You might also like
- Lignocellulosic Polymer Composites: Processing, Characterization, and PropertiesFrom EverandLignocellulosic Polymer Composites: Processing, Characterization, and PropertiesNo ratings yet
- A Review On Chemical and Physical Properties of Natural Fiber Reinforced CompositesDocument13 pagesA Review On Chemical and Physical Properties of Natural Fiber Reinforced CompositesIAEME PublicationNo ratings yet
- Syaubari Seminar5Document6 pagesSyaubari Seminar5Jesús SilvaNo ratings yet
- 1 Helmet DesignDocument37 pages1 Helmet DesignpramodassNo ratings yet
- 02 Bio CompositeDocument8 pages02 Bio CompositeMD Sunjin AhsunNo ratings yet
- Fibre ExtractionDocument40 pagesFibre ExtractionUzoma EmekaNo ratings yet
- Protecting Workers' HeadsDocument8 pagesProtecting Workers' HeadsUtkarsh MishraNo ratings yet
- Jeas 0820 8278Document9 pagesJeas 0820 8278ENG AIK LIMNo ratings yet
- Hybrid Reinforced Composite Material From Garbage To BiomaterialsDocument4 pagesHybrid Reinforced Composite Material From Garbage To BiomaterialsPrayogi WicaksanaNo ratings yet
- 2010 ArticleDocument14 pages2010 ArticleShojen MnemsaiNo ratings yet
- Preparation and Characterization of Biodegradable Plastic Film From Starch Enriched TubersDocument5 pagesPreparation and Characterization of Biodegradable Plastic Film From Starch Enriched Tubersjadeshades12No ratings yet
- EJCHEM - Volume 62 - Issue 4 - Pages 751-766Document16 pagesEJCHEM - Volume 62 - Issue 4 - Pages 751-766Lamia Nour Ben abdelrahmenNo ratings yet
- 1 Biodegradable Polymersfor Sustainable Packaging ApplicationsDocument12 pages1 Biodegradable Polymersfor Sustainable Packaging ApplicationswareenNo ratings yet
- Rice Starch-Based Biodegradable Films Properties EnhancementDocument32 pagesRice Starch-Based Biodegradable Films Properties EnhancementThanhTung NguyenNo ratings yet
- Jute Fiber AssignmentDocument4 pagesJute Fiber AssignmentSharifur Rahman FaheemNo ratings yet
- Novianti 2019 J. Phys. Conf. Ser. 1211 012048Document8 pagesNovianti 2019 J. Phys. Conf. Ser. 1211 012048via_haditomoNo ratings yet
- Materials Today Chemistry: S. Gopi, P. Balakrishnan, D. Chandradhara, D. Poovathankandy, S. ThomasDocument20 pagesMaterials Today Chemistry: S. Gopi, P. Balakrishnan, D. Chandradhara, D. Poovathankandy, S. ThomasSuman SahaNo ratings yet
- MycofabricationofMycelium BasedLeatherfromBrownDocument20 pagesMycofabricationofMycelium BasedLeatherfromBrownyoussef ben salemNo ratings yet
- Natural Fiber Composites: Properties and Applications of Coir FiberDocument23 pagesNatural Fiber Composites: Properties and Applications of Coir FiberClassic PrintersNo ratings yet
- Tensile and Wear Behavior of Calotropis Gigentea Fruit Fiber Reinforced Polyester CompositesDocument5 pagesTensile and Wear Behavior of Calotropis Gigentea Fruit Fiber Reinforced Polyester CompositesSahlu Klemewerk DagetNo ratings yet
- Process Ability Enhancementof False Banana Fibrefor Rural DevelopmentDocument11 pagesProcess Ability Enhancementof False Banana Fibrefor Rural DevelopmentWendmagegn Assefa RasNo ratings yet
- Characterization of Potato Peel Starch-Based Bioplastic Reinforced With Banana Pseudostem Cellulose For Packaging ApplicationsDocument12 pagesCharacterization of Potato Peel Starch-Based Bioplastic Reinforced With Banana Pseudostem Cellulose For Packaging ApplicationsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Effect of Coconut Fiber Reinforcement On Mechanical Properties of Corn Starch BioplasticsDocument5 pagesEffect of Coconut Fiber Reinforcement On Mechanical Properties of Corn Starch BioplasticsMark Junnel PascuaNo ratings yet
