You might also like
- Astm E11-16Document11 pagesAstm E11-16Said MohamedNo ratings yet
- Norma Astm E11Document12 pagesNorma Astm E11Luis Chircca100% (2)
- D2168 21269Document6 pagesD2168 21269D IZomer Oyola-Guzmán100% (1)
- D244Document8 pagesD244samuelNo ratings yet
- Relative Density (Specific Gravity) and Absorption of Coarse AggregateDocument5 pagesRelative Density (Specific Gravity) and Absorption of Coarse AggregateMuhammad Taimur KhanNo ratings yet
- D4221 1518350-1Document4 pagesD4221 1518350-1Joseph Marriott AndersonNo ratings yet
- E177 16066Document9 pagesE177 16066CJPATAGANNo ratings yet
- Automated Extraction of Asphalt Binder From Asphalt MixturesDocument6 pagesAutomated Extraction of Asphalt Binder From Asphalt MixturesJose Luis Contreras RamaycunaNo ratings yet
- Astm D698Document11 pagesAstm D698Mohamed Reda Hussein SengarNo ratings yet
- D-5240 Boulder AggregateDocument3 pagesD-5240 Boulder AggregateUmesh KumarNo ratings yet
- Astm D1558Document3 pagesAstm D1558johan lopez100% (1)
- Astm C 87Document4 pagesAstm C 87mickyfelixNo ratings yet
- ASTM D4402 - D4402M-15 (Reapproved 2022)Document4 pagesASTM D4402 - D4402M-15 (Reapproved 2022)anant1123550% (2)
- Preparing Rock Core As Cylindrical Test Specimens and Verifying Conformance To Dimensional and Shape TolerancesDocument13 pagesPreparing Rock Core As Cylindrical Test Specimens and Verifying Conformance To Dimensional and Shape Tolerancesdeivy ardila100% (2)
- D653 27514 PDFDocument50 pagesD653 27514 PDFJUAN CAMILO VIVARES GÓMEZNo ratings yet
- Description and Identification of Soils (Visual-Manual Procedures)Document13 pagesDescription and Identification of Soils (Visual-Manual Procedures)Inti Glls GmnkNo ratings yet
- Astm D1140 PDFDocument4 pagesAstm D1140 PDFcatalina_tudosa0% (1)
- D7012 19774Document9 pagesD7012 19774christian moncayoNo ratings yet
- D 4867 - D 4867M - 04Document5 pagesD 4867 - D 4867M - 04Luisinho Alvarez ChávezNo ratings yet
- Minimum Requirements For Agencies Testing and Inspecting Road and Paving MaterialsDocument7 pagesMinimum Requirements For Agencies Testing and Inspecting Road and Paving Materialsاحمد علي احمدNo ratings yet
- Astm D4253-2016Document14 pagesAstm D4253-2016Javier Burgos ÐiedrichsNo ratings yet
- D7013D7013M 15Document6 pagesD7013D7013M 15Carlos Guillermo Somoza Alvarenga100% (1)
- Astm D7380 - 15Document3 pagesAstm D7380 - 15guyii86No ratings yet
- D4753 19711 PDFDocument6 pagesD4753 19711 PDFeduardo bonillaNo ratings yet
- D 1557 - 12e1Document14 pagesD 1557 - 12e1Anonymous ctjoMs100% (1)
- Astm D4254-2016Document9 pagesAstm D4254-2016Javier Burgos Ðiedrichs100% (1)
- Astm d5519Document10 pagesAstm d5519Jony Gutiérrez Abanto100% (1)
- Calibration of Laboratory Mechanical-Rammer Soil Compactors: Standard Practices ForDocument6 pagesCalibration of Laboratory Mechanical-Rammer Soil Compactors: Standard Practices ForAbid HussainNo ratings yet
- Astm d6938Document10 pagesAstm d6938elexdosNo ratings yet
- Astm D 2726 - 2014Document4 pagesAstm D 2726 - 2014NazarethNo ratings yet
- Astm D7263 PDFDocument7 pagesAstm D7263 PDFMuhammad AsifNo ratings yet
- Sand Equivalent Value of Soils and Fine Aggregate: Standard Test Method ForDocument10 pagesSand Equivalent Value of Soils and Fine Aggregate: Standard Test Method Formuqeem khan100% (2)
- Astm d4253Document15 pagesAstm d4253Ruddy EspejoNo ratings yet
- Astm C136-19Document5 pagesAstm C136-19bestoon RamadhanNo ratings yet
- Astm C490Document5 pagesAstm C490Horacio ApolayoNo ratings yet
- C566 PDFDocument3 pagesC566 PDFNaura RasyidaNo ratings yet
