Professional Documents
Culture Documents
Mejora en la determinación de tiempos estándar y distribución de planta en Confesiones Paola S.A.C
Uploaded by
dennis tupac yupanqui villegasOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Mejora en la determinación de tiempos estándar y distribución de planta en Confesiones Paola S.A.C
Uploaded by
dennis tupac yupanqui villegasCopyright:
Available Formats
Planeamiento y Control de Operaciones
“AÑO DEL DIÁLOGO Y RECONCILIACIÓN NACIONAL”
UNIVERSIDAD NACIONAL
JOSÉ FAUSTINO SÁNCHEZ CARRIÓN
FACULTAD DE INGENIERÍA INDUSTRIAL, SISTEMAS E INFORMÁTICA
ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL
Planeamiento y Control de
Operaciones
Propuesta de Mejora en la Determinación De Tiempo Estándar Y
Mejora De La Distribución De Planta, En La Empresa Confesiones
Paola S.A.C”.
PRESENTADO POR:
TUPAC YUPANQUI VILLEGAS, DENNIS
PROFESOR:
Ing. Juan Carlos De Los Santos García
Huacho – Perú
2018
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 1
Planeamiento y Control de Operaciones
íNDICE
PORTADA ......................................................................................................... 1
capÍtulo I: GENERALIDADES ..................................................................... 10
1.1. ANTECEDENTES. - ............................................................................... 10
1.2. OBJETIVOS. -....................................................................................... 10
1.2.1. Objetivo general: ......................................................................... 10
1.2.2. Objetivo específico ...................................................................... 10
1.3. IMPORTANCIA. - ................................................................................. 11
1.4. LIMITACIONES. - ................................................................................. 11
2.1. EL ESTUDIO DE MÉTODOS. - .............................................................. 12
2.1.1. Definición de ingeniería de métodos:.......................................... 12
2.1.2. Fases del Estudio de Métodos: .................................................... 13
2.1.3. Diagrama de Operaciones del Proceso: ....................................... 13
2.1.4. Diagrama de Análisis del Proceso: ............................................... 16
2.2. DISTRIBUCIÓN DE PLANTA. - .............................................................. 19
2.2.1. Marco Conceptual: ...................................................................... 20
2.2.2. Método Travel Charting: .............................................................. 21
2.2.3. Método análisis de proximidad: .................................................. 22
2.2.4. Método Guerchet (Requerimiento de área): .............................. 24
2.3. EL TIEMPO ESTÁNDAR. - .................................................................... 28
2.3.1. Aplicación De Márgenes O Tolerancias: ...................................... 28
2.3.2. Tiempo Normal: ......................................................................... 33
2.3.3. Tiempo Estándar: ...................................................................... 33
3.1. BREVE RESEÑA HISTÓRICA ................................................................. 35
3.2. DESCRIPCIÓN GENERAL DEL PROCESO: ............................................. 35
3.3. DIAGRAMA DEL PROCESO PRODUCTIVO. -........................................ 37
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 2
Planeamiento y Control de Operaciones
3.5. DESCRIPCIÓN DE MAQUINARIAS Y EQUIPOS .................................... 39
3.5.1 Máquina de corte: ....................................................................... 39
3.5.2 Máquina de costura recta: ........................................................... 40
3.5.3 Máquina remalladoras:................................................................ 43
3.5.4 Máquina Recubridora. ................................................................. 45
3.5.5 Maquina collaretera: ................................................................... 47
3.6. ORGANIZACIÓN DE LA EMPRESA. - .................................................... 48
3.6.1 Misión: ......................................................................................... 49
3.6.2 Visión: .......................................................................................... 49
3.7. PROBLEMÁTICA INHERENTE A LA EMPRESA. - .................................. 50
4.1. DESCRIPCIÓN DE LAS OPERACIONES. – ............................................. 51
4.2. DESCRIPCIÓN DEL PRODUCTO. - ........................................................ 51
4.3. DESCRIPCIÓN DE LAS MAQUINAS POR OPERACIONES ...................... 51
Máquina de corte: ........................................................................................... 52
Máquina de costura recta:............................................................................... 52
Máquina remalladoras:.................................................................................... 52
53
Máquina collaretera: ....................................................................................... 53
4.4. DIAGRAMA DE OPERACIONES DE PROCESO. -................................... 54
5.1. PLANTEAMIENTO DEL PROBLEMA. -.................................................. 57
5.2. OBJETIVOS: ......................................................................................... 57
5.3. METODOLOGÍA Y/O PROCEDIMIENTO. - ........................................... 58
5.3.1. Metodología:................................................................................ 58
5.3.2. Procedimiento: ............................................................................ 58
5.4. DESARROLLO Y/O EJECUCION DE SOLUCION PROPUESTA. - ............. 58
5.4.1. Determinación de tiempo estándares: ................................... 58
5.4.2. Mejoramiento de la distribución de planta: ................................ 64
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 3
Planeamiento y Control de Operaciones
6.1. CONCLUSIONES. - ............................................................................... 81
6.2. RECOMENDACIONES.- .......................... Error! Bookmark not defined.
2 BIBLIOGRAFÍA ............................................................................................ 84
Anexo 1:……...................................................................................................... 86
Anexo 2:……...................................................................................................... 95
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 4
Planeamiento y Control de Operaciones
DEDICATORIA
Este trabajo de investigación
está dedicado a cada uno de nuestros
padres en agradecimiento por la
enorme labor que realizan y por todo el
apoyo que nos brindan.
Dedicado también al ingeniero
Juan Carlos de los Santos García, por
instruirnos con su paciencia y poder
concluir nuestro trabajo de
investigación.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 5
Planeamiento y Control de Operaciones
AGRADECIMIENTO
Agradecemos primeramente a Dios quien fue nuestro guía en el
desarrollo de este trabajo y no menos importante, a nuestros padres, quienes
son nuestros pilares y apoyo en nuestro desarrollo como estudiantes.
Agradezco a las personas que me dieron la oportunidad en hacer el
estudio, como es el gerente general de la empresa CONFECCIONES PAOLA
S.A.C. Gracias a su confianza por dejarnos por su confianza y así poder
realizar el cumplimiento de nuestra tarea de planeamiento y control de
operaciones.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 6
Planeamiento y Control de Operaciones
1
PRESENTACIÓN
El presente trabajo consiste en la descripción de la empresa en donde
se enfoca el estudio y la propuesta de incremento de la eficiencia de la
productividad en la empresa CONFECCIONES PAOLA S.A.C.
Se menciona la secuencia de todo el recorrido de la materia prima y se
analiza detalladamente el o las áreas en donde se presenta problemas de
productividad y eficiencia.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 7
Planeamiento y Control de Operaciones
JUSTIFICACIÓN
El presente estudio se desarrolló con la finalidad de Interpretar y
relacionar lo aprendido en clases con la situación actual que presenta la
empresa CONFECCIONES PAOLA S.A.C.
Y que de este modo si se pudiera presentar como mejora beneficie a los
dueños del problema ya que los resultados que se obtuvieron sirvieron para
tener una vista más clara del estado de la empresa en cuestión de eficiencia y
eficacia.
El estudio se llevó a cabo con el objetivo Calcular la eficiencia y eficacia
en el área de estudio para diagnosticar la situación de la empresa y analizar los
resultados de producción y proponer una situación de mejora, que traiga
beneficios a la empresa.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 8
Planeamiento y Control de Operaciones
INTRODUCCIÓN
La competitividad en la empresa va conjuntamente relacionada con la
mejora de los tiempos en sus operaciones de producción involucrada con ella
también el aseguramiento de la calidad y el mejor costo del producto.
En la industria textil se realizan operaciones repetitivas las que hay que
lograr estandarizar para poder generarse el cumplimiento de los planes y
programas de producción.
En CONFECCIONES PAOLA S.A.C perteneciente al sector de la
microempresa, en el rubro de textilería, se confecciona polos, buzos, chalecos,
gorros, etc.; productos cuyas operaciones de fabricación no se encuentran
estandarizadas, y además de presentar una distribución física de planta
inadecuada para el transporte y manipuleo de materiales, para el flujo de
personal en la ejecución de las operaciones de producción.
Estos inconvenientes originaban el desajuste de sus programas de
producción, descontento en los clientes y reducción de ingreso por ventas a la
empresa.
Ante la situación descrita la empresa CONFECCIONES PAOLA S.A.C.
combino autorizar el desarrollo del estudio de tiempos en su proceso
productivo, conjuntamente con una mejora de distribución de planta.
Básicamente para el desarrollo de la solución del problema, se utilizó la
técnica del estudio de cronometraje y la técnica de a proximidad para la
mejorar la distribución de planta.
El contenido del desarrollo de la solución del problema expuesto en el
presente estudio concluye la obtención de un tiempo estándar de 17.49 min –
st y una mejorada distribución de planta.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 9
Planeamiento y Control de Operaciones
CAPÍTULO I: GENERALIDADES
1.1. ANTECEDENTES. -
La empresa “confecciones Paola S.A.C”, es una pequeña empresa con 13
años de antigüedad, tiempo en el que no han desarrollado estudios de
investigación; por estar la empresa, totalmente concentrada en la rama de la
fabricación de polos, chalecos, buzos, delantales y otros.
Confecciones Paola S.A.C; es una empresa que trata de ganar espacio
en el mercado de la zona de la región lima provincias; por ello que actualmente,
abre sus puertas a estudiantes de ingeniería industrial, de tal manera que ellos
están presentando estudios sobre métodos de trabajo, diagnóstico, plan y
programa de producción, entre otros.
1.2. OBJETIVOS. -
Los objetivos a alcanzar en el desarrollo y alcance de la investigación
sean posible por la empresa Confesiones Paola S.A.C. son los siguientes:
1.2.1. Objetivo general:
Interpretar y relacionar lo aprendido en clases con la situación actual que
presenta la empresa.
1.2.2. Objetivo específico:
Calcular la eficiencia y eficacia en el área de estudio para
diagnosticar la situación de la empresa.
Analizar los resultados de producción y proponer una situación
de mejora, que traiga beneficios a la empresa.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 10
Planeamiento y Control de Operaciones
1.3. IMPORTANCIA. -
El presente estudio en la empresa Confesiones Paola S.A.C.,
contribuirá a la mejora en su proceso de producción, ya que se planteará
una mejora en la empresa y con la venia del gerente de la empresa se
podrá dar la aplicación de dicho estudio. Los resultados saldrán a la vista
y será muy provechoso para todo el personal, supervisores, gerencia y
mercado.
1.4. LIMITACIONES. -
En cuanto a este aspecto, es poco lo que se tiene que decir, sin embargo,
habría que indicar, la falta de documentación técnica, impedía el análisis de
registro de producción, y de mantenimiento, situación que se fue superando en
la medida que se desarrolló el estudio; por el motivo de reserva de información.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 11
Planeamiento y Control de Operaciones
CAPÍTULO II: MARCO TEÓRICO
2.1. EL ESTUDIO DE MÉTODOS. -
El estudio de métodos tiene por objetivo realizar el análisis de cualquier
proceso productivo o de un servicio brindado, con el único fin de satisfacer las
necesidades del cliente en el menor tiempo y a menor inversión con el cual se
puedan hacer las cosas en la forma más sencilla, eficiente y eficaz posible.
2.1.1. Definición de ingeniería de métodos:
Los términos análisis de operaciones, simplificación del trabajo e
ingeniería de métodos se utilizan con frecuencia como sinónimos. En la
mayor parte de los casos se refieren a una técnica para aumentar la
producción por unidad de tiempo y, en consecuencia, reducir el costo por
unidad.
En 1932, el término "Ingeniería de Métodos" fue desarrollado y
utilizado por H.B. Maynard* y sus asociados, quedando definido con las
siguientes palabras:
"Es la técnica que somete cada operación de una determinada
parte del trabajo a un delicado análisis en orden a eliminar toda
operación innecesaria y en orden a encontrar el método más rápido para
realizar toda operación necesaria; abarca la normalización del equipo,
métodos y condiciones de trabajo; entrena al operario a seguir el método
normalizado; realizado todo lo precedente (y no antes), determina por
medio de mediciones muy precisas, el número de horas tipo en las
cuales un operario, trabajando con actividad normal, puede realizar el
trabajo; por ultimo (aunque no necesariamente), establece en general un
plan para compensación del trabajo, que estimule al operario a obtener o
sobrepasar la actividad normal".