- A Review On Biocomposites and Bioresin Based Composites For Potential Industrial ApplicationsDocument10 pagesA Review On Biocomposites and Bioresin Based Composites For Potential Industrial ApplicationsEchebiri CollinsNo ratings yet
- Study of Mechanical Behaviour of Coconut Shell Reinforced Polymer Matrix CompositeDocument6 pagesStudy of Mechanical Behaviour of Coconut Shell Reinforced Polymer Matrix CompositeRing MasterNo ratings yet
- 93 Ijmperdapr201893Document8 pages93 Ijmperdapr201893TJPRC PublicationsNo ratings yet
- Bio-polymers Matrix MaterialsDocument29 pagesBio-polymers Matrix Materialsaashi_seetharamNo ratings yet
- Properties and Potential of Bio Fibres Bio Binders (1)Document9 pagesProperties and Potential of Bio Fibres Bio Binders (1)PG21 REGAZA, Jeanna Mae P.No ratings yet
- Group No.11 - Manuscript (IEEE)Document6 pagesGroup No.11 - Manuscript (IEEE)Prof L. OblisamyNo ratings yet
- Properties and Applications of Citric Acid Crosslinked Banana Fibre-Wheat Gluten FilmsDocument21 pagesProperties and Applications of Citric Acid Crosslinked Banana Fibre-Wheat Gluten FilmsPermit RathNo ratings yet
- Optimization of Bioplastics Tensile StrengthDocument8 pagesOptimization of Bioplastics Tensile StrengthhmossNo ratings yet
- A Study of Banana Fiber A Review IJSRDV6Document5 pagesA Study of Banana Fiber A Review IJSRDV6Daniella Izabelle SaguinNo ratings yet
- Biocomposites of Alfa Fibers Dispersed in The Mater-Bi® Type BioplasticDocument35 pagesBiocomposites of Alfa Fibers Dispersed in The Mater-Bi® Type BioplastichanjunyieeNo ratings yet
- 2021-Development and Characterization of Biodegradable Starch-Based Fibre by Wet ExtrusionDocument13 pages2021-Development and Characterization of Biodegradable Starch-Based Fibre by Wet ExtrusionMuhammad Bilal QadirNo ratings yet
- Vegetal Fibers in Composite Materials - Advantages and LimitationsDocument20 pagesVegetal Fibers in Composite Materials - Advantages and Limitationsbogdan marianNo ratings yet
- Enzyme pretreatment vs singeing on cotton fabricDocument6 pagesEnzyme pretreatment vs singeing on cotton fabricmd.jewel ranaNo ratings yet
- Mechanical Properties Hybrid Fiber CompositesDocument6 pagesMechanical Properties Hybrid Fiber CompositesTeja shivraj DandeNo ratings yet
- RitupayalbookchapterDocument16 pagesRitupayalbookchapterSi DoNo ratings yet
- Paper 7Document13 pagesPaper 7RakeshconclaveNo ratings yet
- Bioplastics Synthesis Based On Sorghum-Eucheuma Spinosum Modified With Sorghum Stalk PowderDocument11 pagesBioplastics Synthesis Based On Sorghum-Eucheuma Spinosum Modified With Sorghum Stalk Powderm222000No ratings yet
- Review On Bioplastic From Cassava StarchDocument5 pagesReview On Bioplastic From Cassava StarchIJRASETPublicationsNo ratings yet
- BBB 324Document25 pagesBBB 324Nicoleta UngureanuNo ratings yet
- Ijmet 09 03 009 PDFDocument6 pagesIjmet 09 03 009 PDFShahid sayyadNo ratings yet
- FibersPolymers-Amiandamhenetal 2020Document14 pagesFibersPolymers-Amiandamhenetal 2020javiergagocampusanoNo ratings yet
- Study On Mechanical Behaviour of Sugarcane Bagasse Fiber Reinforced Polymer Matrix CompositesDocument9 pagesStudy On Mechanical Behaviour of Sugarcane Bagasse Fiber Reinforced Polymer Matrix CompositesYasir Aneuk WeldingNo ratings yet
- Report On Bio Composites2Document18 pagesReport On Bio Composites2Shubham GunnalNo ratings yet