- Particle-Size Distribution (Gradation) of Soils Using Sieve AnalysisDocument34 pagesParticle-Size Distribution (Gradation) of Soils Using Sieve AnalysisJP SALDAÑANo ratings yet
- Particle-Size Distribution (Gradation) of Fine-Grained Soils Using The Sedimentation (Hydrometer) AnalysisDocument26 pagesParticle-Size Distribution (Gradation) of Fine-Grained Soils Using The Sedimentation (Hydrometer) Analysisjuan pablo100% (1)
- C1140 PDFDocument3 pagesC1140 PDFMyriam Carrera100% (2)
- Water Content of Soil and Rock in Place by Nuclear Methods (Shallow Depth)Document5 pagesWater Content of Soil and Rock in Place by Nuclear Methods (Shallow Depth)Brenda HVNo ratings yet
- Moisture Lnduced Damage: Resistance of Compactad Asphalt Mixture ToDocument8 pagesMoisture Lnduced Damage: Resistance of Compactad Asphalt Mixture ToGabith Quispe ApazaNo ratings yet
- Astm C702 C702M 11Document12 pagesAstm C702 C702M 11Jhaiiler ZlatanNo ratings yet
- Bulk Specific Gravity and Density of Non-Absorptive Compacted Asphalt MixturesDocument4 pagesBulk Specific Gravity and Density of Non-Absorptive Compacted Asphalt MixturesKev SantiagoNo ratings yet
- D76D76M-11 Standard Specification For Tensile Testing Machines For Textiles PDFDocument7 pagesD76D76M-11 Standard Specification For Tensile Testing Machines For Textiles PDFJAVIERNo ratings yet
- Uncompacted Void Content of Fine Aggregate (As Influenced by Particle Shape, Surface Texture, and Grading)Document5 pagesUncompacted Void Content of Fine Aggregate (As Influenced by Particle Shape, Surface Texture, and Grading)Oscar LopezNo ratings yet
- Astm D 4944Document4 pagesAstm D 4944Au C. GacotNo ratings yet
- ASTM D5821 - Standard Test Method For Determining The Percentage of Fractured Particles in Coarse AggregateDocument6 pagesASTM D5821 - Standard Test Method For Determining The Percentage of Fractured Particles in Coarse AggregateGG0% (1)
- Astm E11-13Document9 pagesAstm E11-13Ian Turgo Cabang BangNo ratings yet
- Astm D 6913Document34 pagesAstm D 6913safak kahramanNo ratings yet
- ASTM D6026 - Significant DigitsDocument5 pagesASTM D6026 - Significant Digitsrrb_92100% (1)
- C50 Standard Practice For Sampling, Sample Preparation, Packaging, and Marking of Lime and Limestone ProductsDocument9 pagesC50 Standard Practice For Sampling, Sample Preparation, Packaging, and Marking of Lime and Limestone ProductsEder Dávila100% (1)
- Astm D2726 - 10Document4 pagesAstm D2726 - 10Black GokuNo ratings yet
- Astm E11-13Document9 pagesAstm E11-13OmarMageedNo ratings yet
- Astm E11 - 13Document9 pagesAstm E11 - 13Ali Saleh Saad AL-isawiNo ratings yet
- E11-15 Standard Specification For Woven Wire Test Sieve Cloth and Test SievesDocument9 pagesE11-15 Standard Specification For Woven Wire Test Sieve Cloth and Test SievesJosé Luis Celis TejadaNo ratings yet
- Astm e 11 - 16Document11 pagesAstm e 11 - 16Mạnh XuânNo ratings yet
- E-Cld-6002 - Astm E11Document9 pagesE-Cld-6002 - Astm E11claudiaortizlozaNo ratings yet
- Astm E11 13 PDFDocument9 pagesAstm E11 13 PDFSyv Consultores Asociados100% (2)
- Astm E11Document9 pagesAstm E11Michel BohorquezNo ratings yet
- Woven Wire Test Sieve Cloth and Test Sieves: Standard Specification ForDocument12 pagesWoven Wire Test Sieve Cloth and Test Sieves: Standard Specification ForEliasTalaAllcaNo ratings yet
- Astm F 722 PDFDocument11 pagesAstm F 722 PDFIvan AlanizNo ratings yet
- Astm F 1545Document8 pagesAstm F 1545Ivan Alaniz100% (2)
- C014M PDFDocument4 pagesC014M PDFleo_pio_ochoaNo ratings yet
