You might also like
- Screw Compressor 6C1 Series 185S 185SRDocument79 pagesScrew Compressor 6C1 Series 185S 185SRthuan100% (1)
- Training Report: Rahul Gupta Ammonia PlantDocument25 pagesTraining Report: Rahul Gupta Ammonia PlantMohit MangalNo ratings yet
- FEED Deliverables ListDocument3 pagesFEED Deliverables ListS.KAMBANNo ratings yet
- Thermal Pocket Guide / Infrared ThermographyDocument56 pagesThermal Pocket Guide / Infrared Thermographymdbeukel100% (4)
- 1000 Most Common Words in English - Numbers Vocabulary For 1Document12 pages1000 Most Common Words in English - Numbers Vocabulary For 1izmitlimonNo ratings yet
- Kris Gethin Muscle Building - Nutrition OverviewDocument8 pagesKris Gethin Muscle Building - Nutrition OverviewLuisLopezNo ratings yet
- 3TNV70 ASA BroDocument1 page3TNV70 ASA BroSaMos AdRiianNo ratings yet
- 1.1 Salient Features of CFBC BoilerDocument17 pages1.1 Salient Features of CFBC BoilerJAY PARIKHNo ratings yet
- GEa Rotary KilnDocument8 pagesGEa Rotary KilnAan SupriyantoNo ratings yet
- Refractory Lining Project Corrected (Chapter 1)Document7 pagesRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanNo ratings yet
- Thermal Power Plant Plomin 2 Technical OverviewDocument20 pagesThermal Power Plant Plomin 2 Technical OverviewdayiroNo ratings yet
- Lurgi's MPG Gasification Plus RectisolDocument12 pagesLurgi's MPG Gasification Plus Rectisolmourinho2No ratings yet
- Rotary DryerDocument8 pagesRotary DryerElmika TrầnNo ratings yet
- Iron Ore PelletizationDocument20 pagesIron Ore Pelletizationxarnix50% (2)
- Suspension Preheater 1998Document22 pagesSuspension Preheater 1998Sajal Gupta100% (2)
- Intelligent Lithium Battery ESM 48100B1 Datasheet Draft A 01074746 010 ...Document2 pagesIntelligent Lithium Battery ESM 48100B1 Datasheet Draft A 01074746 010 ...Eduardo Morales Ferrer100% (1)
- UNIT VDocument23 pagesUNIT VDhilsanth SLNo ratings yet
- Production of Plaster of Paris Using Solar Energy: H.N. Acharya, Ajay ChandakDocument4 pagesProduction of Plaster of Paris Using Solar Energy: H.N. Acharya, Ajay ChandakIwan TirtaNo ratings yet
- Production of Plaster of Paris Using Solar EnergyDocument4 pagesProduction of Plaster of Paris Using Solar EnergyesatjournalsNo ratings yet
- 2002 Tech VarahaluDocument11 pages2002 Tech VarahaluMuhammad NaeemNo ratings yet
- Tata Steel ProjectDocument12 pagesTata Steel Projectsp32483No ratings yet
- ONGC Tatipaka Refinery Process OverviewDocument16 pagesONGC Tatipaka Refinery Process OverviewAnonymous iCFJ73OMpDNo ratings yet
- Fluidized Bed GasifierDocument23 pagesFluidized Bed GasifierSarita ShitNo ratings yet
- Fluidized Bed GasifierDocument23 pagesFluidized Bed GasifierSarita ShitNo ratings yet
- Odisha's Panchpatmali Bauxite Mines and Alumina RefineryDocument26 pagesOdisha's Panchpatmali Bauxite Mines and Alumina RefinerySurya DeoNo ratings yet
- DC Arc Smelting - Conroast SAIMM 2004Document4 pagesDC Arc Smelting - Conroast SAIMM 2004witkerzNo ratings yet
- Internship Presentation: DG Khan Cement Company - Khairpur PlantDocument13 pagesInternship Presentation: DG Khan Cement Company - Khairpur Planthamza abbasNo ratings yet
- Redner RosaciaDocument5 pagesRedner RosaciaRedner S. RosaciaNo ratings yet