La ingeniería de métodos implica trabajo de análisis en dos
etapas de la historia de un producto, continuamente estudiará una y otra
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 12
Planeamiento y Control de Operaciones
vez cada centro de trabajo para hallar una mejor manera de elaborar el
producto.
Para desarrollar un centro de trabajo, fabricar un producto o
proporcionar un servicio, el ingeniero de industrial debe seguir un
procedimiento sistemático, el cual comprenderá las siguientes
operaciones:
1. Selección del proyecto.
2. Obtención de los hechos
3. Presentación de los hechos
4. Efectuar un análisis
5. Desarrollo del método ideal
6. Presentación del método
7. Implantación del método
8. Desarrollo de un análisis de trabajo
9. Establecimiento de estándares de tiempo
10. Seguimiento del método
2.1.2. Fases del Estudio de Métodos:
Para analizar cualquier proceso se hace necesario seguir las
siguientes etapas o fases:
Seleccionar la actividad
Registrar el proceso
Examinar críticamente
Diseñar un mejor proceso
Implementación del nuevo proceso
Mantener el sistema
2.1.3. Diagrama de Operaciones del Proceso:
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 13
Planeamiento y Control de Operaciones
En el diagrama de proceso de operaciones se exponen todas las
operaciones, inspecciones, tolerancias de tiempo y materiales que se
van a utilizar en un proceso de fabricación. Muestra, claramente la
secuencia de eventos, en orden cronológico, desde el material en bruto
hasta el empaque del producto terminado.
Un diagrama de proceso
Cuando se elabora un diagrama deproceso de
de operaciones es una
operaciones, se usan dos símbolos:
representación de los
momentos en los que se
introducen los materiales al Círculopequeño que generalmente mide
3/8 de pulgada de diámetro que denota
proceso, y de la secuencia de una operación
inspecciones y de todas las Cuadrado de 3/8 de pulgada por lado
que denota una inspección.
operaciones, excepto aquellas
que tienen que ver con el
30.06.02 JOSE ARIAS PITTMAN 14
manejo del material. Comprende la información que se considera
necesaria para el análisis, tal como el tiempo requerido y lugar de
localización.
OPERACIÓN
Graficamos una operación, cuando el material
sufre una transformación durante el proceso. Cuando
se cambia intencionalmente la característica del
material. Ejemplo: Llenar Cortar, Taladrar, Tornear,
etc. Se representa por un círculo.
INSPECCIÓN
Graficamos una Inspección cuando se verifica
con un estándar, sea esta la calidad y cantidad.
Asimismo, cando se somete a un examen
comparándolo con el estándar para determinar su
conformidad.
Utilización del Diagrama de Proceso de Operaciones
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 14
Planeamiento y Control de Operaciones
Una vez que el analista ha terminado su diagrama de proceso de
operaciones, éste queda listo `para ser utilizado. Debe revisar cada
operación a inspección, desde el punto de vista de las estrategias
elementales con relación al análisis de la operación. Las siguientes
estrategias se aplican, en especial, cuando se estudia el diagrama de
proceso de operaciones:
Propósito de la operación
Diseño de la parte
Tolerancias y especificaciones
Materiales
Proceso de fabricación
Preparación y herramental
Condiciones de trabajo
Distribución de la planta
El procedimiento es para que el análisis se interrogue sobre cada
uno de los criterios enumerados anteriormente, los cuales influyen en el
costo y la producción del producto que se estudia.
La pregunta más importante que debe hacerse el analista al
estudiar los eventos en el diagrama de proceso de flujos es: “¿Por
qué?”. Las preguntas típicas que se deben hacer son:
“¿Por qué es necesario esta operación?”
“¿Por qué se efectúa esta operación de esta manera”?
“¿Por qué están tan estrechas estas tolerancias”?
“¿Por qué se ha especificado este material”?
“¿Por qué se ha asignado este operador para hacer esta clase de
trabajo”?
El analista no debe aceptar cosa alguna como definitiva, sino que,
debe hacerse éstas y otras preguntas pertinentes acerca de todas las
fases del proceso, y luego, reunir la información para contestar a todas
las preguntas, de modo que, pueda introducirse una mejor manera de
hacer el trabajo.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 15
Planeamiento y Control de Operaciones
2.1.4. Diagrama de Análisis del Proceso:
Registra la secuencia total de todas las actividades del proceso,
señalando la entrada de todos los componentes del proceso, así como
los posibles avances y retrocesos, las demoras y almacenamiento que
se puedan producir en la obtención del bien o servicio.
Se visualiza de todo el proceso, registrando además el de
operación e inspección estudiados en el DOP, emplea los símbolos de
demoras, transporte y almacenamiento.
Se utiliza, como instrumento de análisis, para eliminar los costos
ocultos de un componente. El hecho de que el diagrama de flujo muestre
claramente todos los transportes, retrasos y almacenamientos, ayuda a
reducir, tanto la cantidad, como la duración de estos elementos.
El diagrama de proceso de flujo debe dar especial consideración
a:
Manejo del material
Distribución del equipo y de la planta
Tiempo de retrasos
Tiempo de almacenamientos
El análisis de la operación es un procedimiento que nunca puede
considerarse completo. Generalmente la competencia exige el estudio
incesante de un producto dado para mejorar los procesos de fabricación
vayan al consumidor en forma de un mejor producto, a un precio
reducido.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 16
Planeamiento y Control de Operaciones
Si las condiciones en la industria fueran estáticas sobrevendría la
bancarrota, para ello debe considerar las diez estrategias elementales
de todo análisis de la operación:
1. Finalidad de la operación
2. Diseño de la Parte
3. Tolerancias y especificaciones
4. Materiales
5. Proceso de fabricación
6. Preparación y Herramental
7. Condiciones de trabajo
8. Manejo de Materiales
9. Distribución de la Planta y equipo
10. Principios de la Economía de Movimientos
A continuación, describimos estos símbolos.
A. TRANSPORTE
Graficamos un transporte cuando el material se desplaza de un
lugar a otro a más de 1.10 mt. de distancia.
Nos indica si el proceso avanza o retrocede, si está subiendo o
bajando, mide las distancias que recorre.
Se representa por una flecha.
B. DEMORA
Graficamos una demora, cuando el proceso no se inicia
inmediatamente después de una operación, aquí se produce un
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 17
Planeamiento y Control de Operaciones
stock en tránsito, es decir que los productos en procesos están a
la espera de ser transportados a la siguiente operación.
Esto nos representa los costos ocultos y se le grafica por
una letra D.
C. ALMACENAMIENTO
Graficamos un almacenamiento, cuando se guarda el
material o producto en lugar seguro y necesita de una orden
superior para ser retirado.
Normalmente en las organizaciones se da un
almacenamiento de Materias Primas y Productos Terminados.
Se representa por un triángulo equilátero invertido.
Para hacer el Diagrama de Análisis de Proceso, se sigue un
conjunto de reglas, tal como se presente en el formato siguiente.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 18
Planeamiento y Control de Operaciones
2.2. DISTRIBUCIÓN DE PLANTA. -
Cuando se usa el término distribución en planta, se alude a veces la
disposición física ya existente, otras veces a una distribución proyectada
frecuentemente al área de estudio ó al trabajo de realizar una distribución en
planta. En el presente documento se desarrollará el proyecto de diseñar una
planta.
Para llevar a cabo lo antes expuesto se desarrollará lo que respecta
acerca de las generalidades del estudio. Dentro de este trataran los aspectos
siguientes:
El Marco Teórico de la distribución en planta, en el cual se tendrá un
marco básico de referencia de esto, el contexto de la industria relativa al
estudio en la que se conocerán los aspectos generales la importancia, el
desarrollo tecnológico, la industria del producto que contiene la descripción
comercial del mercado, y los materiales del producto en estudio, la estructura
del proceso en la que se desarrollarán maquinaria, equipo y herramientas, las
áreas de producción, puestos de trabajo, ruta de producción, continuando con
las consideraciones de seguridad e higiene ocupacional que tendrá la planta, y
se finalizará con la políticas generales en las que se cuenta los días laborales
anuales y la jornada de trabajo, y otros.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 19
Planeamiento y Control de Operaciones
Se trabajarán los aspectos siguientes, el cálculo de requerimiento de
maquinaria y equipo, la cual será necesaria para la producción, así como la
mano de obra tanto directa como indirecta, que son parte fundamental de la
empresa. Además, se desarrollará lo que se refiere al inventario, que influye su
política, cuantificaciones del pedido de materia prima, materiales y su política
de ventas.
Otro aspecto que enmarca la distribución física de la planta, dentro de la
que se tendrá la determinación del equipo para el manejo de los materiales en
la planta.
Se realizarán diferentes técnicas de actividades relacionadas, al
diagrama de bloques y otras, con el fin de facilitar la construcción del plan
layout.
2.2.1. Marco Conceptual:
a. Operaciones intermitentes: la manufactura intermitente es la
conversión con características de producción de bajo volumen
de productos, con equipo de uso general, operaciones de mano
de obra intensiva, flujo de productos interrumpido, cambios
frecuentes en el programa, una gran mezcla de productos, así
como productos hechos a la medida.
b. Operaciones continuas: las operaciones de producción
continuas se caracterizan por un alto volumen de producción,
por equipos de uso especializado, por operaciones de capital
intensivo, por una mezcla de productos restringida, y por
productos estandarizados para la formación de inventarios.
c. Distribución de planta orientada al proceso: las distribuciones
de planta orientadas al proceso son adecuadas para
operaciones intermitentes cuando los flujos de trabajo no están
normalizados para todas las unidades de producción.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 20
Planeamiento y Control de Operaciones
En una distribución de planta orientada al proceso, los centros
o departamentos de trabajo involucrados en el proceso de
planta se agrupan por el tipo de función que realizan.
d. Distribución de planta orientada al producto: las distribuciones
de planta orientadas al producto se adoptan cuando se fabrica
un producto estandarizado, por lo común en gran volumen.
Cada una de las unidades en producción requiere de la misma
secuencia de operaciones de principio a fin.
e. Distribución planta por componente fijo: las distribuciones de
planta por componente fijo se requieren cuando a causa del
tamaño, conformación, o cualquier otra característica no es
posible desplazar el producto. En una distribución de planta fija
el producto no cambia de lugar; herramientas, equipo y fuerza
de trabajo se llevan hasta él según se requiere, a fin de
ejecutar etapas apropiadas de elaboración progresista.
f. Distribución de plantas combinadas: comúnmente no existen
las distribuciones de planta puras, y se tiene que adoptar una
distribución de planta combinada. Esto es lo más usual en el
caso de procesos y productos.
2.2.2. Método Travel Charting:
Este método puede utilizarse para toda disposición de planta en la
cual las características del producto no admiten el establecimiento de
línea de producción para productos individuales o tipos de productos. El
procedimiento es el siguiente:
Se juntan datos concernientes a la magnitud y secuencia de las
operaciones de manejo, según clases o grupos de productos, de la
misma manera que para el método de línea recta.
Se prepara una disposición provisional, eligiendo un curso grama
general aplicable a la extensión y contornos de la superficie disponible.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 21
Planeamiento y Control de Operaciones
Se prepara una matriz distancia volumen en función de la
disposición provisional del producto.
Se determinan los movimientos críticos de la disposición
provisional en la matriz distancia volumen. Puntos críticos suelen ser
aquellos movimientos de un elevado valor distancia volúmenes situados
a una leve distancia de la diagonal de la planilla.
Se evalúan los movimientos críticos, esto implica una apreciación
del efecto de cambiar la ubicación de los departamentos que intervienen
en los movimientos críticos. Se trata de reducir el total de las sumas de
renglones de la matriz distancia volumen.
