You might also like
- A Procedure For Calculation of Torque Specifications For Bolted Joints With Prevailing TorqueDocument8 pagesA Procedure For Calculation of Torque Specifications For Bolted Joints With Prevailing TorquedavlascNo ratings yet
- TMS 402 - Chapter 9 PDFDocument28 pagesTMS 402 - Chapter 9 PDFAlina Shrestha100% (1)
- Explanation of Surface RoughnessDocument8 pagesExplanation of Surface RoughnessN.Palaniappan100% (6)
- Engineering Fundamentals ThreadFasteners RalphShoberg SR1Document39 pagesEngineering Fundamentals ThreadFasteners RalphShoberg SR1Juan RiveraNo ratings yet
- Biomechanics Fracture FixationDocument70 pagesBiomechanics Fracture Fixationhugo alexis moreno asenciosNo ratings yet
- Mechanics of Materials: TorsionDocument25 pagesMechanics of Materials: TorsionenochnancyNo ratings yet
- Rail-Structure Interaction AnalysisDocument17 pagesRail-Structure Interaction AnalysisEyal Cohen100% (6)
- Stability of StructuresDocument12 pagesStability of StructuresPriyaNo ratings yet
- 1.01D21A Post perp-TYPE - II B1 (UC152x152X37) Tob2 (UC203X46)Document49 pages1.01D21A Post perp-TYPE - II B1 (UC152x152X37) Tob2 (UC203X46)balaNo ratings yet
- Phillip L. Gould (Auth.) - Analysis of Shells and Plates-Springer New York (1988)Document501 pagesPhillip L. Gould (Auth.) - Analysis of Shells and Plates-Springer New York (1988)André100% (2)
- Steel 51crv4Document5 pagesSteel 51crv4bennyfergusonNo ratings yet
- 1978 - Radhakrishnan-Cumulative Damage in Low-Cycle FatigueDocument5 pages1978 - Radhakrishnan-Cumulative Damage in Low-Cycle FatigueSRIKANTH K 15PHD1093No ratings yet
- OMAE 2006 - Low Cycle Fatigue Analysis of Marine StructuresDocument6 pagesOMAE 2006 - Low Cycle Fatigue Analysis of Marine StructuresChirag SanghaniNo ratings yet
- Deformation Geometry for Materials Scientists: International Series on Materials Science and TechnologyFrom EverandDeformation Geometry for Materials Scientists: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- Elastic Composite, Reinforced Lightweight Concrete (ECRLC) As A Type of Resilient Composite Systems (RCS) (Http://arxiv - Org/abs/1510.03933)Document28 pagesElastic Composite, Reinforced Lightweight Concrete (ECRLC) As A Type of Resilient Composite Systems (RCS) (Http://arxiv - Org/abs/1510.03933)https://sites.google.com/site/newstructure1 ; https://sites.google.com/site/ecrlc1 ; Non-commercial100% (5)
- Advanced Structural Steel Plate DesignDocument57 pagesAdvanced Structural Steel Plate DesignMarceloNo ratings yet
- Specifications For Design of Hot Metal Ladles AISE Standard No PDFDocument17 pagesSpecifications For Design of Hot Metal Ladles AISE Standard No PDFBuda PesteNo ratings yet
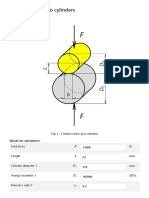
- Contact Stress Two CylindersDocument3 pagesContact Stress Two Cylindersmet-calcNo ratings yet
- 42CrMo4 S.NCurveDocument6 pages42CrMo4 S.NCurverama1997No ratings yet
- Elastic-plastic deformation and residual stresses in helical springsDocument5 pagesElastic-plastic deformation and residual stresses in helical springsаримотома аримотомаNo ratings yet
- Stress-Strain Curves of Superplastic AlloysDocument6 pagesStress-Strain Curves of Superplastic AlloysLobo ManNo ratings yet
- Crack Formation PaperDocument17 pagesCrack Formation PaperStutee NandaNo ratings yet
