You might also like
- Diseno de Postes PretensadosDocument47 pagesDiseno de Postes PretensadosJesus Aguilar RamirezNo ratings yet
- Postes de Hormigon PretensadoDocument33 pagesPostes de Hormigon Pretensadojuan pa100% (1)
- 33734-Tesis Poste PDFDocument356 pages33734-Tesis Poste PDFJuan Emilio FernándezNo ratings yet
- Calculos Postes PDFDocument27 pagesCalculos Postes PDFmarcelo3e30% (1)
- Calculo Viga de Hormigon PretensadoDocument67 pagesCalculo Viga de Hormigon Pretensadojho_an_ps0% (1)
- Presentación Redes CompactasDocument57 pagesPresentación Redes CompactasGuillermo Antonio Valencia Velasquez100% (1)
- Análisis y Diseño de Miembros A TensiónDocument50 pagesAnálisis y Diseño de Miembros A TensiónNoelia Josefina Rodriguez Martinez75% (4)
- POSTE 11.5m - 1.000k: FacoroDocument1 pagePOSTE 11.5m - 1.000k: FacoroMario BuenoNo ratings yet
- Vestida de Estructuras en MT y BTDocument34 pagesVestida de Estructuras en MT y BTMANUEL FERNANDO PAPA YELA100% (1)
- Postes PretensadosDocument12 pagesPostes PretensadosYony VásquezNo ratings yet
- Diseño de Postes PretensadosDocument46 pagesDiseño de Postes PretensadosYony Vásquez67% (3)
- APNB 1225004 2 Com Estr de AceroDocument288 pagesAPNB 1225004 2 Com Estr de Acerowilber huertaNo ratings yet
- 2 Fundaciones para LAT Metodo SulzbergerDocument11 pages2 Fundaciones para LAT Metodo SulzbergerRetratosDeMiVidaNo ratings yet
- Memoria Descriptiva Alto La Cano BTDocument75 pagesMemoria Descriptiva Alto La Cano BTLuis Orlando Perez PerezNo ratings yet
- Aisladores Porcelana Dalian PDFDocument59 pagesAisladores Porcelana Dalian PDFAlvinSotoRíos50% (2)
- Traduccion Norma ASCE 74Document6 pagesTraduccion Norma ASCE 74Erick Alex Japay RoblesNo ratings yet
- Cimentaciones de Postes SulzbergerDocument8 pagesCimentaciones de Postes SulzbergerTony WentinckNo ratings yet
- Cables y TensoresDocument16 pagesCables y TensoresazarabianNo ratings yet
- Stub Torre t36Document24 pagesStub Torre t36MiguelRagasNo ratings yet
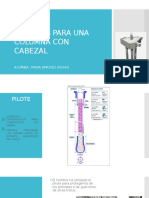
- 3 Pilotes para Una Columna Con CabezalDocument24 pages3 Pilotes para Una Columna Con CabezalVania Jiménez Rosas100% (1)
- Resumen Machones Aci 318 14Document5 pagesResumen Machones Aci 318 14Vladimir Sánchez CalderónNo ratings yet
- Retenidas en Media TensionDocument12 pagesRetenidas en Media TensionJaime MarzeNo ratings yet
- 1.1.2 - Cargas Presentes en Una Torre de Telecomunicaciones - R0Document19 pages1.1.2 - Cargas Presentes en Una Torre de Telecomunicaciones - R0jmolinamataNo ratings yet
- Diseño de PostesDocument28 pagesDiseño de PostesManuell Chavez Vasquez100% (1)
- 2 Aislamientoversion Final 2016Document410 pages2 Aislamientoversion Final 2016gustavo100% (1)
- Calculo de Bases para TorresDocument18 pagesCalculo de Bases para TorresDiego FurlongNo ratings yet
- Concreto Armado I-Unidad V-Flexo Compresion-Cimentaciones SuperficialesDocument116 pagesConcreto Armado I-Unidad V-Flexo Compresion-Cimentaciones SuperficialesJose Lara AsencioNo ratings yet
- Mc-01 Cimentacion de TrafoDocument30 pagesMc-01 Cimentacion de Trafogenderson estrella davila100% (2)
- MC-02 Cimentacion de Postes PDFDocument4 pagesMC-02 Cimentacion de Postes PDFgenderson estrella davilaNo ratings yet
- Programa Diseño Revisión Placa Base Anclas Columnas Acero Tesis U Puebla México 2Document0 pagesPrograma Diseño Revisión Placa Base Anclas Columnas Acero Tesis U Puebla México 2cocococo1100% (1)
- Manual de Construccion de Lineas de TransmisionDocument38 pagesManual de Construccion de Lineas de TransmisionvicaicedoNo ratings yet
- Tabla de Datos Técnicos Garantizados Conductor de Aleacion de Aluminio Tipo Aaac 740Document1 pageTabla de Datos Técnicos Garantizados Conductor de Aleacion de Aluminio Tipo Aaac 740reynaldorxNo ratings yet