- Morphological and Mechanical Behavior of Sugarcane Bagasse Fibers Reinforced Polyester Eco-Friendly BiocompositesDocument6 pagesMorphological and Mechanical Behavior of Sugarcane Bagasse Fibers Reinforced Polyester Eco-Friendly BiocompositesMechanical Engg. Alagappa Poly College,KaraikudiNo ratings yet
- The Efficacy of Cassava Starch, Jackfruit Seed and Glycerin in Making BioplasticsDocument21 pagesThe Efficacy of Cassava Starch, Jackfruit Seed and Glycerin in Making BioplasticsJephkimberly TagleNo ratings yet
- Development of Rice Husk and Egg Shell Fillers in Polymer Composites A ReviewDocument3 pagesDevelopment of Rice Husk and Egg Shell Fillers in Polymer Composites A ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- JETIR2107134Document9 pagesJETIR2107134Yong WeiteckNo ratings yet
- Lignin Cellulose Ang HemicelluloseDocument25 pagesLignin Cellulose Ang HemicelluloseLAWRENCE MANUELNo ratings yet
- Analysis of Mechanical Properties of Natural Waste Particle Reinforced Polymer CompositesDocument10 pagesAnalysis of Mechanical Properties of Natural Waste Particle Reinforced Polymer CompositesGODWIN GNo ratings yet
- Bio CompositesDocument26 pagesBio CompositesVeeresh MudnoorNo ratings yet
- 2018-Effect of PVA On Mechanical Properties of Tapioca Starch Reinforced Coconut Fiber Biopolymer Composite PDFDocument5 pages2018-Effect of PVA On Mechanical Properties of Tapioca Starch Reinforced Coconut Fiber Biopolymer Composite PDFSlim ShaddysNo ratings yet
- Bio 1Document14 pagesBio 1Mitu MustazirNo ratings yet
- Conf 15325 1550052824 28.IJMPERD - Venkatrao PDFDocument16 pagesConf 15325 1550052824 28.IJMPERD - Venkatrao PDFVamsi KrishnaNo ratings yet
- IOP Conference Series: Materials Science and Engineering - Physical Properties of Bio-Composite Board Reinforced with Shell Particle and Coconut FiberDocument9 pagesIOP Conference Series: Materials Science and Engineering - Physical Properties of Bio-Composite Board Reinforced with Shell Particle and Coconut FiberKristel ComitanNo ratings yet
- Environment Friendly Composite Materials: Biocomposites and Green CompositesDocument18 pagesEnvironment Friendly Composite Materials: Biocomposites and Green CompositesClaudia UngureanuNo ratings yet
- Jute/Coir/Banana Fiber Reinforced Bio-Composites: Critical Review of Design, Fabrication, Properties and ApplicationsDocument6 pagesJute/Coir/Banana Fiber Reinforced Bio-Composites: Critical Review of Design, Fabrication, Properties and ApplicationsGowda KadurNo ratings yet
- Purification of Biogas at Domestic LevelDocument2 pagesPurification of Biogas at Domestic LevelIJAMTESNo ratings yet
- Experimentation and Optimization of Sugar Cane Bagasse (SCB) Dust Reinforced Epoxy Based CompositeDocument10 pagesExperimentation and Optimization of Sugar Cane Bagasse (SCB) Dust Reinforced Epoxy Based CompositeIJAMTESNo ratings yet
- Effect of Various Parameters On Engine Performance and Emissions For A Single Cylinder VCR Diesel EngineDocument6 pagesEffect of Various Parameters On Engine Performance and Emissions For A Single Cylinder VCR Diesel EngineIJAMTESNo ratings yet
- Artificial Intelligence and RoboticsDocument6 pagesArtificial Intelligence and RoboticsIJAMTESNo ratings yet
- A Study of Smart Materials, Classification and Applications: A ReviewDocument6 pagesA Study of Smart Materials, Classification and Applications: A ReviewIJAMTES0% (1)
- Biogas: Challenges & OpportunitiesDocument4 pagesBiogas: Challenges & OpportunitiesIJAMTESNo ratings yet
