You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Machinist CNC Reference Guide, Haas Automation IncDocument22 pagesMachinist CNC Reference Guide, Haas Automation Incmecanica100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Motion For Bill of ParticularsDocument3 pagesMotion For Bill of ParticularsPaulo Villarin67% (3)
- Okuma Program ExampleDocument3 pagesOkuma Program Exampleenamicul50No ratings yet
- X Ay TFF XMST 3 N Avx YDocument8 pagesX Ay TFF XMST 3 N Avx YRV SATYANARAYANANo ratings yet
- Okuma GMDocument5 pagesOkuma GMHuy CanNo ratings yet
- A400 PDFDocument4 pagesA400 PDFsnarmeNo ratings yet
- HAAS - Lathe Programming Workbook AnswersDocument9 pagesHAAS - Lathe Programming Workbook Answersenamicul500% (2)
- HAAS - Mill Programming Workbook AnswersDocument9 pagesHAAS - Mill Programming Workbook Answersenamicul50No ratings yet
- G Code List OkumaDocument10 pagesG Code List OkumaPham Long50% (2)
- Restructuring The Circular Economy Into The Resource Based Economy (Michaux, 2021)Document126 pagesRestructuring The Circular Economy Into The Resource Based Economy (Michaux, 2021)CliffhangerNo ratings yet
- Tool Holder MaintenanceDocument6 pagesTool Holder Maintenanceenamicul50No ratings yet
- CNC Turning Tool Selection StepsDocument7 pagesCNC Turning Tool Selection Stepsarunvelu_12No ratings yet
- TNC 122 User's ManualDocument63 pagesTNC 122 User's Manualenamicul50No ratings yet
- Tooling System For Milling: Automatic Tool ChangerDocument13 pagesTooling System For Milling: Automatic Tool Changerenamicul50No ratings yet
- Cad CamDocument12 pagesCad CamPedja VasiljevicNo ratings yet
- Swansoft OT0012.CncDocument1 pageSwansoft OT0012.Cncenamicul50No ratings yet
- TNC 360 ISO OverviewDocument2 pagesTNC 360 ISO Overviewenamicul50No ratings yet
- Swansoft O1111.CncDocument1 pageSwansoft O1111.Cncenamicul50No ratings yet
- 4110 Gravieren enDocument13 pages4110 Gravieren enPedja VasiljevicNo ratings yet
- Swansoft O0011.CncDocument1 pageSwansoft O0011.Cncenamicul50No ratings yet
- Swansoft EX3.CNCDocument1 pageSwansoft EX3.CNCenamicul50No ratings yet
- Swansoft Ex6.CncDocument1 pageSwansoft Ex6.Cncenamicul50No ratings yet
- Swansoft EX4.CNCDocument1 pageSwansoft EX4.CNCenamicul50No ratings yet
- Emco Winnc Sinumerik 810 820 TurningDocument62 pagesEmco Winnc Sinumerik 810 820 Turningenamicul50No ratings yet
- Swansoft O002.CNCDocument1 pageSwansoft O002.CNCenamicul50No ratings yet
- Sinumerik 800 User 1994Document104 pagesSinumerik 800 User 1994enamicul50No ratings yet
- Swansoft EX1.CNCDocument1 pageSwansoft EX1.CNCenamicul50No ratings yet
- Swansoft EX2.CNCDocument1 pageSwansoft EX2.CNCenamicul50No ratings yet
- Sinumerik 840C Graphic 1997Document25 pagesSinumerik 840C Graphic 1997enamicul50No ratings yet
- Series 15 150 Model B Descriptions ManualDocument278 pagesSeries 15 150 Model B Descriptions Manualenamicul50No ratings yet
- 226 800 Spline Interpolation Programming GuideDocument30 pages226 800 Spline Interpolation Programming GuideJeferson GevinskiNo ratings yet
- Graphic Programming System On MS-DOS PC 07.97 EditionDocument41 pagesGraphic Programming System On MS-DOS PC 07.97 Editionenamicul50No ratings yet
- Okuma OSP - P300L Relocation Detection Unit Operation Manual 2011Document12 pagesOkuma OSP - P300L Relocation Detection Unit Operation Manual 2011enamicul50No ratings yet
