You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Manual Interface EpicenterDocument96 pagesManual Interface EpicenterJose Varela100% (2)
- 144520177651761 (1)Document4 pages144520177651761 (1)Ashish MalikNo ratings yet
- String Inbuilt MethodsDocument54 pagesString Inbuilt MethodsJhagan A. MNo ratings yet
- Interfacing Ultrasonic Sensor and Buzzer with ArduinoDocument29 pagesInterfacing Ultrasonic Sensor and Buzzer with ArduinoKaleeswariNo ratings yet
- Netwrix Auditor Installation Configuration GuideDocument202 pagesNetwrix Auditor Installation Configuration Guideluckman212No ratings yet
- MBR10150CTDocument3 pagesMBR10150CTluis_h_t_79No ratings yet
- DSD Lab ReportDocument70 pagesDSD Lab ReportJinesh KbNo ratings yet
- 4 EngDocument36 pages4 EngrajuhaveriNo ratings yet
- HDVG User GuideDocument48 pagesHDVG User GuidetanjamicroNo ratings yet
- Unit 4 ADocument10 pagesUnit 4 AChetan p ShirahattiNo ratings yet
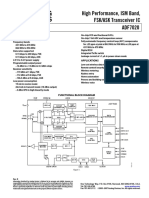
- High Performance, ISM Band, FSK/ASK Transceiver IC ADF7020: FeaturesDocument48 pagesHigh Performance, ISM Band, FSK/ASK Transceiver IC ADF7020: FeaturesDNo ratings yet
- VM 205Document40 pagesVM 205ZalNo ratings yet
- Operating System Ch-1Document28 pagesOperating System Ch-1Sileshi Bogale HaileNo ratings yet
- Sap Error MessagesDocument7 pagesSap Error Messagesmarcoberg1964No ratings yet
- NRG Wind Data Retriever Software Manual For NRG Wind Explorer LoggerDocument7 pagesNRG Wind Data Retriever Software Manual For NRG Wind Explorer LoggerjimvillNo ratings yet
- The D.A.R.T. Strategy For API SecurityDocument18 pagesThe D.A.R.T. Strategy For API Securityleejiacheng13636No ratings yet
- 8086 Case StudiesDocument4 pages8086 Case StudiesSunil Kumar100% (1)
- Hwk1 SolutionsDocument13 pagesHwk1 SolutionsSitiNurShafiqahOthmanNo ratings yet
- GTU BE Semester V Microprocessor Exam QuestionsDocument2 pagesGTU BE Semester V Microprocessor Exam Questionskalpesh_chandakNo ratings yet
- Mini Presentation FileDocument21 pagesMini Presentation FileregasaNo ratings yet
- VU OCW Offline Installation Guide Ver 1.0.0Document15 pagesVU OCW Offline Installation Guide Ver 1.0.0Arif Qureshi0% (1)
- Cpu RtaDocument212 pagesCpu RtaRamesh GrandheNo ratings yet
- Vxvm OverviewDocument8 pagesVxvm OverviewrsgsundarNo ratings yet
- Diksha Kumar SalesforceDocument4 pagesDiksha Kumar SalesforceKritika ShuklaNo ratings yet
- Troubleshooting Guide Omnipcx EnterpriseDocument16 pagesTroubleshooting Guide Omnipcx EnterpriseHumberto Ochoa MendezNo ratings yet
- Minimum Hardware Requirements For Windows 11Document18 pagesMinimum Hardware Requirements For Windows 11Pushpa RajNo ratings yet
- Hart Interfcae SolnsDocument20 pagesHart Interfcae Solnsrenjithv_4No ratings yet
- Release Notes Version 10.0.1 - Barracuda CampusDocument5 pagesRelease Notes Version 10.0.1 - Barracuda CampuskheeirulNo ratings yet
- CBORDocument3 pagesCBORsweeti sahNo ratings yet
- Ian Sommerville, Software Engineering, 10 Edition, Pearson: @isikun - Edu.trDocument3 pagesIan Sommerville, Software Engineering, 10 Edition, Pearson: @isikun - Edu.tremi119No ratings yet