- On Some Modifications of Kinematic Hardening To Improve The Description of Ratchetting EffectsDocument18 pagesOn Some Modifications of Kinematic Hardening To Improve The Description of Ratchetting Effectssirsong1234No ratings yet
- Thompson - 1986-Elastic BucklingDocument5 pagesThompson - 1986-Elastic BucklingAnonymous wWOWz9UnWNo ratings yet
- Sdof VibrationDocument12 pagesSdof Vibrationevo2005_2006No ratings yet
- 1984 Vol.4-1-Relaxation of SDocument8 pages1984 Vol.4-1-Relaxation of Sbilash mehediNo ratings yet
- Fatigue Life Prediction of A Rocket Combustion Chamber: Aneena Babu, A.K.Asraff, Nivin PhilipDocument9 pagesFatigue Life Prediction of A Rocket Combustion Chamber: Aneena Babu, A.K.Asraff, Nivin Philipபொன்னியின் செல்வன்No ratings yet
- Corrosion Fatigue Behaviour of B R A S S in Aqueous SolutionsDocument9 pagesCorrosion Fatigue Behaviour of B R A S S in Aqueous SolutionsVaishnavi SinghNo ratings yet
- Superficie TrilhoDocument8 pagesSuperficie TrilhoRodrigo Souza FreitasNo ratings yet
- Plastic Deformation of The Intermetallic: Compound MGZNDocument11 pagesPlastic Deformation of The Intermetallic: Compound MGZNFaris FadliNo ratings yet
- Chapter 7Document30 pagesChapter 7momanonaNo ratings yet
- Some Aspects of Stress Peening of Coil Springs For Vehicle SuspensionsDocument8 pagesSome Aspects of Stress Peening of Coil Springs For Vehicle SuspensionsBahadır UysalNo ratings yet
- Re-Examination of Cumulative FatigueDocument33 pagesRe-Examination of Cumulative FatigueArgel PorrelloNo ratings yet
- Thermal Fatigue Analysis of Solder JointsDocument5 pagesThermal Fatigue Analysis of Solder JointsBrijeshNo ratings yet
- Deformation Analysis For Prestressed Concrete Beams: by J. WarwarukDocument14 pagesDeformation Analysis For Prestressed Concrete Beams: by J. WarwarukRahil QureshiNo ratings yet
- NormalLightWeigthConcrete PDFDocument12 pagesNormalLightWeigthConcrete PDFPabloNo ratings yet
- Coffin 1965Document12 pagesCoffin 1965TC Tugay DoğanNo ratings yet
- Creep Fatigue Behaviour of Type 321 Stainless Steel at 650 UcDocument22 pagesCreep Fatigue Behaviour of Type 321 Stainless Steel at 650 Ucadarshravindran1991No ratings yet
- A Secondar Cooling Pattern For Preventing Surface Cracks of Continuous Casting SlabDocument9 pagesA Secondar Cooling Pattern For Preventing Surface Cracks of Continuous Casting SlabDarkprogNo ratings yet
- Dynamic: Wire Drawing RodsDocument9 pagesDynamic: Wire Drawing RodsTugay doğanNo ratings yet
- A Study On The Fatigue Behaviour of Damaged Welded Joints Repaired by Hammer PeeningDocument8 pagesA Study On The Fatigue Behaviour of Damaged Welded Joints Repaired by Hammer PeeningAnonymous ZC1ld1CLmNo ratings yet
- Topic 5 Steel Durability & TestingDocument78 pagesTopic 5 Steel Durability & TestingO. L. K. (On)No ratings yet
- Effects of Loading Rate and Temperature On J-R Fracture Resistance of An SA516-Gr.70 Steel For Nuclear PipingDocument8 pagesEffects of Loading Rate and Temperature On J-R Fracture Resistance of An SA516-Gr.70 Steel For Nuclear PipingDhanyajaNo ratings yet
- Effect of Welding and Post-Weld Heat Treatment on Ducol W30 SteelDocument21 pagesEffect of Welding and Post-Weld Heat Treatment on Ducol W30 Steelshanker100% (1)