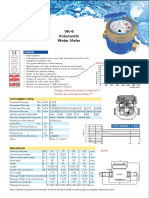
- Baylan: VK-6 Volumetric Water MeterDocument1 pageBaylan: VK-6 Volumetric Water MeterSanjeewa ChathurangaNo ratings yet
- JuliaPro v0.6.2.1 Package API ManualDocument480 pagesJuliaPro v0.6.2.1 Package API ManualCapitan TorpedoNo ratings yet
- MEETING OF THE BOARD OF GOVERNORS Committee on University Governance April 17, 2024Document8 pagesMEETING OF THE BOARD OF GOVERNORS Committee on University Governance April 17, 2024Jamie BouletNo ratings yet
- Naoh Storage Tank Design Description:: Calculations For Tank VolumeDocument6 pagesNaoh Storage Tank Design Description:: Calculations For Tank VolumeMaria Eloisa Angelie ArellanoNo ratings yet
- Examples 5 PDFDocument2 pagesExamples 5 PDFskaderbe1No ratings yet
- Design of A Double Corbel Using CAST Per ACI 318-02 Appendix A, SI UnitDocument41 pagesDesign of A Double Corbel Using CAST Per ACI 318-02 Appendix A, SI Unityoga arkanNo ratings yet
- Dani RodrikDocument12 pagesDani Rodrikprogramas4242No ratings yet
- QAQC Inspection Services Technical Proposal SummaryDocument69 pagesQAQC Inspection Services Technical Proposal SummaryMathias OnosemuodeNo ratings yet
- SMG Wireless Gateway ManualV2.2.0Document95 pagesSMG Wireless Gateway ManualV2.2.0shahedctgNo ratings yet
- 2011 REV SAE Suspension Kiszco PDFDocument112 pages2011 REV SAE Suspension Kiszco PDFRushik KudaleNo ratings yet
- Critical Aspects in Simulating Cold Working Processes For Screws and BoltsDocument4 pagesCritical Aspects in Simulating Cold Working Processes For Screws and BoltsstefanomazzalaiNo ratings yet
- Microprocessor Based Systems: by Nasir Mahmood Nasir - Mahmood@seecs - Edu.pkDocument15 pagesMicroprocessor Based Systems: by Nasir Mahmood Nasir - Mahmood@seecs - Edu.pkMuhammad ZubairNo ratings yet
- Ge Dir ReportsDocument1 pageGe Dir Reportsselvam chidambaramNo ratings yet
- 2.1 Elements of Computational ThinkingDocument25 pages2.1 Elements of Computational ThinkingHamdi QasimNo ratings yet
- Portfolio Corporate Communication AuditDocument8 pagesPortfolio Corporate Communication Auditapi-580088958No ratings yet
- JEdwards PaperDocument94 pagesJEdwards PaperHassan Hitch Adamu LafiaNo ratings yet
- National Income Practice QuestionsDocument29 pagesNational Income Practice QuestionsSujalNo ratings yet
- Fin 464 Chapter-03Document18 pagesFin 464 Chapter-03Shantonu Rahman Shanto 1731521No ratings yet
- KCC Strategic Plan 2020-2023Document103 pagesKCC Strategic Plan 2020-2023Kellogg Community CollegeNo ratings yet
- Black Box Components and FunctionsDocument9 pagesBlack Box Components and FunctionsSaifNo ratings yet
- Request For Information (Rfi) : Luxury Villa at Isola Dana-09 Island - Pearl QatarDocument1 pageRequest For Information (Rfi) : Luxury Villa at Isola Dana-09 Island - Pearl QatarRahmat KhanNo ratings yet
- Project Description and DefinitionDocument7 pagesProject Description and DefinitionAlbert Jonnel DomingoNo ratings yet
- WebquestDocument3 pagesWebquestapi-501133650No ratings yet
- Lessee Information StatementDocument1 pageLessee Information Statementmja.carilloNo ratings yet
- Family health assessment nursing problemsDocument8 pagesFamily health assessment nursing problemsMari MazNo ratings yet
- Solid Waste On GHG Gas in MalaysiaDocument10 pagesSolid Waste On GHG Gas in MalaysiaOng KaiBoonNo ratings yet