- Coal Drying Technology and Plant DesignDocument12 pagesCoal Drying Technology and Plant DesignJigar M. UpadhyayNo ratings yet
- The Shell Coal Gasification ProcessDocument2 pagesThe Shell Coal Gasification ProcessMarioNo ratings yet
- Apple Industries LTD - Anantapur Dist Exe Sum EngDocument8 pagesApple Industries LTD - Anantapur Dist Exe Sum EngRashmi PatelNo ratings yet
- A Review of Granulation Process For Blast FurnaceDocument4 pagesA Review of Granulation Process For Blast FurnaceAbhay RanjanNo ratings yet
- Ore PreheatingDocument30 pagesOre PreheatingakshukNo ratings yet
- Manufacture OF Producer GasDocument36 pagesManufacture OF Producer GasSai PavanNo ratings yet
- 1 Chapter Eight INERT GAS PLANT 8.1 DesignDocument15 pages1 Chapter Eight INERT GAS PLANT 8.1 DesignsugumarNo ratings yet
- 2009 - 07 Cemengal - Exceeding ExpectationsDocument3 pages2009 - 07 Cemengal - Exceeding ExpectationsAminur RahmanNo ratings yet
- PPL Internship Report (KFGCS)Document10 pagesPPL Internship Report (KFGCS)Muhammad Usama SaeedNo ratings yet
- Iptc 11497 MS PDocument4 pagesIptc 11497 MS PRalf JonesNo ratings yet
- Cement From SludgeDocument6 pagesCement From SludgeAjay V AJNo ratings yet
- CH 1 Manufacturing Process of CementDocument5 pagesCH 1 Manufacturing Process of CementGaurav GuptaNo ratings yet
- 4 - Liquified Natural GasDocument18 pages4 - Liquified Natural GasjasamaNo ratings yet
- TypicallyDocument1 pageTypicallySagar PatilNo ratings yet
- 2.4.4.1 Lurgi Gasification: Asification RocessesDocument12 pages2.4.4.1 Lurgi Gasification: Asification RocessesKatarina fransiscaNo ratings yet
- Agroni KokbidoniDocument14 pagesAgroni KokbidoniVisi GjNo ratings yet
- Inplant TrainingDocument13 pagesInplant TrainingAnnamalai PalaniappanNo ratings yet
- Hot Mix Asphalt Facilities GuideDocument24 pagesHot Mix Asphalt Facilities GuideANJANI KUMAR SINGHNo ratings yet
- Drying of CoalDocument25 pagesDrying of CoaliimcaemdwNo ratings yet
- A Novel Cryogenic Grinding System For Recycling Scrap Tire PeelsDocument11 pagesA Novel Cryogenic Grinding System For Recycling Scrap Tire Peelssing_rNo ratings yet
- Integrated Gasification Combined Cycle (Igcc) : CharacteristicsDocument4 pagesIntegrated Gasification Combined Cycle (Igcc) : CharacteristicsDanielNo ratings yet
- Comminution Handbook-126-150Document25 pagesComminution Handbook-126-150lucar.bazan.jose.antonioNo ratings yet
- Catalysts: Platinum in OxidationDocument5 pagesCatalysts: Platinum in Oxidationdshree5811No ratings yet
- Solar-generated steam injection using enclosed trough systemsDocument4 pagesSolar-generated steam injection using enclosed trough systemsmohmed abd el magiedNo ratings yet
- MCC v2Document9 pagesMCC v2mauriceNo ratings yet
- 5 107 Vaporizers and DemisterDocument7 pages5 107 Vaporizers and DemisterLeonidas PetrouNo ratings yet
- Effectiveness of Sootblowers in Boilers Thermal Power StationDocument7 pagesEffectiveness of Sootblowers in Boilers Thermal Power Stationdillipsh123No ratings yet
- All Types of Waste IncineratorsDocument12 pagesAll Types of Waste IncineratorsNiyati Mihir PatelNo ratings yet
- Direct ReductionDocument10 pagesDirect Reductionحسن البوبNo ratings yet