Se revisa la matriz distancia volumen y la disposición de la planta
hasta que toda corrección ulterior resulte insignificante e indeterminable,
esas revisiones pueden ser de dos tipos: corrección del curso grama
básico intercambiando posiciones de áreas departamentales o nuevo
diseño de los contornos de la superficie.
2.2.3. Método análisis de proximidad:
El análisis de proximidad, llamado también Tabla Relacional, es
un cuadro organizado en diagonal para mostrar la importancia de su
relación en el movimiento de los productos.
Se muestran las relaciones de proximidad entre cada actividad y
todas las demás actividades o estaciones de trabajo.
La Tabla de Proximidad, nos muestra las actividades y sus
relaciones mutuas.
Se evalúa la importancia entre las actividades, apoyándose sobre
una codificación propia.
Construcción de un diagrama relacional:
Determinar cuáles son las estaciones de trabajo que se van a
considerar en la tabla. Esto se listas en forma vertical.
Comparar el asunto que ocupa la primera estación de trabajo con
las demás, teniendo en cuenta el cruce de canales de subida y bajada.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 22
Planeamiento y Control de Operaciones
• Las Tablas que se considera para el análisis de proximidad, determina
los colores y las líneas que unirán dichas estaciones de trabajo es:
Grad Descripción Color lín
o de eas
importancia
A Absolutamente Rojo
necesario
E Especialmente Amarillo
importante
I Importante Verde
O Normal Azul
U Sin importancia Negro
Para determinar el Grado de Importancia entre dos estaciones de
trabajo, se tienen que utilizar el Método Estadístico de Sturget. Los
pasos son:
A) Determinar el rango R de la Población
R = (VM - vm) + 1
VM = valor mayor
vm = valor menor
B) Calcular el Número de Intervalos (m)
m = 1 + 3.33logN
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 23
Planeamiento y Control de Operaciones
N = Población
C) Se calcula el tamaño del intervalo (C)
» C = R/m + 1
D) Se determina el primer valor del primer intervalo (L1) y el último
valor del último intervalo (L2)
» Exceso = m*C - R = (Valor X)
E) Del valor que se obtenga, si este es par se divide entre dos y
se le suma ese valor de la división al L2 y se le resta esa misma
cantidad de la división a L1.
2.2.4. Método Guerchet (Requerimiento de área):
Habiendo definido el número de máquinas y conociendo los
requerimientos de personal, se definen las estaciones de trabajo y se
determinan las áreas requeridas.
Para ello se pueden utilizar diferentes métodos de evaluación, a
continuación, presentamos el siguiente método:
Método Guerchet:
Por este método se calcularán los espacios físicos que se
requerirán para establecer la planta.
Por lo tanto, se hace necesario identificar el número total de
maquinaria y equipo llamados elementos estáticos y también el número
de operarios y el equipo de acarreo, llamados elementos móviles. Para
cada elemento a distribuir, la superficie total necesaria se calcula como
la suma de tres superficies parciales:
ST = Superficie total
Ss = Superficie estática
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 24
Planeamiento y Control de Operaciones
Sg = Superficie de
gravitación
Se = Superficie de
evolución.
Superficie estática (Ss). -
Corresponde al área de terreno que ocupan los muebles,
máquinas y equipos.
Esta área debe ser evaluada en la posición de uso de la máquina
o equipo, esto quiere decir que debe incluir las bandejas de depósito,
palancas, tableros, pedales, etc., necesarios para su funcionamiento.
Superficie gravitacional (Sg).-
Es la superficie utilizada por el obrero y por el material acopiado
para las operaciones en curso alrededor de los puestos de trabajo.
Esta superficie se obtiene para cada elemento, multiplicando la
superficie estática (Ss) por el número de lados a partir de los cuales el
mueble o la máquina deben ser utilizados.
Siendo:
Ss = Superficie estática
N = número de lados
Superficie de gravitación (sg). -
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 25
Planeamiento y Control de Operaciones
La superficie gravitacional depende del requerimiento de áreas de
trabajo. En el siguiente diagrama, sólo se utiliza un lado, en este caso.
Superficie de evolución (Se). -
Es la que se reserva entre los puestos de trabajo para los
desplazamientos del personal, del equipo, de los medios de transporte y
para la salida del producto terminado.
Para su cálculo se utiliza un factor “K” denominado coeficiente de
evolución, que representa una medida ponderada de la relación entre las
alturas de los elementos móviles y los elementos estáticos .
Siendo:
Dónde:
r: variedad de elementos móviles
Ss: superficie estática de cada
elemento
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 26
Planeamiento y Control de Operaciones
h: altura del elemento móvil
n: número de elementos móviles de
cada tipo
t: variedad de elementos estáticos
Ss: superficie estática de cada
elemento
h: altura del elemento estático
n: número de elementos estáticos de
cada tipo
En síntesis, es la superficie requerida para el movimiento alrededor de
la máquina.
La altura incluida nos da una idea de volumen y visibilidad para el
movimiento Para el cálculo de la superficie que se asigna a los
inventarios, bien sea en almacén o en puntos de espera, no se
considera la superficie gravitacional, sino únicamente la superficie
estática y de evolución.
Superficie total (sT). -
Normalmente, la superficie ocupada por las piezas o materiales
acopiados junto a un puesto de trabajo para la operación en curso, no da
lugar a una asignación complementaria, ya que está comprendida entre
las superficies de gravitación y de evolución.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 27
Planeamiento y Control de Operaciones
2.3. EL TIEMPO ESTÁNDAR. -
El presente trabajo muestra la importancia que tiene el esfuerzo de
tiempos en una determinada empresa a institución para fijar, tiempos estándar
en los que se hacen observaciones, como con el muestro del trabajo, a
intervalos aleatorios (en lugar de hacerlo continuamente) durante un periodo
extenso.
2.3.1. Aplicación De Márgenes O Tolerancias:
Sería imposible que un operario mantuviese el mismo ritmo en
cada minuto de trabajo del día, para eso se aplica tres clases de
interrupciones que se pueden presentar ocasionalmente, que hay
compensar con tiempo adicional, y estas clases son:
1. La primera clase son las interrupciones personales: como idas al
servicio sanitario o ir a tomar agua
2. La segunda clase es la fatiga: que, como se sabe, afecta al
trabajador más fuerte, aun cuando efectué el trabajo de tipo más
ligero
3. La tercera clase algunos retrasos inevitables: para los cuales hay
que conocer ciertas tolerancias, como ruptura de las herramientas,
interrupciones por el capataz y ligeros tropiezos con los útiles de
trabajo.
Para llegar a un estándar justo para un operario normal que
labore con un esfuerzo de tipo medio, debe incorporarse cierto margen o
tolerancia al tiempo nivelado o tiempo base, ya que el estudio de
tiempos se lleva a cabo en un período relativamente corto y hay que
eliminar extraños al determinar el tiempo normal.
Márgenes o Tolerancias. - Consiste en la adición de un margen o
tolerancia al tener en cuenta las numerosas interrupciones, retrasos y
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 28
Planeamiento y Control de Operaciones
movimientos lentos producidos por la fatiga inherente a todo trabajo. Se
debe asignar un margen o tolerancia al trabajador para que el estándar
resultante sea justo y fácilmente mantenible por la actuación del
trabajador medio a un ritmo normal continuo; las tolerancias se aplican
para cubrir tres amplias áreas, que son las demoras personales, la fatiga
y los retrasos inevitables. Las tolerancias se aplican a tres categorías del
estudio que son:
1. Tolerancias aplicables al tiempo total de ciclo
2. Tolerancias aplicables solo al tiempo de empleo de la máquina
3. Tolerancias aplicables al tiempo de esfuerzo
Existen dos métodos utilizados frecuentemente para el desarrollo
de datos de tolerancia estándar. El primero es el que consiste en un
estudio de la producción que requiere que un observador estudie dos o
quizá tres operaciones durante un largo periodo. La segunda técnica
para establecer un porcentaje de tolerancia es mediante estudios de
muestreo del trabajo.
El observador debe tener cuidado de no anticipar sus
observaciones, y solo anotará lo que realmente sucede; un estudio dado
no debe comprender trabajos de símbolos, sino que debe limitarse a
operaciones semejantes en el mismo tipo general de equipo.
Retrasos personales. - Las condiciones generales en que se
trabaja y la clase de trabajo que se desempeña, influirá en el tiempo
correspondiente a retrasos personales. De ahí que condiciones de
trabajo que implica gran esfuerzo en ambientes de alta temperatura. El
tiempo por retrasos personales dependerá naturalmente de la clase de
persona y de la clase de trabajo.
Fatiga. - Estrechamente ligada a la tolerancia por retrasos
personales, está el margen por fatiga. En las tolerancias por fatiga no
está en condiciones de calificarlas con base en teorías racionales y
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 29
Planeamiento y Control de Operaciones
sólidas, y probablemente nunca se podrá lograr lo anterior. La fatiga no
es homogénea; va desde el cansancio puramente físico hasta la fatiga
puramente psicológica e incluye una combinación de ambas.
Los factores más importantes que afectan la fatiga son bien
conocidos y se han establecido claramente. Algunos de ellos son:
1. Condiciones de trabajo
a. Luz
b. Humedad
c. Temperatura
d. Frescura del aire
e. Color de local y de sus alrededores
f. Ruido
2. Repetitividad del trabajo
a. Concentración necesaria para ejecutar la tarea
b. Monotonía de movimientos corporales semejantes
c. La posición que debe asumir el trabajador o empleado
para ejecutar la operación
d. Cansancio muscular debido a la distensión de músculos.
3. Estado general de salud del trabajador, físico y mental
a. Estaturas
b. Dietas
c. Descanso
d. Estabilidad emotiva
e. Condiciones domésticas
F = [(T - t) 100] / T
F = coeficiente de fatiga
T = tiempo requerido para realizar la operación al final del
trabajo continuo
t = tiempo necesario para efectuar la operación al principio del
trabajo continuo.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 30
Planeamiento y Control de Operaciones
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 31
Planeamiento y Control de Operaciones
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 32
Planeamiento y Control de Operaciones
2.3.2. Tiempo Normal:
Es el tiempo que invierte un trabajador en realizar una tarea, trabajando
a ritmo normal. El TN está influenciado por la calificación de la actuación de un
trabajador.
TN = TO*FV
TN = TM*FV
TO = TIEMPO OBSERVADO
TM = TIEMPO MEDIO
FV = FACTOR DE VALORACION
A continuación, presentamos un esquema donde el
Tiempo Normal está influenciado por el Factor de Valoración:
2.3.3. Tiempo Estándar:
Es el tiempo requerido para que un operario de tiempo medio,
plenamente calificado, adiestrado y trabajando a un ritmo normal lleve a
cabo la operación.
TS = TN (1 + %Sup)
Donde el % Sup. está en función a la Tabla de la OIT explicada
anteriormente.
En el siguiente esquema presentamos los pasos que se siguen
para hallar el Tiempo Estándar de un proceso.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 33
Planeamiento y Control de Operaciones
2.3.4. Eficiencia
La eficiencia significa hacer las cosas bien y de manera
correcta, se relaciona con los medios; es una medida de la
proporción de los recursos utilizados para alcanzar los objetivos,
es decir, una medida de salidas o resultados comparados con
los recursos utilizados. La administración puede alcanzar un
objetivo con el mínimo de recursos o sobrepasar el objetivo con
los mismos recursos.
La eficiencia consiste en utilizar los recursos
adecuadamente, lo que implica que sepamos de antemano
cuáles son nuestros costos, con el fin de no derrochar, pero
tampoco ahorrarlos si son necesarios. Recordemos que los
recursos no son sólo materiales, sino que también pueden ser
intelectuales, es decir, “humanos”.
2.3.5. Eficacia
La eficacia implica la obtención de resultados deseados y
puede ser un reflejo de cantidades, calidad percibida o ambos.
La eficiencia se logra cuando se obtiene un resultado deseado
con el mínimo de insumos, es decir, se genera cantidad y
calidad y se incrementa la productividad. De ello se desprende
que la eficacia es hacer lo correcto y la eficiencia es hacer las
cosas correctamente con el mínimo de recursos.