- Diseño de PosteDocument36 pagesDiseño de PosteJose Manuel Cedeño GarciaNo ratings yet
- Cimentacion de PostesDocument14 pagesCimentacion de PostesJuan Bond100% (1)
- Perdida Parcial de La Fuerza de PresfuerzoDocument18 pagesPerdida Parcial de La Fuerza de PresfuerzoJosePadillaNo ratings yet
- Cimentación de Torres de TransmisiónDocument8 pagesCimentación de Torres de TransmisiónJoseAndresBalderasTorresNo ratings yet
- Concreto Presforzado Clase 2 PDFDocument35 pagesConcreto Presforzado Clase 2 PDFMartin Cristobal Cupitay100% (3)
- Nomenclatura Cfe para SubestacionesDocument5 pagesNomenclatura Cfe para SubestacionesEmilio Quetzal100% (1)
- Diseño de Uniones en Marcos PDFDocument18 pagesDiseño de Uniones en Marcos PDFtarick224100% (1)
- HP - Cap 6Document12 pagesHP - Cap 6Jasson Perez NogalesNo ratings yet
- Estructuras Metalicas en Celosia y PostesDocument35 pagesEstructuras Metalicas en Celosia y PostesRuben Mayhua EvangelistaNo ratings yet
- Ejemplo de Cálculo de Báculo para Iluminación Mediante SULZBERGER.89860Document7 pagesEjemplo de Cálculo de Báculo para Iluminación Mediante SULZBERGER.89860Raimon Guitart Garcia 78151008K100% (2)
- Diseño de Losas de Hormigón ArmadoDocument61 pagesDiseño de Losas de Hormigón ArmadoClaudio Gonzales100% (1)
- Efe NTF 31 001 00 Red AereaDocument27 pagesEfe NTF 31 001 00 Red AereaPablo ZuñigaNo ratings yet
- Periodo Fundamental AproximadoDocument6 pagesPeriodo Fundamental AproximadoVictor Hugo Fernandez100% (1)
- Calculo Mecanico Del PosteDocument13 pagesCalculo Mecanico Del Postesantigil1986No ratings yet
- Puente Colgante PrincipiosDocument28 pagesPuente Colgante PrincipiosMartin Arone MartinezNo ratings yet
- Factores de Distribucion de CargasDocument44 pagesFactores de Distribucion de CargasFelix Rodrigo Purizaca CarrascoNo ratings yet
- ETG-A.1.03 Anexo 4 Estabilidad General FundacionesDocument12 pagesETG-A.1.03 Anexo 4 Estabilidad General FundacionesJose Luis Calderon TaramonaNo ratings yet
- Torres para Lineas de Transmision y SubtransmisionDocument59 pagesTorres para Lineas de Transmision y SubtransmisionMoises Marsos100% (1)
- Diseño de Estructuras de Acero Miembros en Compresión (La Columna Aislada) PDFDocument104 pagesDiseño de Estructuras de Acero Miembros en Compresión (La Columna Aislada) PDFJairo ArmasNo ratings yet
- TIPOS DE Apoyo BTDocument9 pagesTIPOS DE Apoyo BTDaniel GalindezNo ratings yet
- Losa ColaboranteDocument90 pagesLosa ColaboranteKATIA ZAVALETA MORENONo ratings yet
- MallasDocument4 pagesMallasMarlynn Luna100% (1)
- Placa Colaborante 2020-1-4Document4 pagesPlaca Colaborante 2020-1-4Luis Valdivieso PolancoNo ratings yet
- DUCTOSDocument4 pagesDUCTOSOsbaldo VazquezNo ratings yet
- Placas SpanretDocument17 pagesPlacas SpanretLothar Martinez0% (2)
- Concreto PretensadoDocument8 pagesConcreto PretensadoSergio Alejandro SeguilNo ratings yet
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Elementos de concreto reforzado IFrom EverandElementos de concreto reforzado IRating: 2.5 out of 5 stars2.5/5 (2)
- I N F o R M e e S P e C I A L #1 Hemod. Hospital Obrero TarijaDocument26 pagesI N F o R M e e S P e C I A L #1 Hemod. Hospital Obrero TarijaMARCELONo ratings yet
- Perfil de Trabajo de Grado Planta de TratamientoDocument20 pagesPerfil de Trabajo de Grado Planta de TratamientoMARCELO100% (1)
- Gobierno Autonomo Municipal de La GuardiaDocument6 pagesGobierno Autonomo Municipal de La GuardiaMARCELO100% (1)
- Plan de Proyecto de La Construccion Del Condominio GuapuruDocument24 pagesPlan de Proyecto de La Construccion Del Condominio GuapuruMARCELO100% (2)
- Tesis de GradoDocument153 pagesTesis de GradoMARCELONo ratings yet
- F.A. Refaccion Hospital FrancesDocument66 pagesF.A. Refaccion Hospital FrancesMARCELONo ratings yet