- Moment Curvative Relationships For Partially Prestressed Concrete BeamsDocument12 pagesMoment Curvative Relationships For Partially Prestressed Concrete BeamsFreefirekannadigaNo ratings yet
- 10 - Esfuerzos PermisiblesDocument5 pages10 - Esfuerzos PermisiblesDaniloNo ratings yet
- Effect of Temperature On The Rate of Fatigue Crack Propagation in Steels During Low C Cle FatigueDocument7 pagesEffect of Temperature On The Rate of Fatigue Crack Propagation in Steels During Low C Cle FatigueMohamed HassanNo ratings yet
- The Precipitation of A1N and NBC and The Hot Ductility of Low Carbon SteelsDocument11 pagesThe Precipitation of A1N and NBC and The Hot Ductility of Low Carbon SteelsChanthar SoeNo ratings yet
- The Effect of Residual Stresses Induced byDocument5 pagesThe Effect of Residual Stresses Induced byEngels OchoaNo ratings yet
- Notch Fatigue Behaviour Ofsae1045 Steel: Steel Short Crack Fracture MechanicsDocument8 pagesNotch Fatigue Behaviour Ofsae1045 Steel: Steel Short Crack Fracture MechanicstaichiNo ratings yet
- Creep ExperimentalDocument8 pagesCreep ExperimentalPanji Haryono AzisNo ratings yet
- Life Prediction Under Biaxial Loading Based On The Growth Behaviour of Short CracksDocument26 pagesLife Prediction Under Biaxial Loading Based On The Growth Behaviour of Short Cracksvicky prasadNo ratings yet
- Rock Mechanics IIDocument29 pagesRock Mechanics IIdaus_parisiNo ratings yet
- Bolts-Types of FastenersDocument8 pagesBolts-Types of FastenersChandaKundaNo ratings yet
- A Study of Strength Characteristics of An Andesite: by G Zahar YDocument3 pagesA Study of Strength Characteristics of An Andesite: by G Zahar YManuel Montenegro PérezNo ratings yet
- Cyclic Stress-Strain Response of Textured Zircaloy-4Document10 pagesCyclic Stress-Strain Response of Textured Zircaloy-4sujit_sekharNo ratings yet
- Limiting strains in stretch forming of sheet metalDocument14 pagesLimiting strains in stretch forming of sheet metalSaeed GhaffariNo ratings yet
- Mechanical Properties - SmallmanDocument5 pagesMechanical Properties - Smallmandhafi keceNo ratings yet
- Ambient Temperature Creep of Type 304 Stainless Steel: M. E. Kassner P. GeantilDocument5 pagesAmbient Temperature Creep of Type 304 Stainless Steel: M. E. Kassner P. GeantilAntonNo ratings yet
- TE H Ical Notes: (A) AftDocument5 pagesTE H Ical Notes: (A) AftCustódio MiguensNo ratings yet
- Objectives:: Lecture No. 7 Strain, Stress-Strain DiagramsDocument29 pagesObjectives:: Lecture No. 7 Strain, Stress-Strain Diagramsعبدالمحسن العنزيNo ratings yet
- The Effect of Hardness On The Transition of The Abrasive Wear Mechanism of SteelsDocument11 pagesThe Effect of Hardness On The Transition of The Abrasive Wear Mechanism of SteelsMatheus SoranzzoNo ratings yet
- Kuhlmann, 1989Document20 pagesKuhlmann, 1989carlosNo ratings yet
- The Shear Strength of Rock Joints in Theory and Practice - Barton 1977Document54 pagesThe Shear Strength of Rock Joints in Theory and Practice - Barton 1977André CepedaNo ratings yet
- Calculation of Internal Stress of Steel Induced During QuenchingDocument10 pagesCalculation of Internal Stress of Steel Induced During Quenchingkim983124No ratings yet