- A 0732 98 Fundicion Acero C & Aleado CoDocument6 pagesA 0732 98 Fundicion Acero C & Aleado CoIvan AlanizNo ratings yet
- Astm G 88 - 90Document5 pagesAstm G 88 - 90Ivan AlanizNo ratings yet
- A 0709 01 PL Estructural C & Hsla TempladaDocument8 pagesA 0709 01 PL Estructural C & Hsla TempladaIvan AlanizNo ratings yet
- Determining The Susceptibility of Stainless Steels and Related Nickel-Chromium-Iron Alloys To Stress-Corrosion Cracking in Polythionic AcidsDocument3 pagesDetermining The Susceptibility of Stainless Steels and Related Nickel-Chromium-Iron Alloys To Stress-Corrosion Cracking in Polythionic AcidsIvan AlanizNo ratings yet
- Astm F 1183Document4 pagesAstm F 1183Ivan AlanizNo ratings yet
- Astm G 88 PDFDocument27 pagesAstm G 88 PDFIvan AlanizNo ratings yet
- C13330 PDFDocument2 pagesC13330 PDFJose VasquezNo ratings yet
- Astm A 714 (1999) PDFDocument8 pagesAstm A 714 (1999) PDFnisha_khanNo ratings yet
- A 0734 97 PL Recipientes Aleado Hsla TempladaDocument2 pagesA 0734 97 PL Recipientes Aleado Hsla TempladaIvan AlanizNo ratings yet
- A 0723 99 Forja Acero Aleado Alta PresionDocument4 pagesA 0723 99 Forja Acero Aleado Alta PresionIvan AlanizNo ratings yet
- A 0703 01 Fundicion Acero Presion Requisitos GDocument14 pagesA 0703 01 Fundicion Acero Presion Requisitos GIvan AlanizNo ratings yet
- A 0841 01 PL Recipiente TMCPDocument6 pagesA 0841 01 PL Recipiente TMCPIvan AlanizNo ratings yet
- A 0841 01 PL Recipiente TMCPDocument6 pagesA 0841 01 PL Recipiente TMCPIvan AlanizNo ratings yet
- A833-1996-OCR-Standard Practice For Indentation Hardness of Metallic Materials by Comparison Hardness Testers PDFDocument2 pagesA833-1996-OCR-Standard Practice For Indentation Hardness of Metallic Materials by Comparison Hardness Testers PDFMohamed Ahmed MaherNo ratings yet
- A 0898 01 Inspeccion Ut Pulsoeco Perfil EstructuralDocument3 pagesA 0898 01 Inspeccion Ut Pulsoeco Perfil EstructuralIvan AlanizNo ratings yet
- A 0829 00 PL Acero Estructural AleadoDocument4 pagesA 0829 00 PL Acero Estructural AleadoIvan AlanizNo ratings yet
- A 0830 00 PL Estructural Acero X ComposicionDocument4 pagesA 0830 00 PL Estructural Acero X ComposicionIvan AlanizNo ratings yet
- A 0808 00 Acero Estructural Microa TenazDocument2 pagesA 0808 00 Acero Estructural Microa TenazIvan AlanizNo ratings yet
- A 0832 99 PL Recipiente CR Mo VDocument4 pagesA 0832 99 PL Recipiente CR Mo VIvan AlanizNo ratings yet
- A 0913 01 Perfil Estructural Hsla DuroDocument4 pagesA 0913 01 Perfil Estructural Hsla DuroIvan AlanizNo ratings yet
- A 0822 00 Tubin Acero C Sistema HidraulicoDocument3 pagesA 0822 00 Tubin Acero C Sistema HidraulicoIvan AlanizNo ratings yet
- A800-2001-OCR-Standard Practice For Steel Casting, Austenitic Alloy, Estimating Ferrite Content Thereof PDFDocument6 pagesA800-2001-OCR-Standard Practice For Steel Casting, Austenitic Alloy, Estimating Ferrite Content Thereof PDFMohamed Ahmed MaherNo ratings yet
- A 0941 01 Terminologia Aleacion Inoxidable FerroaDocument7 pagesA 0941 01 Terminologia Aleacion Inoxidable FerroaIvan AlanizNo ratings yet
- A 0815 01 Conexion Tuberia Inox PDFDocument7 pagesA 0815 01 Conexion Tuberia Inox PDFIvan AlanizNo ratings yet
- A 999 PDFDocument10 pagesA 999 PDFmilecsaNo ratings yet
- A 0967 01 Pasivacion Partes Acero InoxDocument7 pagesA 0967 01 Pasivacion Partes Acero InoxIvan AlanizNo ratings yet
- A 0945 00 PL Estructural Hsla Controlada SoldabilidadDocument3 pagesA 0945 00 PL Estructural Hsla Controlada SoldabilidadIvan AlanizNo ratings yet