- Material Complementario 2Document2 pagesMaterial Complementario 2Camila Fernanda Rivera ArayaNo ratings yet
- Xtra. Caras y Caretas 555. 22-05-1909Document136 pagesXtra. Caras y Caretas 555. 22-05-1909Axel KrustofskyNo ratings yet
- 01.BOMBAS - KSB - BORNE - Motores WEG - True Metric - 9 y 12 CABLESDocument17 pages01.BOMBAS - KSB - BORNE - Motores WEG - True Metric - 9 y 12 CABLESChristian Ve GaNo ratings yet
- Guias - A08040814teorema de PitagorasDocument5 pagesGuias - A08040814teorema de PitagorasJhoan BarretoNo ratings yet
- Practica N°08 Razonamiento Verbal - Con ClavesDocument8 pagesPractica N°08 Razonamiento Verbal - Con ClavesRaiza Romero FloresNo ratings yet
- Autorizacion Interbandos 6to Año 2021Document1 pageAutorizacion Interbandos 6to Año 2021Ay micaNo ratings yet
- Memoria DescriptivaDocument7 pagesMemoria DescriptivaApolinar Ramos MamaniNo ratings yet
- Una Introducción A La Física Contemporánea-Primera ParteDocument23 pagesUna Introducción A La Física Contemporánea-Primera PartemauricioNo ratings yet
- Plan de Izaje Estructura de FajaDocument2 pagesPlan de Izaje Estructura de FajaIvan C. Ñahui MartinezNo ratings yet
- Fracturas CUELLO FEMORALDocument28 pagesFracturas CUELLO FEMORALAdrian FreudNo ratings yet
- Wikipedia - ACIIDocument11 pagesWikipedia - ACIIElias Guzman RomeroNo ratings yet
- El Planeta Tierra y La Evolucion Hacia La Vida 5Document9 pagesEl Planeta Tierra y La Evolucion Hacia La Vida 5Mabe GarciaNo ratings yet
- Actividad Basica de La InformaciónnnnnnDocument11 pagesActividad Basica de La InformaciónnnnnnJavier Orlando BALLEN CHAVEZNo ratings yet
- Control #1-ADocument7 pagesControl #1-Anansi vasquez ramiresNo ratings yet
- Guia de Aprendizaje 1 - QuimicoDocument4 pagesGuia de Aprendizaje 1 - QuimicoJanet Vallejo MNo ratings yet
- Ucss Lab01 Fisicaii 2Document20 pagesUcss Lab01 Fisicaii 2Roberto Carlos Molero Abad0% (1)
- Sst-Fo-017 KárdexDocument2 pagesSst-Fo-017 KárdexMarvin Lino Medina PalominoNo ratings yet
- EXPOSICION Planteamiento ProblemaDocument30 pagesEXPOSICION Planteamiento Problemaarery100% (1)
- Especificacion Tecnica Kit Riego Por AspersionDocument6 pagesEspecificacion Tecnica Kit Riego Por AspersionFaviola Herrada GarciaNo ratings yet
- Nuevos Paradigmas (2014) PDFDocument308 pagesNuevos Paradigmas (2014) PDFMonica Rayos HernandezNo ratings yet
- Esquema de Captación Ilegal de Dinero, Fuera Del Sistema Financiero, Que Empieza Bien para Sus Usuarios, Hasta Que Todo Se DerrumbaDocument1 pageEsquema de Captación Ilegal de Dinero, Fuera Del Sistema Financiero, Que Empieza Bien para Sus Usuarios, Hasta Que Todo Se DerrumbaLorena Yasmin GarridoNo ratings yet
- Ejercicio 01Document13 pagesEjercicio 01Yusby VillacortaNo ratings yet
- Pefil NeuropsicologicoDocument5 pagesPefil Neuropsicologicovanesa merchanNo ratings yet
- Sesion 1 20-06-22 Inicial 4 AñosDocument13 pagesSesion 1 20-06-22 Inicial 4 AñosLuis Alberto Angulo PlasenciaNo ratings yet
- Puente HidraulicoDocument7 pagesPuente HidraulicoMARIA FERNANDA MEDINA NOLENo ratings yet
- Detalle de Especificaciones Tecnicas Instalaciones Electricas Sector SaludDocument13 pagesDetalle de Especificaciones Tecnicas Instalaciones Electricas Sector SaludIrex FalconNo ratings yet
- Bibliografía Psicoterapia Humanista y GestaltDocument4 pagesBibliografía Psicoterapia Humanista y GestaltCuervo del DesiertoNo ratings yet
- Universidad Tecnológica de Honduras: Contabilidad GeneralDocument25 pagesUniversidad Tecnológica de Honduras: Contabilidad GeneralJeimy Macedo MartínezNo ratings yet
- Temas de Informatica Aplicada en La EducaciónDocument21 pagesTemas de Informatica Aplicada en La Educacióndfigueroa_11144450% (2)
- Solucionario Dominios de Fisica 10 - EduvisiónDocument241 pagesSolucionario Dominios de Fisica 10 - EduvisiónAbel Vargas B100% (1)