2.3.6. Productividad
La productividad es la relación entre la producción
obtenida por un sistema de producción o servicios y los recursos
utilizados para obtenerla. Así pues, la productividad se define
como el uso eficiente de recursos-trabajo, capital, tierra,
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 34
Planeamiento y Control de Operaciones
materiales, energía, información - en la producción de diversos
bienes y servicios.
CAPíTULO III: ASPECTOS GENERALES DE LA EMPRESA
3.1. BREVE RESEÑA HISTÓRICA:
La empresa “Confecciones Paola S.A.C”, fue creada en octubre el año
1998 inicialmente se solo tenía 2 trabajadores y solo se dedicaba a la
confección de polos (camisetas) todos con cuello redondo, tela de varios
colores, tallas y calidad se fabricaba para stock.
A partir del año 2000, se fue ampliando el negocio y se trabajaba con 5
personales, con los que se cuenta ahora y se fabrican 70 diferentes tipos
artículos. Todos los pedidos se confeccionan según las especificaciones de sus
clientes.
Números de trabajadores: 5 empleados.
Dirección: Jr. San Román - HUACHO-LIMA
RUC: 10157249903
Proceso: Confecciones
3.2. DESCRIPCIÓN GENERAL DEL PROCESO:
Dentro de la empresa de confección, se integran operaciones que son
necesarias para satisfacer las características de calidad, aquí se describen
cada una de las etapas, desde que llega la materia prima pasando por las
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 35
Planeamiento y Control de Operaciones
distintas operaciones hasta la última que es el empacado o embolsado; cada
producto es elaborado de acuerdo al proceso establecido.
A continuación, se describen las siguientes operaciones:
Desarrollo de producto: Implica la compra de materia prima y avíos, el
desarrollo de la moldería, la elaboración de la muestra y las pruebas de calce.
Se determina además la curva de talles y los colores.
Incluye también diseños de estampados y bordados que lleve la prenda.
Recepción (revisión y control de la materia prima): recibir la materia
prima que son las telas (fardos), es necesario que se supervisen de manera
que no presenten defectos o fallas y luego almacenarlas las telas junto con los
hilos y otros materiales necesarios. De la misma forma es la revisión para
iniciar con el proceso productivo.
Pesaje: realizar la medición del material para su posterior proceso si es
por grandes cantidades se realiza el pesaje de las telas.
Corte de partes integrantes del modelo: Involucra los procesos de
tizado, consistente en la disposición de los moldes sobre la mesa de corte, la
encimada o superposición de las telas, y el corte con máquina de cuchilla recta
y circular. Luego se realiza el empaquetado e identificado de las piezas para su
posterior ensamble.
Armado o ensamble de la prenda: Costura de las partes de la prenda,
armado. Incluye tareas previas o simultáneas a la específica de ensamble,
como preparación de carteras, bolsillos, partes de prenda, etc.
Acabado: Ojalado, pegado de botones, planchado, embalaje.
Control de Calidad: es la persona encargada de medir la calidad de las
prendas expedidas del área de ensamble, para confirmar si cumple las
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 36
Planeamiento y Control de Operaciones
especificaciones del cliente, caso contrario el producto será rechazado y
regresará al proceso de armado.
Empacado: es la etapa final del proceso productivo, luego que las
prendas cumplen con las especificaciones de calidad son empacadas para
otras operaciones.
3.3. DIAGRAMA DEL PROCESO PRODUCTIVO. -
Se presenta el prototipo del proceso productivo, dando a conocer las
operaciones a seguir y teniendo en cuenta de las restricciones del proceso,
estas operaciones son repetitivas a cualquier modelo, asegurando la calidad
del producto que el taller impone. Ver grafica nº 01
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 37
Planeamiento y Control de Operaciones
Gráfico Nº 1: Diagrama de Proceso Productivo
3.4. DESCRIPCIÓN GENERAL DEL PRODUCTO. -
La empresa “Confecciones Paola S.A.C.” se dedica a producir prendas de
calidad según las especificaciones de sus clientes, teniendo clientes como
grifos Gaserci, colegio inmaculado, U.N. José Faustino Sánchez, etc. Los
productos que se confeccionan en la empresa son variables dependiendo de la
estación y/o diseños emitidos por el cliente.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 38
Planeamiento y Control de Operaciones
Los productos que se confeccionan son de algodón tipo jersey (tela
delgada) y también de algodón afranelado, dependiendo de requerimiento del
cliente. El taller confecciones Paola S.A.C ofrece valor agregado que se refleja
en el producto en características de calidad, cosas que el mercado espera
recibir al momento de un intercambio económico/producto.
3.5. DESCRIPCIÓN DE MAQUINARIAS Y EQUIPOS. -
Dentro de las maquinas que forman parte del proceso productivo
tenemos:
» 03 máquina de corte
» 03 máquinas recta yamato.
» 02 máquinas remalladoras yamato.
» 01 máquinas recubridora siruba.
» 01 máquina collaretera yamato.
» 01 máquina botonera
En el área de corte cuenta con una mesa de 12m 2, así también
accesorios útiles como (tijeras, tizas, reglas, moldes, etc.), cuenta con un
almacén de 16m2.
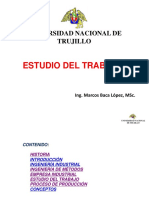
3.5.1 Máquina de corte:
Existen dos tipos principales, la recta y circular. Tipo circular. –
Ver figura nº 01.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 39
Planeamiento y Control de Operaciones
figura nº1
Tipo Recta. - Ver figura nº 02.
Figura nº 2
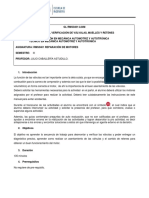
3.5.2 Máquina de costura recta:
Recta o pespuntadora de 1 o 2 agujas, es la maquina más
empleada en la industria de confecciones, su función es de unir dos o
más piezas de un material textil por medio de una sucesión de puntas
llamada doble pespunte. La puntada de esta máquina está formada por
dos hilos: uno superior (aguja) y otra inferior (bobina).
Esta costura tiene la misma apariencia por ambas caras de la tela.
Este tipo de puntada no posee elasticidad sin embargo es la más
económica en cuanto al consumo de hilo.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 40
Planeamiento y Control de Operaciones
Figura nº 3
A continuación, se detallan las partes que integran esta máquina:
3.5.2.1. Cabeza y sus componentes
Es la parte superior y la más importante de la máquina,
consta de varias piezas. Cada una cumple una función en conjunto
con otras piezas.
Volante: con su movimiento rotativo da movimiento a las
piezas del cabezal para avanzar levantando y bajando la
aguja.
Polea volante: esta recibe la fuerza del motor para generar
las puntadas por minuto de la máquina.
Visor del flujo de aceite: es una pieza acrílica transparente
que permite al operador verificar si el sistema de lubricación
está en perfectas condiciones.
Transportador o impelente: es la pieza con dientes afilados
que permite el desplazamiento de la tela conforme va
avanzando la aguja.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 41
Planeamiento y Control de Operaciones
Pie prénsatela: esta pieza asegura la tela mientras se
produce la costura.
Tornillo regulador de presión del pie de prénsatela: es un
tornillo situado en la parte superior del cabezal y sirve para
dar la presión necesaria del pie prénsatela del tejido. Este se
ajusta proporcionalmente al grosor del tejido.
Palanca de retroceso: es una palanca que cuando se
presiona cambia el sentido de costura.
Regulador de longitud del punto: es un botón de regulador
numérico que permite aumentar o disminuir el tamaño de la
puntada.
Placa de aguja: posee un orificio para el paso de la aguja y
una abertura para los dientes de arrastre.
Placa móvil: sirve para ver la aguja donde se introduce la
caja de bobina.
Rodillera: sirve para elevar el pie de prénsatela y disminuir la
tensión del hilo.
3.5.2.2 Mueble y sus Componentes
Es la parte donde está asentado el cabezal, y donde se
apoyan las manos del operario y el material a ensamblar.
Interruptor: sirve para conectar o desconectar el motor de la
maquina a través de un botón.
Soporte de cabezal: sirve para soportar el cabezal para la
limpieza de la máquina.
Porta hilos: es el soporte para colocar los tubos o conos de
hilos.
Guías de hilo: son todos los orificios por donde pasa el hilo
desde porta hilos hasta la aguja.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 42
Planeamiento y Control de Operaciones
3.5.2.3 Motor y sus Componentes
Correa de transmisión: llamada también faja, es el nexo
entre el cabezal y el motor, este transmite la fuerza por
medio de un movimiento de rotación hacia la polea de la
volante.
Polea del motor: sirve para transmitir la fuerza del motor y
esta acoplada al eje del embrague.
Pedal: es la parte de la maquina ligada al motor por una
barra, su función es poner la maquina en movimiento y
controlar la velocidad de sus puntadas.
3.5.3 Máquina remalladoras:
Conocida también como overlock o everedge, esta máquina
realiza una costura de sobrehilado evitando que los cantos del tejido se
deshilachen. Esta máquina cumple las funciones de orillar y cerrar.
Como se muestra en la gráfica nº 01.
3.5.3.1. Cabezal y sus Componentes
Es la parte superior de la maquina constituida de varias
piezas; donde cada una cumple una función en conjunto con otras
piezas. Ver figura nº 04.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 43
Planeamiento y Control de Operaciones
Figura nº 04
Volante: sirve para bajar y levantar la aguja cuando la
maquina esta parada.
Visor de flujo de aceite: permite verificar el sistema de
lubricación.
Visor del nivel de aceite: es un marcador transparente con
dos trazos paralelos horizontales que indican la cantidad
máxima y la cantidad mínima de aceite.
Pie prénsatela: esta pieza asegura la tela mientras se
produce la costura.
Brazo de pie prénsatela: pieza con articulaciones laterales y
verticales.
Barra de aguja: pieza de movimiento vertical donde está
fijada la aguja.
Cuchillas: sirven para cortar el exceso de material.
Impelente: son dientes de arrastre afilados que llevan el
tejido de un punto a otro.
Garfio superior: su función es pasar el hilo superior del
remallado, lanzar el hilo del garfio inferior y llevarlo hacia
para el enlazamiento, con el hilo de la aguja.
Garfio inferior: su función es pasar el hilo inferior del
remallado de la puntada de seguridad.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 44
Planeamiento y Control de Operaciones
3.5.3.2. Mueble y sus Componentes
Es la parte donde se asienta el cabezal y sujeta al
motor.
Interruptor: sirve para conectar o desconectar el motor de
la maquina a través de un botón.
Canal de residuos: es el canal por donde se transportan
los residuos hasta un cesto depósito.
3.5.3.3. Motor y sus Componentes
Equipo eléctrico de rotación continua que posee un
embrague incorporado. El embrague sirve para dar inicio al
funcionamiento o parar la máquina.
Pedal mayor: es la parte de la máquina que está ligada al
motor por la barra de unión. Sirve para poner la maquina
en movimiento, controlar la velocidad y pararla.
Pedal menor: sirve para levantar la prénsatela.
3.5.4 Máquina Recubridora.
Máquina de costura plana para dobladillar bastas de mangas y
basta de faldones, realiza costura centrada y pespuntes.
3.5.4.1. Cabezal y sus Componentes
Es la parte superior de la maquina constituida de varias
piezas; donde cada una cumple una función en conjunto con otras
piezas. Ver figura nº 05
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 45
Planeamiento y Control de Operaciones
Figura nº 05
Volante: sirve para bajar y levantar la aguja cuando la
maquina esta parada.
Visor de flujo de aceite: permite verificar el sistema de
lubricación.
Visor del nivel de aceite: es un marcador transparente con
dos trazos paralelos horizontales que indican la cantidad
máxima y la cantidad mínima de aceite.
Pie prénsatela: esta pieza asegura la tela mientras se produce
la costura.
Impelente: son dientes de arrastre afilados que llevan el tejido
de un punto a otro.