- NTPC Ltd. - Simhadri Super Thermal Power Station, Visakhapatnam, Andhra PradeshDocument27 pagesNTPC Ltd. - Simhadri Super Thermal Power Station, Visakhapatnam, Andhra PradeshNiharika KolliNo ratings yet
- 43 Drying of Coal PDFDocument25 pages43 Drying of Coal PDFAdi Gunawan PrasetiaNo ratings yet
- Calcium Hypochlorite Manufacturing Process GuideDocument11 pagesCalcium Hypochlorite Manufacturing Process GuideUditKanoiNo ratings yet
- Maximization of Natural Gas Liquids Production FroDocument9 pagesMaximization of Natural Gas Liquids Production Froerwin_carryNo ratings yet
- Improve Limestone Processing with Horizontal Rotary Cascade PreheatersDocument3 pagesImprove Limestone Processing with Horizontal Rotary Cascade PreheatersD S VenkateshNo ratings yet
- Pneumatic and Fluidized Bed DryersDocument18 pagesPneumatic and Fluidized Bed DryersMALIK ZARYABBABARNo ratings yet
- Maximization of Natural Gas Liquids Production From An Existing Gas PlantDocument9 pagesMaximization of Natural Gas Liquids Production From An Existing Gas PlantFranco Camacho CanchariNo ratings yet
- Maximization of Natural Gas Liquids Production From an Existing GasDocument9 pagesMaximization of Natural Gas Liquids Production From an Existing GasVăn Trường BùiNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Mixing Mill Accumulating Shelf for Intimately Mixing Large BatchesDocument5 pagesMixing Mill Accumulating Shelf for Intimately Mixing Large BatchesEduardo Fernandez DazaNo ratings yet
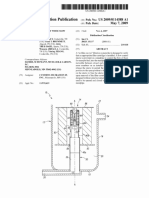
- European Patent Application: Vibratory Flash DryerDocument15 pagesEuropean Patent Application: Vibratory Flash DryerEduardo Fernandez DazaNo ratings yet
- Sleeve Filter Centrifuge with Flexible Dividing WallDocument8 pagesSleeve Filter Centrifuge with Flexible Dividing WallEduardo Fernandez DazaNo ratings yet
- Process Description and Optimization of The Flash Dryers at Polokwane SmelterDocument6 pagesProcess Description and Optimization of The Flash Dryers at Polokwane SmelterEduardo Fernandez DazaNo ratings yet
- GHFGHFDocument5 pagesGHFGHFEduardo Fernandez DazaNo ratings yet
- JHJHDocument6 pagesJHJHEduardo Fernandez DazaNo ratings yet
- GFFHGHDocument4 pagesGFFHGHFernandoNo ratings yet
- GFFHGHDocument4 pagesGFFHGHFernandoNo ratings yet
- GFFHGHDocument4 pagesGFFHGHFernandoNo ratings yet
- Sleeve Filter Centrifuge with Flexible Dividing WallDocument8 pagesSleeve Filter Centrifuge with Flexible Dividing WallEduardo Fernandez DazaNo ratings yet
- Helical-Ribbon Mixer with Improved Mixing Performance and Self-Emptying PropertiesDocument16 pagesHelical-Ribbon Mixer with Improved Mixing Performance and Self-Emptying PropertiesEduardo Fernandez DazaNo ratings yet
- CN 202778326 UDocument7 pagesCN 202778326 UEduardo Fernandez DazaNo ratings yet
- GFDGSDFGDocument23 pagesGFDGSDFGEduardo Fernandez DazaNo ratings yet
- GFDGDFGSDFDocument15 pagesGFDGDFGSDFEduardo Fernandez DazaNo ratings yet
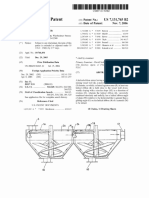
- United States Patent (19) : HightowerDocument5 pagesUnited States Patent (19) : HightowerEduardo Fernandez DazaNo ratings yet
- Capped Disc Protects Hammer Mill RotorDocument15 pagesCapped Disc Protects Hammer Mill RotorEduardo Fernandez DazaNo ratings yet
- TD049001EN 150dpiDocument2 pagesTD049001EN 150dpiEduardo Fernandez DazaNo ratings yet