- Optimization of Process Parameters in Injection-Molding by Recent Methods For Optimization - Literature ReviewDocument12 pagesOptimization of Process Parameters in Injection-Molding by Recent Methods For Optimization - Literature ReviewIJAMTESNo ratings yet
- Atomic & Nuclear BatteryDocument6 pagesAtomic & Nuclear BatteryIJAMTESNo ratings yet
- Role of Ergonomics in Industry: A ReviewDocument8 pagesRole of Ergonomics in Industry: A ReviewIJAMTESNo ratings yet
- A Review of Plastic Waste Recycling With The Help of Mechanical and Chemical TechnologyDocument6 pagesA Review of Plastic Waste Recycling With The Help of Mechanical and Chemical TechnologyIJAMTESNo ratings yet
- Solar Based Vapour Absorption Refrigeration SystemDocument4 pagesSolar Based Vapour Absorption Refrigeration SystemIJAMTESNo ratings yet
- Building Simulation and Energy ModelingDocument8 pagesBuilding Simulation and Energy ModelingIJAMTESNo ratings yet
- Experimental Study of Solar Water Distillation by Parabolic CollectorDocument5 pagesExperimental Study of Solar Water Distillation by Parabolic CollectorIJAMTESNo ratings yet
- Solar-Driven Refrigeration SystemDocument7 pagesSolar-Driven Refrigeration SystemIJAMTESNo ratings yet
- Direct Utilization of Geothermal EnergyDocument7 pagesDirect Utilization of Geothermal EnergyIJAMTESNo ratings yet
- Hydrogen: Fue of FutureDocument8 pagesHydrogen: Fue of FutureIJAMTESNo ratings yet
- Solar Water Purification Using Evacuated TubesDocument4 pagesSolar Water Purification Using Evacuated TubesIJAMTESNo ratings yet
- Embedded Systems in AutomobilesDocument6 pagesEmbedded Systems in AutomobilesIJAMTESNo ratings yet
- A Study of Quality Management System ISO 9001:2015 With Industrial ApplicationDocument5 pagesA Study of Quality Management System ISO 9001:2015 With Industrial ApplicationIJAMTESNo ratings yet
- Design and Analysis of Disk BrakeDocument4 pagesDesign and Analysis of Disk BrakeIJAMTESNo ratings yet
- Storing Solar Energy in The Form of Compressed Air Energy and Release To Generate ElectricityDocument6 pagesStoring Solar Energy in The Form of Compressed Air Energy and Release To Generate ElectricityIJAMTESNo ratings yet
- Floating ConcreteDocument5 pagesFloating ConcreteIJAMTESNo ratings yet
- Analysis of Perforated Fins Through Convective Heat Transfer: A ReviewDocument6 pagesAnalysis of Perforated Fins Through Convective Heat Transfer: A ReviewIJAMTESNo ratings yet
- A Study of Noise Control in IC EngineDocument5 pagesA Study of Noise Control in IC EngineIJAMTESNo ratings yet
- A Survey of Vitality Proficient Procedures For 5G System and Difficulties AheadDocument10 pagesA Survey of Vitality Proficient Procedures For 5G System and Difficulties AheadIJAMTESNo ratings yet
- Divestment of Air CarDocument4 pagesDivestment of Air CarIJAMTESNo ratings yet
- Fuel Cell:-Future of Energy SourceDocument3 pagesFuel Cell:-Future of Energy SourceIJAMTESNo ratings yet
- Storage of Electricity in The Form of Gravitational EnergyDocument5 pagesStorage of Electricity in The Form of Gravitational EnergyIJAMTESNo ratings yet
- Automated Bottle Filling System by Using PLCDocument4 pagesAutomated Bottle Filling System by Using PLCIJAMTESNo ratings yet
- Factors Affecting Job Satisfaction of EngineersDocument35 pagesFactors Affecting Job Satisfaction of Engineerslingg8850% (2)
- Electric Vehicles PresentationDocument10 pagesElectric Vehicles PresentationKhagesh JoshNo ratings yet
- Global Supplier Quality Manual SummaryDocument23 pagesGlobal Supplier Quality Manual SummarydywonNo ratings yet