Garfio superior: su función es pasar el hilo superior del
recubierto, lanzar el hilo del garfio inferior y llevarlo hacia para
el enlazamiento, con el hilo de la aguja.
Garfio inferior: su función es pasar el hilo inferior del
recubierto de la puntada.
3.5.4.2. Mueble y sus Componentes
Es la parte donde se asienta el cabezal y sujeta al
motor.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 46
Planeamiento y Control de Operaciones
Interruptor: sirve para conectar o desconectar el motor
de la maquina a través de un botón.
Canal de residuos: es el canal por donde se
transportan los residuos hasta un cesto depósito.
3.5.4.3. Motor y sus Componentes
Equipo eléctrico de rotación continua que posee un
embrague incorporado. El embrague sirve para dar inicio al
funcionamiento o parar la máquina.
Pedal mayor: es la parte de la máquina que está ligada
al motor por la barra de unión. Sirve para poner la
maquina en movimiento, controlar la velocidad y
pararla.
Pedal menor: sirve para levantar la prénsatela.
3.5.5 Maquina collaretera:
Similar a la recubridora trabaja con un embudo por donde
ingresara la cinta que se doblara, para hacer fileteados en zonas curvas
como; cuellos, mangas, etc. Sus partes y componentes son los mismos
que la recubridora. Ver figura nº 06.
Embudos: acoplamiento que permite pegar cinta o banda a
cuellos, mangas, Etc. Ver figura nº 07.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 47
Planeamiento y Control de Operaciones
Figura nº 07
3.6. ORGANIZACIÓN DE LA EMPRESA. -
En la gráfica Nº 2, se muestra el organigrama respectivo de la empresa
“confecciones Paola S.A.C.” cuya característica es de una microempresa:
Grafica Nº 02: organigrama de la empresa
Gerente General
secretaria
Jefe de Producción Jefe de Venta
Operario Ayudante
Gerente general: desempeña el papel fundamental de la empresa, es
quien toma las decisiones de dirección de la empresa, así también de
controlar, gestionar, supervisar y representar.
Secretaria. - Ayudará a gerencia ordenando sus documentos, agenda y
recepción y atención de los clientes.
Jefe de Ventas:
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 48
Planeamiento y Control de Operaciones
Jefe de producción: es el responsable de la producción y del control de
calidad, planificando el tiempo de entrega de los productos y fijando
metas de producción relacionados con los tiempos de ciclo por operación.
Su función es velar por el planeamiento y control de la producción, según
llegan los pedidos a cumplir, la relación de clientes y las características de
los pedidos, es quien distribuye y planifica cual es el orden de
cumplimiento de los pedidos. Organiza el trabajo a realizar distribuyendo
la carga del pedido según los días a trabajar. Es la encargada de
garantizar en todo el proceso la calidad del producto, de la materia prima
y que el producto terminado no presente defectos.
Operarios: son los técnicos en costura que elaboran las prendas con
calidad, en el tiempo requerido.
Ayudante. - Son los que van a participar en ocasiones, se encarga de
hacer la limpieza de la prenda, el doblado, embolsado, habilitar al
operador en lo que necesite.
3.6.1 Misión:
“lograr la satisfacción de nuestros proveedores confeccionando
prendas de excelente calidad y al mejor precio, asegurando el bienestar
de nuestros empleados, con el compromiso de cubrir y satisfacer las
exigencias de nuestros clientes. Convertirnos así en una empresa de
confecciones cada vez más competitiva y eficiente a través de procesos
de mejora continuo, que aseguren el proceso y la permanencia en el
mercado, incrementando al mismo tiempo nuestro aporte a la sociedad”.
3.6.2 Visión:
Ser una empresa líder del mercado en la confección de prendas
ofertando productos que cumplan las características de calidad con la
finalidad de satisfacer los requerimientos de nuestros clientes, mediante la
aplicación de una tecnología avanzada asociada a la labor del mejor
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 49
Planeamiento y Control de Operaciones
equipo humano, con el fin de garantizar una excelente calidad en nuestros
productos.
3.7. PROBLEMÁTICA INHERENTE A LA EMPRESA. -
Confecciones Paola S.A.C, actualmente cuenta con una producción de
500 polos estándar (polo publicitario) mensuales, y tiene como mercado la zona
de la provincia de Huaura y la región lima provincias.
El problema principal es la determinación del tiempo estándar, situación
que hace incrementar en 72 horas extras mensuales.
Así mismo se constituye como un problema referente la deficiente
distribución de planta del taller de confecciones.
Estos problemas, se exponen resultados en el presente estudio en los
capítulos siguientes.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 50
Planeamiento y Control de Operaciones
CAPÍTULO IV: DESCRIPCIÓN DEL ÁREA
4.1. DESCRIPCIÓN DE LAS OPERACIONES. –
El área donde se desarrolló el estudio de prácticas es el más importante
de la empresa, razón por la cual es donde empieza el ciclo productivo y se le
da el valor agregado al producto, considerando la disposición de máquinas
para el balance de línea de producción y Toma de tiempos por operaciones
para evaluar los costos de mano de obra.
En lo que respecta a la disposición de máquinas se tiene que conocer la
ficha técnica de especificaciones, donde se define el inicio y fin de las
operaciones, así también el control de tiempos por operaciones para hacer el
balance respectivo con la finalidad de ir eliminado los cuellos de botella
(estancamiento de prendas en la línea de producción).
La toma de tiempos se da a cada operación que es realizada en cada
línea de producción, con la finalidad de obtener demandas futuras de prendas
terminadas ó semi-terminadas, como también el costo de cada operación ya
que estos difieren dependiendo del tiempo de ciclo de cada una. Con estos
datos de tiempos es necesario conocer la utilidad de la empresa.
4.2. DESCRIPCIÓN DEL PRODUCTO. -
El producto a estudiar es el modelo polo de cuello redondo (polo
publicitario), el tipo de tela que se utilizada es algodón jersey 30/1 policotton BC
este modelo es destinado al sector publicitario, debido a la mayor demanda en
el mercado de este tipo de prenda.
4.3. DESCRIPCIÓN DE LAS MAQUINAS POR OPERACIONES
A continuación, se describen las maquinas que son utilizadas en el
modelo polo cuello redondo, de igual manera como las operaciones que
realizan cada tipo modelo de máquina.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 51
Planeamiento y Control de Operaciones
Máquina de corte:
Tipo circular. –
Máquina de costura recta:
Recta o pespuntadora de 1 o 2 agujas, es la maquina más
empleada en la industria de confecciones, su función es de unir dos o
más piezas de un material textil por medio de una sucesión de puntas
llamada doble pespunte. La puntada de esta máquina está formada por
dos hilos: uno superior (aguja) y otra inferior (bobina).
Esta costura tiene la misma apariencia por ambas caras de la tela.
Este tipo de puntada no posee elasticidad sin embargo es la más
económica en cuanto al consumo de hilo.
Máquina remalladoras:
Conocida también como overlock o everedge, esta máquina
realiza una costura de sobrehilado evitando que los cantos del tejido se
deshilachen. Esta máquina cumple las funciones de orillar y cerrar.
Como se muestra en la
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 52
Planeamiento y Control de Operaciones
Máquina collaretera:
Similar a la recubridora trabaja con un embudo por donde
ingresara la cinta que se doblara, para hacer fileteados en zonas curvas
como; cuellos, mangas, etc. Sus partes y componentes son los mismos
que la recubridora.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 53
Planeamiento y Control de Operaciones
4.4. DIAGRAMA DE OPERACIONES DE PROCESO. -
Se muestra en forma gráfica las operaciones de ensamble, así también permite
visualizar el número de operarios que formaran parte de la línea de producción.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 54
Planeamiento y Control de Operaciones
Grafica Nº 03:
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 55
Planeamiento y Control de Operaciones
Distribución de planta o diagrama de recorrido
Sistema actual:
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 56
Planeamiento y Control de Operaciones
CAPíTULO V: PROPUESTA DE SOLUCION
5.1. PLANTEAMIENTO DEL PROBLEMA. -
Como se reitera, dos problemas relevantes son lo referente al tiempo
estándar no estimado en el proceso de operaciones de las confecciones,
situación que atrasa las fechas de entrega de los principales productos (polo de
cuello redondo, pantalones, buzos, polos de cuellos v y chalecos).
En cuento a la deficiente distribución de planta, esta no permite el fácil
acceso a maquinas, así como una baja eficiencia de las maquinas, mal
manipuleo de los materiales y el desarrollo de las operaciones de parte de los
operadores.
Por ello es conveniente la realización del presente estudio, sobre aportes
técnicos para la estandarización de tiempos de producción y mejor distribución.
Para la solución de los problemas se desarrolló un sistema en Microsoft
Excel, que consistía en hojas de cálculos donde se ingresan las lecturas de los
tiempos por operaciones y los avances de producción; este sistema ayuda a la
agilización de las necesidades de la empresa, como requerimientos de nuevos
cortes y la entrega de los productos terminados en el plazo acordado por el
cliente.
5.2. OBJETIVOS:
5.2.1. Objetivo general:
Determinar los tiempos estándar, para las operaciones de
proceso de los principales productos; así como mejorar la
distribución de planta del taller de confecciones.
5.2.2. Objetivos específicos:
Determinación de tiempos estándar para las operaciones de
producción.
Mejorar la distribución de planta del taller de confecciones.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 57
Planeamiento y Control de Operaciones
5.3. METODOLOGÍA Y/O PROCEDIMIENTO. -
5.3.1. Metodología:
Para el desarrollo del estudio se ha utilizado el método inductivo, el
método deductivo, el método experimental. Los cuales nos han otorgado la
oportunidad de procesar información y obtener resultados, presentándolos en
cuadro de doble entrada, en gráficas y anexos.
5.3.2. Procedimiento:
Actividad exploratoria preliminar.
Detección del problema, planteamiento y formulación.
Selección de material bibliográfico.
Selección de técnicas de la ingeniería industrial que se aplican en el
estudio.
Aplicación y desarrollo de técnicas de la ingeniería de métodos, en
el estudio.
Obtención y discusión de resultados.
Deducción de conclusiones y formulación de recomendaciones.
Elaboración del informe final, presentación.
5.4. DESARROLLO Y/O EJECUCION DE SOLUCION PROPUESTA. -
5.4.1. Determinación de tiempo estándares:
a) Procedimientos de estudios de tiempos.
El procedimiento del estudio de tiempos se ha reducido a 10
pasos. Esta sección está organizada de acuerdo con la siguiente
secuencia de 10 pasos:
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 58
Planeamiento y Control de Operaciones
PASO 1: SELECCIONE EL TRABAJO QUE SE VA A ESTUDIAR.
Seleccionar el trabajo que se va a estudiar, determinar la siguiente
información:
Número de parte.
Número de operación.
Número de plano.
Nombre de la máquina
Número de la máquina
Especificada en los capítulos anteriores
PASO 2: RECABAR INFORMACIÓN SOBRE EL TRABAJO.
Una vez identificado el trabajo, el especialista debe reunir
información con el propósito de comprender lo que debe llevarse a cabo. La
información es la siguiente:
Descripción de la operación: una descripción completa de lo que se
debe hacer. (ver capitulo IV)
PASO 3: DIVIDA EL TRABAJO EN SUS ELEMENTOS.
El elemento debe ser lo más descriptible posible. Los elementos
deben estar en la secuencia exigida por los métodos y deben ser tan
pequeños como resulte práctico.
Hemos divido el estudio en 10 elementos importantes, que son:
Nº OPERACIÓN OBRERO DESCRIPCION
1 OE - 1 MUJER TENDIDO
2 OE - 2 MUJER TRAZADO
3 OE - 3 MUJER CORTE
4 OE - 4 MUJER UNION ARMAZON
5 OE - 5 HOMBRE REMALLE
6 OE - 6 HOMBRE BASTILLADO
7 OE - 7 MUJER DESHILACHADO
8 OE - 8 MUJER SELECCIÓN
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 59
Planeamiento y Control de Operaciones
9 OE - 9 MUJER DOBLADO
10 OE - 10 MUJER EMPACADO
PASO 4: EFECTÚE EL ESTUDIO DE TIEMPOS PROPIAMENTE
DICHO.