- .Á Factors - 'R': Vo"r.-Et, LNC-LQ, QZ"Document1 page.Á Factors - 'R': Vo"r.-Et, LNC-LQ, QZ"Eduardo Fernandez DazaNo ratings yet
- GDFGDFGDocument66 pagesGDFGDFGEduardo Fernandez DazaNo ratings yet
- Pin Mill Cruising Terms and ConditionsDocument1 pagePin Mill Cruising Terms and ConditionsEduardo Fernandez DazaNo ratings yet
- ChancadoDocument17 pagesChancadokevin guaoNo ratings yet
- VXCVDocument82 pagesVXCVEduardo Fernandez DazaNo ratings yet
- HFGHFGDocument52 pagesHFGHFGEduardo Fernandez DazaNo ratings yet
- Research Commercial CenterDocument100 pagesResearch Commercial CenterMia S. RetomeNo ratings yet
- Calibration of Refractory Metal Thermocouples Using A Radiation ThermometerDocument14 pagesCalibration of Refractory Metal Thermocouples Using A Radiation ThermometerleonxjhonNo ratings yet
- Solar Project REPORTDocument15 pagesSolar Project REPORTismailNo ratings yet
- Quat KrugerDocument52 pagesQuat Krugerruby0808No ratings yet
- Fed Report On Data CentersDocument4 pagesFed Report On Data Centersthe kingfishNo ratings yet
- Ogjournal20150706 DLDocument136 pagesOgjournal20150706 DLrasyid93No ratings yet
- EHS Compliance Scope of Work for Ather EnergyDocument4 pagesEHS Compliance Scope of Work for Ather EnergyFazal AhmadNo ratings yet
- Marine Propulsion Engines GuideDocument20 pagesMarine Propulsion Engines GuideyoungfpNo ratings yet
- The Concept of Ev S Intelligent Integrated Station and Its Energy FlowDocument29 pagesThe Concept of Ev S Intelligent Integrated Station and Its Energy FlowHorváth PéterNo ratings yet
- 3.electromagnetic Theory NET-JRF VKSDocument31 pages3.electromagnetic Theory NET-JRF VKSSijil SalimNo ratings yet
- Thermochemistry Practice ProblemsDocument3 pagesThermochemistry Practice ProblemsElla BombergerNo ratings yet
- Concentrating Solar Power: Clean Energy For The Electric GridDocument14 pagesConcentrating Solar Power: Clean Energy For The Electric Gridfran01334No ratings yet
- LED Catalog2020Document61 pagesLED Catalog2020VincentNo ratings yet
- An Impedance Source Multi-Level Three Phase Inverter With Common Mode Voltage Elimination and Dead Time CompensationDocument18 pagesAn Impedance Source Multi-Level Three Phase Inverter With Common Mode Voltage Elimination and Dead Time CompensationRadu GodinaNo ratings yet
- Techniques de Commande Des Machines Electriques - Cours Et Problèmes..Document2 pagesTechniques de Commande Des Machines Electriques - Cours Et Problèmes..Tko ToolNo ratings yet
- Label Odner BantexDocument4 pagesLabel Odner Bantexdana setiawanNo ratings yet
- Laydown Light Towers: LED/Metal Halide/LED BalloonDocument2 pagesLaydown Light Towers: LED/Metal Halide/LED BalloonAugusto BellezaNo ratings yet
- Vat Rates enDocument27 pagesVat Rates enpacocastroNo ratings yet
- BLW29Document12 pagesBLW29glow4No ratings yet
- IEC Fuses 5x20 Low Breaking Capacity 5ST Time Lag: DimensionsDocument2 pagesIEC Fuses 5x20 Low Breaking Capacity 5ST Time Lag: DimensionsrNo ratings yet
- CT Essential Products EN PDFDocument159 pagesCT Essential Products EN PDFXavier DomenechNo ratings yet
- Na-S BatteryDocument12 pagesNa-S Batterymeseret simachewNo ratings yet
- 27 UnionfiningDocument2 pages27 Unionfiningali11111No ratings yet