You might also like
- Formulario Engranes RectosDocument13 pagesFormulario Engranes RectosDanielNo ratings yet
- PRC-SST-008 Procedimiento de Adquisiciones y ComprasDocument5 pagesPRC-SST-008 Procedimiento de Adquisiciones y ComprasKate Howard0% (2)
- Diagrama Hierro-CarbonoDocument64 pagesDiagrama Hierro-CarbonoDaniel67% (3)
- SpanishTrainingManual PDFDocument206 pagesSpanishTrainingManual PDFJuan José Matos Ch100% (3)
- La PasteurizaciónDocument17 pagesLa PasteurizaciónDanielNo ratings yet
- Lineas de Investigacion UCDocument2 pagesLineas de Investigacion UCfelimonNo ratings yet
- Ficha Tecnica de Maquinaria1Document7 pagesFicha Tecnica de Maquinaria1Augusto BellezaNo ratings yet
- Practica ..Document12 pagesPractica ..NOELIA DIAZ PACONo ratings yet
- Cuestionario TrefiladoDocument4 pagesCuestionario TrefiladoMireya Luctuala100% (1)
- Tabla de RendimientosDocument26 pagesTabla de RendimientosJesús Valladares RosalesNo ratings yet
- Tratamientos TermomecánicosDocument13 pagesTratamientos TermomecánicosGonzález Ruiz Luis AngelNo ratings yet
- 6º Clase - SulfurosDocument49 pages6º Clase - SulfurosKarla Reyna PelaezNo ratings yet
- Aceros IndeformablesDocument16 pagesAceros IndeformablesAlois Junior Hernandez SanchezNo ratings yet
- Formulario Forjado Extrusion y LaminadoDocument8 pagesFormulario Forjado Extrusion y LaminadoAnthony9596No ratings yet
- Dou Yu No Da WeDocument31 pagesDou Yu No Da WeleduanNo ratings yet
- Transf Calor La CondensacionDocument13 pagesTransf Calor La CondensacionGustavo HRNo ratings yet
- Practica de Lab. #12 Proceso de RepujadoDocument9 pagesPractica de Lab. #12 Proceso de RepujadoEmerson SivinchaNo ratings yet
- Diagrama de Proceso Anodizado AluminioDocument1 pageDiagrama de Proceso Anodizado AluminioLuis Antonio Choque LunaNo ratings yet
- MandrinadoDocument12 pagesMandrinadoKevin DNo ratings yet
- Calibracion Del RotametroDocument6 pagesCalibracion Del RotametroIsrael Paez SanchezNo ratings yet
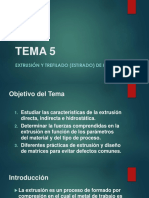
- Tema 5Document85 pagesTema 5Kevin RodriguezNo ratings yet
- Practica MetalografiaDocument17 pagesPractica MetalografiaAlexis AlvarezNo ratings yet
- Curvas características de máquina soldadoraDocument2 pagesCurvas características de máquina soldadoraChavaAguilarNo ratings yet
- Ejercicios Fenómenos Parcial (Recuperado Automáticamente) - EJERCICIOS FENÓMENOS PARCIAL #1 - StuDocuDocument1 pageEjercicios Fenómenos Parcial (Recuperado Automáticamente) - EJERCICIOS FENÓMENOS PARCIAL #1 - StuDocuAntonio CortezNo ratings yet
- Tablas de ProcesosDocument5 pagesTablas de ProcesosYeifry FelipeNo ratings yet
- Obtención de La Potencia Requerida Por El MolinoDocument6 pagesObtención de La Potencia Requerida Por El MolinoDiego Alonso Alejandro AguilarNo ratings yet
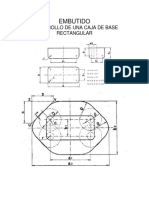
- Embutido Caja RectangularDocument5 pagesEmbutido Caja RectangularJuank AlmeidaNo ratings yet