Éste es el corazón del estudio de tiempos con cronómetro. Se
elaboró un recuadro en una hoja de cálculo de Excel, sirve para registrar el
tiempo de cada uno de los elementos. El formulario tiene espacio para
veinticinco elementos y 25 ciclos.
Se tomaron los tiempos de los 10 elementos importantes, en 25
ciclos.
CICLO OE - 1 OE - 2 OE - 3 OE - 4 OE - 5 OE - 6 OE - 7 OE - 8 OE - 9 OE - 10
1 0.20 1.10 1.80 1.00 4.60 3.40 0.45 0.25 0.33 0.38
2 0.25 0.95 2.00 1.30 4.80 3.76 0.50 0.30 0.27 0.42
3 0.25 1.15 2.10 1.20 5.10 3.10 0.40 0.32 0.31 0.30
4 0.22 1.12 2.00 1.25 4.70 3.06 0.45 0.28 0.30 0.43
5 0.28 1.10 1.90 1.35 4.19 3.74 0.48 0.35 0.30 0.34
6 0.30 0.95 2.10 1.15 4.26 3.91 0.43 0.33 0.25 0.33
7 0.20 1.12 2.00 1.20 5.20 3.20 0.48 0.34 0.40 0.27
8 0.22 1.15 2.05 1.00 4.14 3.26 0.50 0.30 0.38 0.34
9 0.25 1.00 1.95 1.25 4.54 3.71 0.40 0.25 0.28 0.27
10 0.24 1.10 1.90 1.25 4.60 3.96 0.55 0.28 0.40 0.37
11 0.30 1.40 2.00 1.20 4.80 3.08 0.45 0.33 0.36 0.42
12 0.20 1.10 2.05 1.15 5.08 3.27 0.43 0.32 0.30 0.34
13 0.25 1.15 2.00 1.13 4.42 3.38 0.48 0.30 0.32 0.43
14 0.22 1.14 2.05 1.20 4.95 3.45 0.48 0.25 0.33 0.43
15 0.20 1.12 2.10 1.20 4.43 3.50 0.40 0.30 0.38 0.39
16 0.22 1.10 1.80 1.00 4.60 3.40 0.45 0.25 0.33 0.38
17 0.25 0.95 2.00 1.30 4.80 3.76 0.50 0.30 0.27 0.42
18 0.20 1.15 2.10 1.20 5.10 3.10 0.40 0.32 0.31 0.30
19 0.24 1.12 2.00 1.25 4.70 3.06 0.45 0.28 0.30 0.43
20 0.23 1.10 1.90 1.35 4.19 3.74 0.48 0.35 0.30 0.34
21 0.22 0.95 2.10 1.15 4.26 3.91 0.43 0.33 0.25 0.33
22 0.25 1.12 2.00 1.20 5.20 3.20 0.48 0.34 0.40 0.27
23 0.20 1.15 2.05 1.00 4.14 3.26 0.50 0.30 0.38 0.34
24 0.22 1.00 1.95 1.25 4.54 3.71 0.40 0.25 0.28 0.27
25 0.20 1.10 1.90 1.25 4.60 3.96 0.55 0.28 0.40 0.37
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 60
Planeamiento y Control de Operaciones
PASO 5: EXTENSIÓN DEL ESTUDIO DE TIEMPOS.
Total /ciclos. Este punto se refiere al tiempo total de los ciclos
cronometrados apropiados. Algunos ciclos pueden ser eliminados, porque
incluyen algo que no refleja el tiempo elemental.
Se sumaron todos los ciclos para cada elemento
Tendido
Σ=5.81
(18) Tiempo promedio. El tiempo promedio es el resultado de dividir
el tiempo total entre el número de ciclos.
Se halla el tiempo medio – tendido
TM=0.23
Eliminando tiempos al 20% por encima y por debajo - Tendido
LS = 0.23 + 0.2 (0.23) = 0.28
LI = 0.23 – 0.2 (0.23) = 0.19
Ciclo tiempo
5 0.28
6 0.30
11 0.30
n TM = 5.81 – 0.88 = 4.93
4.93
n TM = 0.22
22
Hallando su desviación estándar al menor tiempo
( TO) 2
TO 2
n
S =
n 1
1.1135 24.3049 / 22
S =
21
S = 0.02039
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 61
Planeamiento y Control de Operaciones
Hallando “t”
n = 22 gl = 21
NC = 95%
= 1 – NC 1 – 0.95 = 0.05
= 0.05 /2 = 0.025
Por tabla
T (21, 0.025) = 2.08
PASO 6: DETERMINE EL NÚMERO DE CICLOS A
CRONOMETRAR.
La precisión del estudio de tiempos depende del número de ciclos
cronometrados. Cuantos más ciclos se estudien, más preciso será el
estudio. Prácticamente en todo el trabajo de estudio de tiempos se
propone una precisión de: t5%, con un nivel de confianza del 95%, por lo
que la pregunta es ¿cuántos ciclos hay que estudiar para llegar a este
grado de precisión?
Hallando el Nº de observaciones
2
S · t
N = K = 5%
K · TM
TM = 0.22
2
0.02039 x 2.08
N = (3.79) 2 =14.33 = 14
0.05 x 0.22
N<n
14 < 22 no se hace más observaciones
PASO 7: CALIFIQUE, NIVELES Y NORMALICE EL DESEMPEÑO
DEL OPERADOR.
Hallando la valoración para el trabajador
Habilidad excelente 0.08 FV = An + val
Esfuerzo bueno 0.02 FV = Lote 13
Condición buena 0.02 FV = 1.13
Consistencia. buena 0.01
0.13
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 62
Planeamiento y Control de Operaciones
Hallando TN TN = FV x TM
TN = 1.13 (0.22) = 0.25
TN = 1.13 (1.08) = 1.22
TN = 1.13 (1,99) = 2.25
TN = 1.13 (1.19) = 1.35
Paso 8: Hallando el valor % suplemento
Variable Hombre Mujer
Ligeramente 0 1
Sup. Constant.
Sup. Por MEC per. 5 7
Sup. Bas por porf. 4 4
9 11
% Sup = Sup Vat + Sup cte.
Hombre Mujer
% Sup = 0 + 9 = 9 % Sup = 1 + 11 = 12
% Sup = 0.09 % Sup = 0.12
Hallando Ts (Mujer)
TS = TN (1 + % Sup)
b) Resultados:
CICLO OE - 1 OE - 2 OE - 3 OE - 4 OE - 5 OE - 6 OE - 7 OE - 8 OE - 9 OE - 10
1 0.20 1.10 1.80 1.00 4.60 3.40 0.45 0.25 0.33 0.38
2 0.25 0.95 2.00 1.30 4.80 3.76 0.50 0.30 0.27 0.42
3 0.25 1.15 2.10 1.20 5.10 3.10 0.40 0.32 0.31 0.30
4 0.22 1.12 2.00 1.25 4.70 3.06 0.45 0.28 0.30 0.43
5 0.28 1.10 1.90 1.35 4.19 3.74 0.48 0.35 0.30 0.34
6 0.30 0.95 2.10 1.15 4.26 3.91 0.43 0.33 0.25 0.33
7 0.20 1.12 2.00 1.20 5.20 3.20 0.48 0.34 0.40 0.27
8 0.22 1.15 2.05 1.00 4.14 3.26 0.50 0.30 0.38 0.34
9 0.25 1.00 1.95 1.25 4.54 3.71 0.40 0.25 0.28 0.27
10 0.24 1.10 1.90 1.25 4.60 3.96 0.55 0.28 0.40 0.37
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 63
Planeamiento y Control de Operaciones
11 0.30 1.40 2.00 1.20 4.80 3.08 0.45 0.33 0.36 0.42
12 0.20 1.10 2.05 1.15 5.08 3.27 0.43 0.32 0.30 0.34
13 0.25 1.15 2.00 1.13 4.42 3.38 0.48 0.30 0.32 0.43
14 0.22 1.14 2.05 1.20 4.95 3.45 0.48 0.25 0.33 0.43
15 0.20 1.12 2.10 1.20 4.43 3.50 0.40 0.30 0.38 0.39
16 0.22 1.10 1.80 1.00 4.60 3.40 0.45 0.25 0.33 0.38
17 0.25 0.95 2.00 1.30 4.80 3.76 0.50 0.30 0.27 0.42
18 0.20 1.15 2.10 1.20 5.10 3.10 0.40 0.32 0.31 0.30
19 0.24 1.12 2.00 1.25 4.70 3.06 0.45 0.28 0.30 0.43
20 0.23 1.10 1.90 1.35 4.19 3.74 0.48 0.35 0.30 0.34
21 0.22 0.95 2.10 1.15 4.26 3.91 0.43 0.33 0.25 0.33
22 0.25 1.12 2.00 1.20 5.20 3.20 0.48 0.34 0.40 0.27
23 0.20 1.15 2.05 1.00 4.14 3.26 0.50 0.30 0.38 0.34
24 0.22 1.00 1.95 1.25 4.54 3.71 0.40 0.25 0.28 0.27
25 0.20 1.10 1.90 1.25 4.60 3.96 0.55 0.28 0.40 0.37
Σ 5.81 27.39 49.80 29.78 115.94 86.88 11.52 7.50 8.13 8.91
TM 0.23 1.10 1.99 1.19 4.64 3.48 0.46 0.30 0.33 0.36
L.S.C 0.28 1.31 2.39 1.43 5.57 4.17 0.55 0.36 0.39 0.43
L.I.C 0.19 0.88 1.59 0.95 3.71 2.78 0.37 0.24 0.26 0.29
n
TOTAL 4.93 25.99 49.80 29.78 115.94 86.88 11.52 7.50 6.03 6.11
n TM 0.22 1.08 1.99 1.19 4.64 3.48 0.46 0.30 0.32 0.36
S 0.02039
T 2.08
N 14.33 14.33 14.33 14.33 14.33 14.33 14.33 14.33 14.33 14.33
FV 1.13 1.13 1.13 1.13 1.13 1.13 1.13 1.13 1.13 1.13
TN 0.25 1.22 2.25 1.35 5.24 3.93 0.52 0.34 0.36 0.41
%
Sump 0.12 0.12 0.12 0.12 0.09 0.09 0.12 0.12 0.12 0.12
T. S. 0.28 1.37 2.52 1.51 5.71 4.28 0.58 0.38 0.40 0.45
Resultado:
TS = 17.49 min – st
5.4.2. Mejoramiento de la distribución de planta:
a) Procedimiento. -
Utilizaremos el método de disposición en línea, que cuenta
con los siguientes pasos:
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 64
Planeamiento y Control de Operaciones
Paso 1: se muestra los productos, secuencias
PRODUCTO SECUENCIA CANTIDAD %
P1= polo cuello redondo XABCDEFY 900 43%
P2= Buzo XABCGDGCAGFY 200 10%
P3= Camisetas XABCEDBFY 500 24%
P4= trusa XABCDEBGFY 500 24%
TOTAL 2100 100%
Donde:
• X = Almacén de materia prima.