- Comparative Assessment For Static Creep and Tension Tension Cyclic Creep Behaviors of Modified 9Cr 1mo Steel 2014 Procedia EngineeringDocument7 pagesComparative Assessment For Static Creep and Tension Tension Cyclic Creep Behaviors of Modified 9Cr 1mo Steel 2014 Procedia EngineeringalkhiatNo ratings yet
- Pressure Drop in Fixed Bed Reactor with Mechanical Catalyst FailureDocument3 pagesPressure Drop in Fixed Bed Reactor with Mechanical Catalyst FailureJesse Haney IIINo ratings yet
- 1-s2.0-S136516099700141X-mainDocument11 pages1-s2.0-S136516099700141X-mainKunal singh RajpurohitNo ratings yet
- Time-Dependent Prestress Loss and Deflection in Prestressed Concrete Members - PCI PDFDocument13 pagesTime-Dependent Prestress Loss and Deflection in Prestressed Concrete Members - PCI PDFKatherine StuartNo ratings yet
- PCMT 4304-Mechanical Working and Testing of MaterialsDocument126 pagesPCMT 4304-Mechanical Working and Testing of MaterialsSubhasishNathNo ratings yet
- On Macroscopic and Microscopic Analyses For Crack PDFDocument16 pagesOn Macroscopic and Microscopic Analyses For Crack PDFBruno Conti Lucena SilvaNo ratings yet
- Chapter 7Document186 pagesChapter 7mgualdiNo ratings yet
- Reviews in Computational ChemistryFrom EverandReviews in Computational ChemistryAbby L. ParrillNo ratings yet
- Resistance and Deformation of Solid Media: Pergamon Unified Engineering SeriesFrom EverandResistance and Deformation of Solid Media: Pergamon Unified Engineering SeriesNo ratings yet
- Stripping Strength of Tapped HolesDocument4 pagesStripping Strength of Tapped HolesbennyfergusonNo ratings yet
- Design and Structural Analysis of A 1000 Ton Hydraulic Press Frame StructureDocument4 pagesDesign and Structural Analysis of A 1000 Ton Hydraulic Press Frame StructurebennyfergusonNo ratings yet
- Hydraulicpressdesign PDFDocument11 pagesHydraulicpressdesign PDFPradeep RavalNo ratings yet
- Decision RiskDocument31 pagesDecision RiskbennyfergusonNo ratings yet
- AdDocument25 pagesAdShubham NamdevNo ratings yet
- Design and Manufacture of A 30-Ton Hydraulic Press: February 2011Document6 pagesDesign and Manufacture of A 30-Ton Hydraulic Press: February 2011MaheshNo ratings yet
- Multiple Dimensionsheet 1Document1 pageMultiple Dimensionsheet 1bennyfergusonNo ratings yet
- Engineering: Timing Belt DrivesDocument34 pagesEngineering: Timing Belt DrivesbennyfergusonNo ratings yet
- Tks Spring: Langen & Sondermann GMBH & Co. KGDocument13 pagesTks Spring: Langen & Sondermann GMBH & Co. KGbennyfergusonNo ratings yet
- Powergrip HTD 03Document56 pagesPowergrip HTD 03bennyfergusonNo ratings yet
- Lecture 4 ForgingDocument6 pagesLecture 4 ForgingbennyfergusonNo ratings yet
- Torsional PropertiesDocument19 pagesTorsional PropertiesAndrés Felipe HernándezNo ratings yet
- Belt 1 PDFDocument31 pagesBelt 1 PDFbennyfergusonNo ratings yet
- 4267 PDFDocument8 pages4267 PDFKaik Wulck BassanelliNo ratings yet
- New Fatigue Provisions For The Design of Crane Runway GirdersDocument9 pagesNew Fatigue Provisions For The Design of Crane Runway Girdersdicktracy11No ratings yet
- 22 Shaft and Its Design Based On StrengthDocument11 pages22 Shaft and Its Design Based On StrengthPRASAD326100% (4)
- Systems of Differential EquationsDocument69 pagesSystems of Differential EquationsPeter Ndung'u100% (1)
- Stress Concentration FactorDocument1 pageStress Concentration FactorbennyfergusonNo ratings yet
