovers Malaysia SDN BHD11 Sqn RERNo ratings yet
- Polyurethane Waterproofing TreatmentDocument2 pagesPolyurethane Waterproofing Treatment11 Sqn RERNo ratings yet
- Pump Horse Power To Kilowatt ConversionDocument1 pagePump Horse Power To Kilowatt Conversion11 Sqn RERNo ratings yet
- Plaxis Professional v8Document1 pagePlaxis Professional v811 Sqn RERNo ratings yet
- Section 15 Concrete Block and Masonry Construction: June 1997Document20 pagesSection 15 Concrete Block and Masonry Construction: June 1997Teddy AcedoNo ratings yet
- Mackintoh Probe Test and Bearing CapacityDocument5 pagesMackintoh Probe Test and Bearing Capacity11 Sqn RER83% (6)
- Team Delta Rovers Malaysia SDN BHDDocument1 pageTeam Delta Rovers Malaysia SDN BHD11 Sqn RERNo ratings yet
- Nonwoven Fabric GeotextileDocument4 pagesNonwoven Fabric Geotextile11 Sqn RERNo ratings yet
- The Bim and Level of BimDocument10 pagesThe Bim and Level of Bim11 Sqn RERNo ratings yet
- Bolt Arrangement Edge Distance End DistanceDocument2 pagesBolt Arrangement Edge Distance End Distance11 Sqn RER100% (1)
- Autodesk AutoCAD Civil 3D 2018Document4 pagesAutodesk AutoCAD Civil 3D 201811 Sqn RERNo ratings yet
- Gutter DetailsDocument4 pagesGutter Details11 Sqn RERNo ratings yet
- Site InvestigationDocument8 pagesSite Investigation11 Sqn RERNo ratings yet
- Concrete Strength N Type of Concrete MixDocument4 pagesConcrete Strength N Type of Concrete Mix11 Sqn RERNo ratings yet
- Ductility of Fully Rigid Bolted Moment ConnectionsDocument3 pagesDuctility of Fully Rigid Bolted Moment Connections11 Sqn RERNo ratings yet
- Standard Penetration TestDocument4 pagesStandard Penetration Test11 Sqn RERNo ratings yet
- Lynda Autodesk Civil 3D Essential TrainingDocument1 pageLynda Autodesk Civil 3D Essential Training11 Sqn RERNo ratings yet
- Disaster Resilience Town Planning - LandslideDocument21 pagesDisaster Resilience Town Planning - Landslide11 Sqn RERNo ratings yet
- Voestalpine Metsec PLCDocument2 pagesVoestalpine Metsec PLC11 Sqn RERNo ratings yet
- Types of Concrete Joints and Placing TipsDocument8 pagesTypes of Concrete Joints and Placing Tips11 Sqn RER100% (1)
- Fencing British StandardsDocument2 pagesFencing British Standards11 Sqn RERNo ratings yet
- Portal FrameDocument3 pagesPortal Frame11 Sqn RERNo ratings yet
- BS 1722 - FenceDocument2 pagesBS 1722 - Fence11 Sqn RERNo ratings yet
- Modular Coordination in Construction IndustryDocument2 pagesModular Coordination in Construction Industry11 Sqn RERNo ratings yet
- Seven Must Use AdmixturesDocument3 pagesSeven Must Use Admixtures11 Sqn RERNo ratings yet
- Concrete Mix Design - Weight Method, SI Units, Non-Air-Entrained Concrete PDFDocument10 pagesConcrete Mix Design - Weight Method, SI Units, Non-Air-Entrained Concrete PDFThomas CroweNo ratings yet
- About The ProjectDocument56 pagesAbout The Projectshankha86No ratings yet
- Astm C 125-03 PDFDocument4 pagesAstm C 125-03 PDFArnold EspinozaNo ratings yet
- Ogunbode Hassan 2011 PDFDocument10 pagesOgunbode Hassan 2011 PDFBely MobaNo ratings yet
- Geotechnical Properties of Lateritic Soi PDFDocument8 pagesGeotechnical Properties of Lateritic Soi PDFLoysa Agtarap MataNo ratings yet