- Análisis de propiedades mecánicas de aleaciones de cobre y aluminio mediante CESDocument11 pagesAnálisis de propiedades mecánicas de aleaciones de cobre y aluminio mediante CESGERSON ANDRES POZO VERANo ratings yet
- Soldadura OxigasDocument5 pagesSoldadura OxigasCelica Peña EspinozaNo ratings yet
- Dureza y Resilencia Tratamientos TermicosDocument19 pagesDureza y Resilencia Tratamientos TermicosAlvaro CcapatintaNo ratings yet
- Informe - Centro de Mecanizado CNCDocument6 pagesInforme - Centro de Mecanizado CNCRafael ChaparroNo ratings yet
- Informe Difusi NDocument13 pagesInforme Difusi NDiego CuellarNo ratings yet
- Check List PozosDocument7 pagesCheck List PozosJhonny Omar Bochaga Hernandez0% (1)
- Ejercicios de medidas de agujeros y ejesDocument1 pageEjercicios de medidas de agujeros y ejesRafael Sánchez DuránNo ratings yet
- Ensayo de Embutido-Mc 214Document6 pagesEnsayo de Embutido-Mc 214H Rivera Oki AntonioNo ratings yet
- Ejercicio Cori de 17 A 19Document4 pagesEjercicio Cori de 17 A 19Dennnis vargasNo ratings yet
- Tarea 19Document7 pagesTarea 19AlexNo ratings yet
- Soldadura Por Arco Sumergido SAWDocument14 pagesSoldadura Por Arco Sumergido SAWEdwin Patricio Aucancela Yuquilema0% (1)
- Aprovechamiento Del Calor en Una CalderaDocument3 pagesAprovechamiento Del Calor en Una CalderaJG Ramirez MNo ratings yet
- Informe Prueba de ChispaDocument9 pagesInforme Prueba de ChispaIanDimitriNo ratings yet
- Cálculo de Muelles HelicoidalesDocument22 pagesCálculo de Muelles HelicoidalesJosepBravoDávila100% (1)
- Envases y embalajes: materialesDocument5 pagesEnvases y embalajes: materialesJairoNo ratings yet
- Practica 3 - Sistema de MediciónDocument10 pagesPractica 3 - Sistema de Mediciónitalo mayuber mendoza velezNo ratings yet
- Ficha Tecnica Maquina Sprague 37 - 1Document1 pageFicha Tecnica Maquina Sprague 37 - 1JOHN ALAYONNo ratings yet
- Crisoles CatalogoDocument5 pagesCrisoles CatalogoJairo TovarNo ratings yet
- Aleaciones Al-MnDocument20 pagesAleaciones Al-MnJorge ArellanoNo ratings yet
- Deber de CartografiaDocument3 pagesDeber de CartografiaGuillermo AsquiNo ratings yet
- Durómetro Analógico NT PDFDocument2 pagesDurómetro Analógico NT PDFRepresentaciones y Distribuciones FALNo ratings yet
- Horno de CampanaDocument20 pagesHorno de Campanaalba rondon100% (2)
- La Curva de La BañeraDocument4 pagesLa Curva de La Bañera¡Oolong en Calzones100% (1)
- Confiabilidad 1Document51 pagesConfiabilidad 1Miguel Alessandro Avalos ParoyNo ratings yet
- Balance de Energía 2017Document35 pagesBalance de Energía 2017Mirian Tullume GarayNo ratings yet
- Mfi - Viscosidad CinematicaDocument13 pagesMfi - Viscosidad CinematicaEdwin Angel Solis VitorNo ratings yet
- Guia de Procesos de ConformadoDocument13 pagesGuia de Procesos de ConformadoOsmanLópezNo ratings yet
- Analisis Granulometrico - Chancado - UNMSMDocument33 pagesAnalisis Granulometrico - Chancado - UNMSMJesús PieroNo ratings yet
- Informe Manejo Del MultimetroDocument7 pagesInforme Manejo Del MultimetroCristian FonsecaNo ratings yet