- Asbestos Cement Pressure Pipes and Joints - Specification: Indian StandardDocument15 pagesAsbestos Cement Pressure Pipes and Joints - Specification: Indian StandardsuryatejaNo ratings yet
- Hypochloride Skid Punch List 27augDocument3 pagesHypochloride Skid Punch List 27augSiriepathi SeetharamanNo ratings yet
- Api 4 FDocument84 pagesApi 4 FDaniel Arturo Acosta AlvarezNo ratings yet
- HRSG Inspection ServicesDocument4 pagesHRSG Inspection Servicesvasilev_darkoNo ratings yet
- Crosshole Testing D6760-14.17145 PDFDocument7 pagesCrosshole Testing D6760-14.17145 PDFAndres100% (1)
- Atlas Machine & Supply, Inc Quality - ManualDocument26 pagesAtlas Machine & Supply, Inc Quality - ManualBo DoNo ratings yet
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
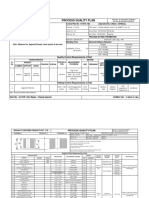
- Production Control Plan 4111078Document10 pagesProduction Control Plan 4111078Yogesh PatilNo ratings yet
- Procurement of 07 Wellhead CompressorsDocument10 pagesProcurement of 07 Wellhead CompressorsMihirduttaNo ratings yet
- Wis 4 34 04 PDFDocument16 pagesWis 4 34 04 PDFNitinNo ratings yet
- Manual Arc Welding of Carbon Steel and AlloysDocument23 pagesManual Arc Welding of Carbon Steel and AlloysathulpcucekNo ratings yet
- Evidence PlanDocument7 pagesEvidence PlanJaypee AturoNo ratings yet
- Mechanical Engineer ResumeDocument17 pagesMechanical Engineer ResumegiasNo ratings yet
- Pipeline Tehnology Journal-1-2018 PDFDocument80 pagesPipeline Tehnology Journal-1-2018 PDFtaufiqsaidinNo ratings yet
- Charlte Hutchison Managing of Temporary Works Construction April 2018Document62 pagesCharlte Hutchison Managing of Temporary Works Construction April 2018Elsayed ElberryNo ratings yet
- Iec 61400 22 PDF FreeDocument59 pagesIec 61400 22 PDF FreeCliffordWellnerNo ratings yet
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDocument5 pagesWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraNo ratings yet
- 1 - REV Method Statement For Generator SetDocument13 pages1 - REV Method Statement For Generator SetAyda JohariNo ratings yet
- Steel Forgings Specification GuideDocument36 pagesSteel Forgings Specification GuidekarthiprojectsNo ratings yet
- Licensing Requirements for Concrete Testing Labs in MassachusettsDocument40 pagesLicensing Requirements for Concrete Testing Labs in MassachusettskghlkhglkghklNo ratings yet
- API 510 - Pressure Vessel Inspector Training - RINADocument3 pagesAPI 510 - Pressure Vessel Inspector Training - RINARajdeep SinghNo ratings yet
- Quality Assurance Manual For CpaDocument21 pagesQuality Assurance Manual For CpaJoan FranciscoNo ratings yet
- Checklist For SS TankDocument2 pagesChecklist For SS TankRanjan KumarNo ratings yet
- 28 - Hofmann - Trackpads Brochure - A4Document4 pages28 - Hofmann - Trackpads Brochure - A4Jorge Villalobos100% (1)
- Report WritingDocument6 pagesReport WritingPurushotham MPNo ratings yet
- Smart: NDE 4.0 in Manufacturing: Challenges and Opportunities For NDE in The 21st CenturyDocument10 pagesSmart: NDE 4.0 in Manufacturing: Challenges and Opportunities For NDE in The 21st CenturyHyujeii MceNo ratings yet
- Method Statement - GI ConduitDocument8 pagesMethod Statement - GI ConduitPrabhim NairNo ratings yet
- JGC Arabia LTD.: Drawin and Do UM NT Ransmi ADocument26 pagesJGC Arabia LTD.: Drawin and Do UM NT Ransmi AElezer BatchoNo ratings yet
- 52 Pac RBTDocument32 pages52 Pac RBTsoutrick BaruiNo ratings yet
- Title: Table of Contents Section: QM 0.1: Quality Manual As Per ICH GuidelinesDocument21 pagesTitle: Table of Contents Section: QM 0.1: Quality Manual As Per ICH GuidelinesbpharmbaNo ratings yet