- License Key Windows 8Document7 pagesLicense Key Windows 8Juned FahriNo ratings yet
- A COIN FOR A BETTER WILDLIFEDocument8 pagesA COIN FOR A BETTER WILDLIFEDragomir DanielNo ratings yet
- Merah Putih Restaurant MenuDocument5 pagesMerah Putih Restaurant MenuGirie d'PrayogaNo ratings yet
- Transpetro V 5 PDFDocument135 pagesTranspetro V 5 PDFadityamduttaNo ratings yet
- Kepler's Law 600 Years Before KeplerDocument7 pagesKepler's Law 600 Years Before KeplerJoe NahhasNo ratings yet
- 2nd YearDocument5 pages2nd YearAnbalagan GNo ratings yet
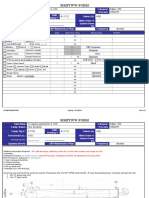
- Simptww S-1105Document3 pagesSimptww S-1105Vijay RajaindranNo ratings yet
- Interpersonal Communication LPDocument3 pagesInterpersonal Communication LPprincesslove.taduraNo ratings yet
- Dealer DirectoryDocument83 pagesDealer DirectorySportivoNo ratings yet
- Round Rock Independent School District: Human ResourcesDocument6 pagesRound Rock Independent School District: Human Resourcessho76er100% (1)
- A1. Coordinates System A2. Command Categories: (Exit)Document62 pagesA1. Coordinates System A2. Command Categories: (Exit)Adriano P.PrattiNo ratings yet
- Reduce Home Energy Use and Recycling TipsDocument4 pagesReduce Home Energy Use and Recycling Tipsmin95No ratings yet
- Surrender Deed FormDocument2 pagesSurrender Deed FormADVOCATE SHIVAM GARGNo ratings yet
- Miss Daydreame1Document1 pageMiss Daydreame1Mary Joy AlbandiaNo ratings yet
- Unofficial Transcript - Printer FriendlyDocument4 pagesUnofficial Transcript - Printer Friendlyapi-251794642No ratings yet
- It ThesisDocument59 pagesIt Thesisroneldayo62100% (2)
- NetZoom Pro v15 Install GuideDocument81 pagesNetZoom Pro v15 Install Guidescribd!!No ratings yet
- Kargil Untold StoriesDocument214 pagesKargil Untold StoriesSONALI KUMARINo ratings yet
- English: Quarter 1 - Module 1Document16 pagesEnglish: Quarter 1 - Module 1Ryze100% (1)
- Monetbil Payment Widget v2.1 enDocument7 pagesMonetbil Payment Widget v2.1 enDekassNo ratings yet
- IC 4060 Design NoteDocument2 pagesIC 4060 Design Notemano012No ratings yet
- Platform Tests Forj Udging Quality of MilkDocument10 pagesPlatform Tests Forj Udging Quality of MilkAbubaker IbrahimNo ratings yet
- MAY-2006 International Business Paper - Mumbai UniversityDocument2 pagesMAY-2006 International Business Paper - Mumbai UniversityMAHENDRA SHIVAJI DHENAKNo ratings yet
- Chapter 8, Problem 7PDocument2 pagesChapter 8, Problem 7Pmahdi najafzadehNo ratings yet
- Application Performance Management Advanced For Saas Flyer PDFDocument7 pagesApplication Performance Management Advanced For Saas Flyer PDFIrshad KhanNo ratings yet
- FOL Predicate LogicDocument23 pagesFOL Predicate LogicDaniel Bido RasaNo ratings yet
- RFID Sticker and and Card Replacement 2019 PDFDocument1 pageRFID Sticker and and Card Replacement 2019 PDFJessamyn DimalibotNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisFrom EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Practical Process Control for Engineers and TechniciansFrom EverandPractical Process Control for Engineers and TechniciansRating: 5 out of 5 stars5/5 (3)
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsFrom EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottRating: 4 out of 5 stars4/5 (6)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Fragrance Chemistry: The Science of the Sense of SmellFrom EverandFragrance Chemistry: The Science of the Sense of SmellRating: 3 out of 5 stars3/5 (2)