- Drive Formulae - LENZE The Compact Formula CollectionDocument108 pagesDrive Formulae - LENZE The Compact Formula Collectionhiloactive100% (1)
- Leaf Spring ModelDocument13 pagesLeaf Spring ModelbennyfergusonNo ratings yet
- Technical Information Sheet Radial Ball Bearings Life and Load Ratings ENB 04 0637Document4 pagesTechnical Information Sheet Radial Ball Bearings Life and Load Ratings ENB 04 0637sandeep5No ratings yet
- Friction Coeff Leaf SpringDocument7 pagesFriction Coeff Leaf SpringbennyfergusonNo ratings yet
- Damping Cross Ref PDFDocument8 pagesDamping Cross Ref PDFKévin GuiotNo ratings yet
- Damping Coefficient CalculationDocument16 pagesDamping Coefficient CalculationVasile BrustureanuNo ratings yet
- Shoberg-Fall 10 Tension AuditDocument3 pagesShoberg-Fall 10 Tension AuditDominicNo ratings yet
- Equation OrderDocument1 pageEquation OrderbennyfergusonNo ratings yet
- Carbon Fibre ReportDocument33 pagesCarbon Fibre ReportAyanala Bhagyasri0% (1)
- f90 For BeginnersDocument630 pagesf90 For BeginnersrajeshnitkkNo ratings yet
- Civil and Mechnical Finalkey PDFDocument15 pagesCivil and Mechnical Finalkey PDFNAVEEN BUDDARAPUNo ratings yet
- DCC40142 - Scheme Assignment 1 Set 1Document6 pagesDCC40142 - Scheme Assignment 1 Set 1F1026 AzamuddinNo ratings yet
- Can Csa S806-02 (115-119)Document5 pagesCan Csa S806-02 (115-119)JEISON CALIXTO VARGASNo ratings yet
- Stress and Strain BasicsDocument27 pagesStress and Strain BasicsAdiel WusqaNo ratings yet
- Borehole ExtensometerDocument3 pagesBorehole ExtensometerAjay SinghNo ratings yet
- Strain, Force, and PressureDocument22 pagesStrain, Force, and PressureOnur Deniz NarinNo ratings yet
- CamNorte College Tests Mild Steel's Compressive StrengthDocument11 pagesCamNorte College Tests Mild Steel's Compressive StrengthEvan Boaloy100% (1)
- Normativ Panouri SandwichDocument58 pagesNormativ Panouri SandwichAlex ChiraNo ratings yet
- Steel MidtermDocument3 pagesSteel MidtermDave JarangueNo ratings yet
- PS1 Mom IDocument4 pagesPS1 Mom IMuhammad QasimNo ratings yet
- Bird Impact Forces and Pressures On Rigid and Compliant TargetsDocument87 pagesBird Impact Forces and Pressures On Rigid and Compliant Targetsalterberg alterbergNo ratings yet
- 09 CH-1 1.8 and 1.9 Testing of MaterialsDocument16 pages09 CH-1 1.8 and 1.9 Testing of MaterialsTooling ganeshNo ratings yet
- Fluid Properties-Unit 1Document19 pagesFluid Properties-Unit 1tanu01303No ratings yet
- Definition Of Terms And Shaft TheoriesDocument15 pagesDefinition Of Terms And Shaft TheoriesMico CampoNo ratings yet
- Hot Finished Hollow Sections Dimensions and SpecificationsDocument2 pagesHot Finished Hollow Sections Dimensions and Specifications_jessecaNo ratings yet
- Rheology and Soil Mechanics RH Ologie Et M Canique Des Sols Symposium Grenoble April 1-8-1964 Symposium Grenoble 1er 8 Avril 1964 2Document519 pagesRheology and Soil Mechanics RH Ologie Et M Canique Des Sols Symposium Grenoble April 1-8-1964 Symposium Grenoble 1er 8 Avril 1964 2Jasmin AgriNo ratings yet
- Leg Protector Impact Load EstimationDocument3 pagesLeg Protector Impact Load EstimationThomas StephenNo ratings yet
- Dhruba Roy Mob: +91 9880859678 Email:: ObjectiveDocument5 pagesDhruba Roy Mob: +91 9880859678 Email:: ObjectiveAbhilash RameshNo ratings yet