- Constante Elástica Del Resorte Lab Fis IIDocument8 pagesConstante Elástica Del Resorte Lab Fis IILiliana Karen BQNo ratings yet
- RockwellDocument2 pagesRockwellHansc Condori100% (1)
- Problemas de Ensamble y Resistencia MecánicaDocument7 pagesProblemas de Ensamble y Resistencia MecánicaJoaquin Gutierrez EncizoNo ratings yet
- SAW. Soldeo por arco sumergidoDocument21 pagesSAW. Soldeo por arco sumergidoAntonio GarciaNo ratings yet
- Balance Diferencial de Masa y Energía. Frannymar AguileraDocument28 pagesBalance Diferencial de Masa y Energía. Frannymar AguileraFernando José Riveiro0% (1)
- Presentación SAWDocument32 pagesPresentación SAWJuan Luis Ferret100% (1)
- Unidad 3-2 Deformacion PlasticaDocument23 pagesUnidad 3-2 Deformacion PlasticaJorge Martin Flores NarvaezNo ratings yet
- Fundamento Teorico Ensayo RockwellDocument9 pagesFundamento Teorico Ensayo RockwellPaul CarcasiNo ratings yet
- Fabricacion de BalasDocument3 pagesFabricacion de BalasJhamilRiosOrdoñezNo ratings yet
- Informe Deformacion PlasticaDocument43 pagesInforme Deformacion PlasticaElizabethNo ratings yet
- Resumen Capitulo 13 Manufactura, Ingeniería y TecnologíaDocument4 pagesResumen Capitulo 13 Manufactura, Ingeniería y TecnologíaRUSSELL ESTEBAN CALANI ARCENo ratings yet
- Informe 05 2.1Document25 pagesInforme 05 2.1david100% (1)
- Trabajo Potencia Energia ChoquesDocument11 pagesTrabajo Potencia Energia ChoquesDanielNo ratings yet
- Axioma de Clausius y Axioma de Kelvin-PlanckDocument3 pagesAxioma de Clausius y Axioma de Kelvin-PlanckDanielNo ratings yet
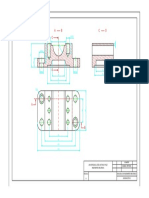
- Plano de Pieza MecanicaDocument1 pagePlano de Pieza MecanicaDaniel100% (2)
- Presentación - Máquina para Producción de Mantequilla de ManíDocument7 pagesPresentación - Máquina para Producción de Mantequilla de ManíDanielNo ratings yet
- Dibujo de Una Pieza Mecánica en Cortes Por Sección 2DDocument1 pageDibujo de Una Pieza Mecánica en Cortes Por Sección 2DDanielNo ratings yet
- Péndulo simple: relación entre longitud y periodoDocument5 pagesPéndulo simple: relación entre longitud y periodoDanielNo ratings yet
- Problemas Con EngranajesDocument6 pagesProblemas Con EngranajesDanielNo ratings yet
- Guia Problemas Clase de DinamicaDocument12 pagesGuia Problemas Clase de DinamicaDaniel0% (1)
- Ejercicios de Ajustes y Tolerancias TipoDocument21 pagesEjercicios de Ajustes y Tolerancias TipoJose DelfinNo ratings yet
- Ensayo de soldadura por arco eléctrico y sus fundamentos teóricosDocument9 pagesEnsayo de soldadura por arco eléctrico y sus fundamentos teóricosDanielNo ratings yet
- Formulario de Procesos de LaminadoDocument1 pageFormulario de Procesos de LaminadoDanielNo ratings yet
- Estudio de RomanosDocument3 pagesEstudio de RomanosDanielNo ratings yet
- Formato de Informe - Ensayo de TracciónDocument14 pagesFormato de Informe - Ensayo de TracciónDanielNo ratings yet
- Formato de Informe - Ensayo de TracciónDocument14 pagesFormato de Informe - Ensayo de TracciónDanielNo ratings yet