- Supplementary Cementing MaterialsDocument47 pagesSupplementary Cementing MaterialsOgut Ke'ah100% (1)
- Cement IndustryDocument24 pagesCement IndustryDr.Rajarshi PatelNo ratings yet
- Artigo Mehta - Aitcin - HPCDocument9 pagesArtigo Mehta - Aitcin - HPCMarciano TonattoNo ratings yet
- From CP 114 To BS8110 EssayDocument10 pagesFrom CP 114 To BS8110 EssayAlan CheungNo ratings yet
- Review Paper On Study of Black Cotton Soil To Enhancing The Properties of Sub Grade and Base Layer of PavementDocument4 pagesReview Paper On Study of Black Cotton Soil To Enhancing The Properties of Sub Grade and Base Layer of PavementEditor IJTSRDNo ratings yet
- Boral Micron: Workability, Shrinkage Crack Resistance, and High Strength ConcreteDocument5 pagesBoral Micron: Workability, Shrinkage Crack Resistance, and High Strength ConcretemrafigNo ratings yet
- Chapter 1-Concrete Materials Mixture PDFDocument52 pagesChapter 1-Concrete Materials Mixture PDFEmanErNo ratings yet
- In Uence of Using Agro-Waste As A Partial Replacement in Cement On The Compressive Strength of Concrete - A Statistical ApproachDocument9 pagesIn Uence of Using Agro-Waste As A Partial Replacement in Cement On The Compressive Strength of Concrete - A Statistical ApproachAtta MuhammadNo ratings yet
- Final ManuscriptDocument52 pagesFinal ManuscriptJosef James CawagasNo ratings yet
- Review On Soil Stabilization TechniquesDocument5 pagesReview On Soil Stabilization TechniquesBiswajit AcharyaNo ratings yet
- ASTM C125-21aDocument9 pagesASTM C125-21aJimmy Johan Tapia VásquezNo ratings yet
- Portland Cement: Wednesday, March 25, 2015Document35 pagesPortland Cement: Wednesday, March 25, 2015EFRA BININo ratings yet
- RFCDocument788 pagesRFCArslan AkbarNo ratings yet
- Appendix ADocument25 pagesAppendix AfazyroshanNo ratings yet
- Module 3 ADVANCED CONCRETE DESIGN NOTESDocument18 pagesModule 3 ADVANCED CONCRETE DESIGN NOTESshalu R FNo ratings yet
- 03 Organisation Du GarageDocument12 pages03 Organisation Du GarageNgoambe Patrick VivianNo ratings yet
- Aci 207.1R-5Document30 pagesAci 207.1R-5Orlando Manriquez LNo ratings yet
- Race ElementsDocument346 pagesRace ElementsAntonio SoaresNo ratings yet
- 8 MohamedDocument13 pages8 MohamedJeric Dela Cruz QuiminalesNo ratings yet
- Concrete Mix Design GuideDocument5 pagesConcrete Mix Design Guideluke_0126No ratings yet
- Alkali-Activated Cements, Opportunities and ChallengesDocument6 pagesAlkali-Activated Cements, Opportunities and ChallengesSo Thu Dai100% (1)
- Mineral Admixtures in ConcreteDocument9 pagesMineral Admixtures in ConcretePrashant SunagarNo ratings yet
- Cornstarch As Natural Polymer in Concrete Paver Block With Abaca Fiber ReinforcementDocument66 pagesCornstarch As Natural Polymer in Concrete Paver Block With Abaca Fiber ReinforcementtheWICKEDspyNo ratings yet
- NZ Guide To Concrete ConstructionDocument246 pagesNZ Guide To Concrete Constructionmaci8989100% (2)
- Development of A Treatment Technique To Reduce The Water Absorption Capacity of Recycled AggregatesDocument6 pagesDevelopment of A Treatment Technique To Reduce The Water Absorption Capacity of Recycled AggregatespasinduNo ratings yet