• A = corte
• B = Recta
• C = Remalle
• D = recta II
• E = Bastillado
• F = Acabado
• G = recubierto
• Y = Almacén de productos terminados
Paso 2: disposición actual
XABCDEFGY
X A B C D E F G Y
X 100% 0% 0% 0% 0% 0% 0% 0%
A 0% 100% 0% 0% 0% 0% 10% 0%
B 0% 0% 100% 0% 0% 24% 24% 0%
C 0% 10% 0% 67% 24% 0% 10% 0%
D 0% 0% 24% 0% 67% 0% 10% 0%
E 0% 0% 24% 0% 24% 43% 0% 0%
F 0% 0% 0% 0% 0% 0% 0% 100%
G 0% 0% 0% 10% 10% 0% 33% 0%
Y 0% 0% 0% 0% 0% 0% 0% 0%
Paso 3: construir la tabla matricial
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 65
Planeamiento y Control de Operaciones
Paso 4: hallar intensidad de recorrido
AVANCES retrocesos
a1= 476% r1 114%
a2= 248% r2 133%
a3= 29% r3 200%
a4= 133% r4 76%
a5= 119% r5 0%
a6= 57% r6 0%
a7= 0% r7 0%
a8= 0% r8 0%
a9= 0% r9 0%
a10= 0% r10 0%
a11= 0% r11 0%
a12= 0% r12 0%
a13= 0% r13 0%
a14= 0% r14 0%
1062% 524%
if= 1586%
Paso 5: hallar movimientos ideales
MOVIMIENTOS IDEAL
Mi(P1)= 300%
Mi(P2)= 105%
Mi(P3)= 190%
Mi(P4)= 214%
Mi()=
Mi()=
Mi()=
Mi()=
Mi()=
810%
Paso 6: hallar la eficiencia
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 66
Planeamiento y Control de Operaciones
E= 51%
Paso 7: Mejor la disposición del paso 2 se determinan la
intensidad de recorrido entre dos estaciones de trabajo.
AB 100%
XA 100%
BC 100%
FY 100%
DE 90%
CD 67%
EF 43%
GF 33%
BE 24%
CE 24%
BF 24%
BG 24%
BD 24%
CG 19%
DG 19%
AC 10%
AG 10%
Paso 8: Asumir nueva disposición
XABCDEGFY
Paso 9: construir la tabla matricial
X A B C D E G F Y
X 100% 0% 0% 0% 0% 0% 0% 0%
A 0% 100% 0% 0% 0% 10% 0% 0%
B 0% 0% 100% 0% 0% 24% 24% 0%
C 0% 10% 0% 67% 24% 10% 0% 0%
D 0% 0% 24% 0% 67% 10% 0% 0%
E 0% 0% 24% 0% 24% 0% 43% 0%
G 0% 0% 0% 10% 10% 0% 33% 0%
F 0% 0% 0% 0% 0% 0% 0% 100%
Y 0% 0% 0% 0% 0% 0% 0% 0%
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 67
Planeamiento y Control de Operaciones
Paso 5: hallar movimientos ideales
MOVIMIENTOS
IDEAL
Mi( 3
P1)= 00%
Mi( 1
P2)= 05%
Mi( 1
P3)= 90%
Mi( 2
P4)= 14%
Mi()
=
Mi()
=
Mi()
=
Mi()
=
Mi()
=
8
10%
Paso 6: hallar la eficiencia
E 5
= 1%
Paso 7: Mejor la disposición del paso 2 se determinan la
intensidad de recorrido entre dos estaciones de trabajo.
A 1
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 68
Planeamiento y Control de Operaciones
B
00%
X 1
A 00%
B 1
C 00%
F 1
Y 00%
D 9
E 0%
C 6
D 7%
E 4
F 3%
G 3
F 3%
B 2
E 4%
C 2
E 4%
B 2
F 4%
B 2
G 4%
B 2
D 4%
C 1
G 9%
D 1
G 9%
A 1
C 0%
A 1
G 0%
Paso 8: Asumir nueva disposición
XABCDEGFY
Paso 9: construir la tabla matricial
X A B C D E G F Y
X 100% 0% 0% 0% 0% 0% 0% 0%
A 0% 100% 0% 0% 0% 10% 0% 0%
B 0% 0% 100% 0% 0% 24% 24% 0%
C 0% 10% 0% 67% 24% 10% 0% 0%
D 0% 0% 24% 0% 67% 10% 0% 0%
E 0% 0% 24% 0% 24% 0% 43% 0%
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 69
Planeamiento y Control de Operaciones
G 0% 0% 0% 10% 10% 0% 33% 0%
F 0% 0% 0% 0% 0% 0% 0% 100%
Y 0% 0% 0% 0% 0% 0% 0% 0%
Paso
AVANCES retrocesos 10: hallar
a1= 567% r1 48% intensidad de
a2= 152% r2 171%
a3= 29% r3 200% recorrido
a4= 95% r4 0%
a5= 167% r5 0%
a6= 0% r6 0%
a7= 0% r7 0%
a8= 0% r8 0%
a9= 0% r9 0%
a10= 0% r10 0%
a11= 0% r11 0%
a12= 0% r12 0%
a13= 0% r13 0%
a14= 0% r14 0%
1010% 419%
if= 1429%
Paso 11: hallar la eficiencia
E 5
= 7%
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 70
Planeamiento y Control de Operaciones
a) Calculo de área total
DESCRIPCION CANTIDAD LARGO ANCHO ALTURA N Ss Sg K Se AREA TOTAL
CORTE 1 2.00 m 1.00 m 1.50 m 1 2.00 m^2 2.00 m^2 0.43 1.71 m^2 6.00
RECTA 2 1.50 m 0.50 m 1.20 m 1 0.75 m^2 0.75 m^2 0.43 0.64 m^2 4.00
REMALLADORAS 2 1.50 m 0.50 m 1.50 m 1 0.75 m^2 0.75 m^2 0.43 0.64 m^2 4.00
COLLEDETERA 1 1.15 m 0.50 m 1.50 m 1 0.58 m^2 0.58 m^2 0.43 0.49 m^2 2.00
RECUBRIDORA 1 1.20 m 0.50 m 1.20 m 1 0.60 m^2 0.60 m^2 0.43 0.51 m^2 2.00
ALMACEN DE M.P 1 2.00 m 2.00 m 2.50 m 1 4.00 m^2 4.00 m^2 0.43 3.42 m^2 11.00
AMALCEN DE P.T 1 2.00 m 2.00 m 2.50 m 1 4.00 m^2 4.00 m^2 0.43 3.42 m^2 11.00
ACABADO 1 2.00 m 1.00 m 1.50 m 1 2.00 m^2 2.00 m^2 0.43 1.71 m^2 6.00
Baño 1 0.50 m 1.00 m 2.50 m 2 0.50 m^2 1.00 m^2 0.43 0.64 m^2 2.00
Personal 5 1.70 m
TOTAL 48.00
k= 0.43
h1 : Altura promedio de los elementos que se
desplazan
K = (Ss +Sg)K
h2= 1.06 m
h1= 1.70 m
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 71
Planeamiento y Control de Operaciones
C) Diseño:
Se elaboró el diseño de planta atraves de método aproximada
o layout, el cual tienes los siguientes pasos:
Paso 1: determinar la población, este proviene de la tabla
matricial.
AB 100%
XA 100%
BC 100%
FY 100%
DE 90%
CD 67%
EF 43% POBLACION 17
FG 33%
BE 24%
CE 24%
BG 24%
BF 24%
BD 24%
DG 19%
CG 19%
AC 10%
AG 10%
Paso 2: hallar el rango.
RANGO 91.00
Rango (R)= (máximo-mínimo) +1
Paso 3: hallar el número de intervalo.
Asumiremos cuatro números de intervalos.
ASUMIR (m) 4
Paso 4: hallar la amplitud del intervalo.
Amplitud (C)= (R/M) +1
C 24
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 72
Planeamiento y Control de Operaciones
Paso 5: determinar el exceso.
Exceso (e)= (m*C)-R
E 5
Paso 6: establecer los límites de cada intervalo.
GRADO INTERVALOS
A 80 - 103
E 56 - 79
I 32 - 55
O 8 - 31
Paso 7: determinar la importancia.
XA 100% A
AB 100% A
BC 100% A
FY 100% A
DE 90% A
CD 67% E
EF 43% I
FG 33% I
CE 24% O
BD 24% O
BE 24% O
BG 24% O
BF 24% O
DG 19% O
CG 19% O
AC 10% O
AG 10% O
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 73
Planeamiento y Control de Operaciones
Paso 8: hacer la gráfica relacional.
X
A
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 74
Planeamiento y Control de Operaciones
A
A
B O
A
C O
E O
D O O O
A O
E O
I O
F
I
G A
Paso 9: diseño de planta, por el método layout (aproximidad)
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 75
Planeamiento y Control de Operaciones
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 76
Planeamiento y Control de Operaciones
DIAGRAMA BIMANUAL
H
H1 M1
2
55 seg
13 seg
55 seg
Con esto tenemos los tiempos de trabajo de todo el sistema:
- TTH-1 = 55 seg/tela
- TTH-2 = 13 seg/tela
- TTMq = 55 seg./tela
- TC = 55 seg./tela
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 77
Planeamiento y Control de Operaciones
RESULTADOS
PRODUCCIÓN
𝑁1
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝐻𝑜𝑟𝑎 (𝑃𝐻𝑟) = [ ]
𝑇𝐶
1 60 𝑚𝑖𝑛 65.5 𝑡𝑒𝑙𝑎 66 𝑡𝑒𝑙𝑎
𝑃𝐻𝑟 = [ ]𝑥 = ≅
55𝑠𝑒𝑔 𝑚𝑖𝑛𝑢𝑡𝑜 ℎ𝑜𝑟𝑎 ℎ𝑜𝑟𝑎 ℎ𝑜𝑟𝑎
𝑥 60 𝑠𝑒𝑔
𝑡𝑒𝑙𝑎
1 tela ≅ 1kg.
Por lo tanto:
65 𝑡𝑒𝑙𝑎 1𝑘𝑔 65 𝑘𝑔
𝑃𝐻𝑟 = 𝑥 =
ℎ𝑜𝑟𝑎 𝑡𝑒𝑙𝑎 ℎ𝑜𝑟𝑎
COSTO (Sala de Acondicionado)
Costo Hora Hombre (CHHo) = s/. 5,1
Costo Hora Máquina (CHMq) = s/. 13,7
Número Óptimo de Maq (N) = 1
𝐶𝐻𝐻𝑜 + 𝑁(𝐶𝐻𝑀𝑞)
𝐶𝑜𝑠𝑡𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 (𝐶𝑃) = ( ) 𝑇𝐶
𝑁
5.1 𝑠𝑜𝑙𝑒𝑠 13.7𝑠𝑜𝑙𝑒𝑠
2𝑥 + 1𝑥
𝐶𝑃 = ( ℎ𝑜𝑟𝑎 ℎ𝑜𝑟𝑎 𝑥 1 ℎ𝑜𝑟𝑎 ) 65 𝑠𝑒𝑔 = 0.4315 𝑠𝑜𝑙𝑒𝑠
1 3600 𝑠𝑒𝑔 𝑡𝑒𝑙𝑎 𝑏𝑎𝑛𝑑𝑒𝑗𝑎𝑠
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 78
Planeamiento y Control de Operaciones
0.4315 𝑠𝑜𝑙𝑒𝑠 1 𝑡𝑒𝑙𝑎 0.086𝑠𝑜𝑙𝑒𝑠
𝐶𝑃 = 𝑥 =
𝑡𝑒𝑙𝑎 5𝑘𝑔 𝑘𝑔
EFICIENCIA DEL SISTEMA
𝑠𝑒𝑔
𝑇𝑇𝐻𝑜 55
𝐸𝐻𝑜−1 =[ ] 𝑥 100 = [ 𝑡𝑒𝑙𝑎
𝑠𝑒𝑔 ] 𝑥 100 = 100 %
𝑇𝐶 55
𝑡𝑒𝑙𝑎
𝑠𝑒𝑔
𝑇𝑇𝐻𝑜 13
𝐸𝐻𝑜−2 =[ 𝑡𝑒𝑙𝑎
] 𝑥 100 = [ 𝑠𝑒𝑔 ] 𝑥 100 = 47.4 %
𝑇𝐶 55
𝑡𝑒𝑙𝑎
𝑠𝑒𝑔
𝑇𝑇𝑀𝑞 55
𝑗𝑎𝑏𝑎
𝐸𝑀𝑞 =[ ] 𝑥 100 = [ 𝑠𝑒𝑔 ] 𝑥 100 = 100 %
𝑇𝐶 55
𝑗𝑎𝑏𝑎
𝐸𝐻𝑜 + 𝐸𝑀𝑞 100 + 47.4 + 55
𝐸𝑠 = = = 82.5%
𝑛 3
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 79
Planeamiento y Control de Operaciones
CAPÍTULO VI: CONCLUSIONES Y RECOMENDACIONES
6.1. CONCLUSIONES. -
Al final del estudio se puede deducir las conclusiones siguientes:
Actualmente la empresa no cuenta con una distribución de planta tecnificada lo
que hace incidir en demoras de ejecución de las operaciones
La situación actual de la empresa refleja la inexistencia de estandarización de
tiempos, lo que conlleva a demoras en el proceso productivo.