- Mejorado Proyecto de Creatividad-ModeloDocument1 pageMejorado Proyecto de Creatividad-ModeloDanielNo ratings yet
- Trabajo - Tratamientos TermoquímicosDocument42 pagesTrabajo - Tratamientos TermoquímicosDanielNo ratings yet
- Trabajo - Tratamientos TermoquímicosDocument42 pagesTrabajo - Tratamientos TermoquímicosDanielNo ratings yet
- 3,318,950Document1 page3,318,950director.metropolitanosaNo ratings yet
- 9-Artículo Original-187-1-10-20160512Document7 pages9-Artículo Original-187-1-10-20160512Diego VegaNo ratings yet
- Capitulo 5Document9 pagesCapitulo 5Samuel Flores TapiaNo ratings yet
- Dian FVE118Document1 pageDian FVE118Sandra RubianoNo ratings yet
- PTF SDT Co 3f Sobre Ruedas 300kva 500kva S 15kvDocument1 pagePTF SDT Co 3f Sobre Ruedas 300kva 500kva S 15kvCristhian CamargoNo ratings yet
- Especificaciones Tecnicas - ElectricasDocument2 pagesEspecificaciones Tecnicas - ElectricasAnthony EspinoNo ratings yet
- Infografia Linea de Tiempo EjemploDocument15 pagesInfografia Linea de Tiempo EjemplofranciscoNo ratings yet
- Caso Analisis - Proyecto Cadena de Ferreterias.Document23 pagesCaso Analisis - Proyecto Cadena de Ferreterias.Anonymous nHyQHswk100% (1)
- GTEC-HSE-PR-007 Trabajo Seguro de Aislamiento Bloqueo y EtiquetadoDocument18 pagesGTEC-HSE-PR-007 Trabajo Seguro de Aislamiento Bloqueo y Etiquetadosilvanna alvarez castroNo ratings yet
- Protesis de Pierna RoboticaDocument2 pagesProtesis de Pierna RoboticaseyergusNo ratings yet
- Presentación Diapositivas Proceso Gestión DocumentalDocument22 pagesPresentación Diapositivas Proceso Gestión DocumentalJuan De Jesus MontenegroNo ratings yet
- Cálculo de Un Gato MecánicoDocument14 pagesCálculo de Un Gato MecánicoJhelber LazoNo ratings yet
- Suspensión NeumáticaDocument2 pagesSuspensión NeumáticaBart ReyesNo ratings yet
- Estudio de satisfacción de clientes en fabricante de electrodomésticosDocument5 pagesEstudio de satisfacción de clientes en fabricante de electrodomésticosBrenda MoralesNo ratings yet
- Extracto Escritura Publica - 123456951217Document15 pagesExtracto Escritura Publica - 123456951217marcoNo ratings yet
- Laboratorio 01Document7 pagesLaboratorio 01ROAMZNo ratings yet
- Carmen Alba DUA NuevoDocument12 pagesCarmen Alba DUA NuevoCarolinaMelgarejoCuevasNo ratings yet
- Planos SierraDocument10 pagesPlanos SierraMauricio SanchezNo ratings yet
- Expoferia Universitaria Utb 2019Document4 pagesExpoferia Universitaria Utb 2019Wilson AcarapiNo ratings yet
- Higiene PosturalDocument6 pagesHigiene PosturalADRIANA RIVADENEIRANo ratings yet
- Concesiones energía zonas no interconectadasDocument13 pagesConcesiones energía zonas no interconectadasjracolombiaNo ratings yet
- Diseño Cuadrado GrecolatinoDocument9 pagesDiseño Cuadrado GrecolatinocarlosNo ratings yet
- Once GasesDocument3 pagesOnce GasesJhon Mario Diaz100% (1)
- Sílabo Economía General (Rebuild) PDFDocument4 pagesSílabo Economía General (Rebuild) PDFLuis Antonio Olivera VasquezNo ratings yet