Las demoras en la producción de prendas (polos) originan incumplimiento en
los plazos de entrega del producto, implicando que los clientes busquen otras
alternativas de proveedores.
El estudio desarrollado determina que el tiempo estándar es 17.50 min – st, lo
que permitirá a la empresa hacer más eficientes en sus operaciones de
producción.
La disposición de planta propuesta de la aproximidad relacional da lugar a un
mejor ordenamiento tecnificado de las áreas de trabajo; con una mayor fluidez
del proceso productivo.
Los resultados obtenidos son los siguientes:
Producción = 66 tela /hora
Costo = 0.02 soles/kg
Eficiencia = 82.5
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 81
Planeamiento y Control de Operaciones
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 82
Planeamiento y Control de Operaciones
RECOMENDACIONES. -
Concluido el estudio se formula las recomendaciones siguientes:
Capacitación continua al personal para asegurar la ejecución de las operaciones
en el tiempo estándar establecido.
Mejorar las condiciones ambientales como ventilación, iluminación,
almacenamiento de desechos para generar un buen entorno de trabajo.
Requerir trabajadores diestros, capaces de operar cualquier operación de costura,
con la finalidad de minimizar productos defectuosos en la producción.
Priorizar el servicio de ensamble por orden de fecha de entrega, teniendo como
referencia la dificultad en el proceso de costura.
Controlar, verificar y medir al operario si está cumpliendo con planes de
producción de la empresa.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 83
Planeamiento y Control de Operaciones
2 BIBLIOGRAFÍA
Doty, Leonard A. Work methods and measurement for management.
Delmar publishers inc. 1989.
Koening, Daniel T. Ingeniería de manufactura. Productividad y
optimización. Publicaciones Marcombo. 1990.
Konz, Stephan. Diseño de sistemas de trabajo. Ed. LIMUSA. México,
1989.
Krick, Edward V. Ingeniería de métodos. Ed. LIMUSA. México, 1989.
GARCIA CRIOLLO ROBERTO. ESTUDIO DEL TRABAJO INGENIERÍA
DE MÉTODOS. McGraw Hill. Primera. 1998
GARCIA CRIOLLO ROBERTO. ESTUDIO DEL TRABAJO MEDICION
DEL TRABAJO. McGraw Hill. Primera. 1998.
Mundel, Marvin E. Estudios de tiempos y movimientos. Ed. CECSA.
México, 1984.
Niebel, Benjamin W. Ingeniería Industrial: Estudio de tiempos y
movimientos. Ed. Alfaomega. Mexico. 1997
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 84
Planeamiento y Control de Operaciones
ANEXOS
Anexo 1:
DIAGRAMA DE PROCESOS
Para la confección de buzos consta de las siguientes operaciones:
Tender la tela en la mesa de corte.
Trazar en moldes las prendas.
Cortar los moldes, para esto se utiliza una maquina cortadora manual.
Luego se utiliza la máquina de costura recta donde se hacen los bolsillos
para el buzo. También se le coloca la etiqueta.
Luego pasamos a la máquina de remalladora para el unido de las
prendas para lo cual se necesita dos hilos de remalle y un hilo de
algodón que va en la aguja. También se le pone la cinta.
Después en la máquina recta para coser la costura.
Luego regresa a la remalladora para poner el elástico.
Seguimos el proceso en la maquina recubridora, que sirve para hacer
las bastas y cubrir los elásticos, para lo cual también se emplea dos
hilos de remalle (hilo garfio) e hilo de algodón.
Una vez terminada los buzos pasamos a poner las pitas para luego ser
empaquetados por docenas.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 86
Planeamiento y Control de Operaciones
PROCESO: CONFECION DE BUZO POLINAM METODO: ACTUAL
INICIO: ALMACEN DE M.P ANALSITA:
DENNIS TUPAC
TERMINO: ALMACENAMIENTO FECHA:
05/05/18
TELA
Almacén de M.P.
SIMBOL CANTIDAPOLINAM
O D
t= 5’ Tendido
8
t= 5’
Trazar en molde
TOTAL 11
Cortado (máq. Manual)
t= 6’
Descarte de retazos
t= 2’
Coser bolsillo (máq. Recta 1)
Retazos seleccionados y cintas
t= 1’
Remallado (cinta y cerrado)
t=1
Cerrado de costura (máq. Recta 2)
Ingreso de Elástico
t= 1’ Recubridora (el bolsillo)
t= 1’ Remallado
(poner elástico de la
t= 3’ cintura)
Recubridora
(elaboración de la basta)
t= 3’ Boltear la cintura (máq. Recta2) Productos
defectuosos
(regresan al
BUZO proceso)
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 87
Planeamiento y Control de Operaciones
DIAGARAMA DE ANALISIS DE PROCESO
PROCESO CONFECCION DE BUZOS POLINAM METOD ACTUAL
O
INICIO RECEPCION DE MATERIALES ANALIST TUPAC YUPANQUI
A VILLEGAS, DENNIS
TERMINO EMPAQUE DEL BUZO HOJA 1-1
TMP DIST. OBSERVACION
Descripción de la
actividad
Recepción de - - -
materiales
Llevar la tela a la 1’ 3m Manual
meza de corte
Tender las telas 5’ - Entre 2
personas
Medición y 5’ - Manual
trazado en
moldes
Cortado de la 6’ - Maquina
tela
Zona de maquina 3’ 3m Maquina
recta
Elaboración de 2’ - Maquina
bolsillo y cierres
Remallado 3’ - Maquina
(cerrado lateral)
Despunte (recta) 2’ - Maquina
Recubridora 3’ - Maquina
(cinta)
Máquina remalle 4’ - maquina
(cierre y elástico)
Doblar la cintura 3’ - Maquina
(recta)
Hacer basta al 5’ - Maquina
buzo
Zona de acabado 4’ 4m Manual
Acabado 5’ - Manual
Zona de 4’ 2m Manual
almacenamiento
2’ - Manual
Almacenamiento
57’’ 12m
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 88
Planeamiento y Control de Operaciones
Prácticas de realización de partes y ensamble Polo Box
La segunda prenda que ensamblaremos será el Polo shirt o polo box,
ya que esta es una de las principales prendas que manufacturan las
empresas que exportan prendas en tejido de punto.
Detalle de las operaciones
1. Fusionar entretela en pechera
La primera operación que se va realizar para ensamblar un polo
box es fusionar por medio del calor la entretela adhesiva al tejido.
2. Pegar pechera a delantero
Ejecución:
Pegar la pechera en el delantero comenzando con un ancho de
costura 1/8” en el escote del delantero para terminar con 1/16 “al final
del piquete.
Con la aguja incrustada girar perpendicularmente hacia el otro
lado de la pechera
Avanzar una puntada y otra vez con la aguja incrustada girar
hacia el lado del escote.
Terminar la costura con 1/8 “de ancho.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 89
Planeamiento y Control de Operaciones
3. Fijar cuello
Ejecución: Para fijar el cuello rectilíneo ubicar el delantero por
el lado de la plaqueta luego embolsar el cuello con la plaqueta
considerando las medidas de ancho.
4. Unir hombros
Ejecución: Ídem unión de hombros de T-shirt
5. Pegar cuello
Ejecución: Nivelar el cuello y hacer mueca en el centro inferior
del largo del cuello luego pegar el rectilíneo a al contorno de la suma
de los escotes distribuyendo equitativamente sin formar pliegues.
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 90
Planeamiento y Control de Operaciones
DIAGRAMA DE FLUJO: Armado de pechera y pegado de cuello
Ingreso de
Partes
Pegar pechera a
delatero
Descompostura
C. C. NO
Total o Parcial
SI
Fijar cuello
Descompostura
C. C. NO
Total o Parcial
SI
Cinta a cuello
Asentar cuello
Pespuntar y/o
Asentar pechera
Descompostura
C. C. NO
Total o Parcial
SI
Atracar pechera
(Box)
FIN
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 91
Planeamiento y Control de Operaciones
6. Pegar mangas y cerrado de costados
Ejecución: Ídem a pegar mangas y cerrar costados de T-shir
7. Dobladillar manga
Ejecución: Recubrir la manga a una 1” (una pulgada) de
ancho sin tensionar el tejido, utilizando un tope o un guiador.
Puntos de control
El ancho de la basta debe ser constante en todo el trayecto.
Las costuras de inicio y fin deben coincidir.
La tensión de los hilos debe estar bien reguladas.
8. Bastear faldón
Ejecución: Recubrir la basta del faldón a 1” de ancho
empezando por el costado izquierdo de la espalda.
Puntos de control
El ancho de la basta debe ser constante en todo el trayecto.
Terminar el recubierto haciendo coincidir las costuras
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 92
Planeamiento y Control de Operaciones
Diagrama de operaciones de Polo Box
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 93
Planeamiento y Control de Operaciones
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 94
Planeamiento y Control de Operaciones
Anexo 2
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 95
Planeamiento y Control de Operaciones
PLANEAMIENTO Y CONTROL DE OPERACIONES Página 96
You might also like
- Clase 02 Indicadores - Estudio Del TrabajoDocument51 pagesClase 02 Indicadores - Estudio Del TrabajoEstudiante INGNo ratings yet
- TA - Logistica - Olivos Cueto JairoDocument14 pagesTA - Logistica - Olivos Cueto JairoHugo PalaciosNo ratings yet
- Secuenciaciã N de N Trabajos en Un Centro de TrabajoDocument34 pagesSecuenciaciã N de N Trabajos en Un Centro de TrabajoLuis GuevaraNo ratings yet
- 2015 - Ing - Optimizacion Del Proceso de Consulta ExternaDocument222 pages2015 - Ing - Optimizacion Del Proceso de Consulta ExternaCristopherNo ratings yet
- Informe de prácticas en Agroindustrias Alexander SACDocument22 pagesInforme de prácticas en Agroindustrias Alexander SACBruna Chávarry HernándezNo ratings yet
- Reglamento Interno SSTDocument26 pagesReglamento Interno SSTAlex Meza MirandaNo ratings yet
- Cadenademarkov 160724145615Document16 pagesCadenademarkov 160724145615Julio CalderonNo ratings yet
- 10 P SMtzMejiaDocument3 pages10 P SMtzMejiaFausto Jose Martinez MejiaNo ratings yet
- Rendimiento Del ArrozDocument7 pagesRendimiento Del ArrozrubenNo ratings yet
- Ultimo Informe Grupal ExposicionDocument20 pagesUltimo Informe Grupal ExposicionJhonathan RodriguezNo ratings yet
- Omar Tecnicas Cultivo de Maiz PDFDocument4 pagesOmar Tecnicas Cultivo de Maiz PDFBryHen LoorNo ratings yet
- Gestion de La Produccion II PDFDocument9 pagesGestion de La Produccion II PDFLuis Alberto Quiroz Granados100% (1)
- Distribución Orientada Al ProcesoDocument41 pagesDistribución Orientada Al ProcesoMARIZOL FLORESNo ratings yet
- Primer Avance Proyecto Final de SimulacionDocument1 pagePrimer Avance Proyecto Final de SimulacionElio RiosNo ratings yet
- Implementación de un sistema de control de materiales para incrementar la productividad en una empresa agroindustrialDocument19 pagesImplementación de un sistema de control de materiales para incrementar la productividad en una empresa agroindustrialKevin P. CisnerosNo ratings yet
- Proyecto Final de MetodologíaDocument39 pagesProyecto Final de MetodologíaEstudiante INGNo ratings yet
- Implementación 5S en almacén CoopaguasDocument109 pagesImplementación 5S en almacén Coopaguascarlos caceres ortuñoNo ratings yet
- Costos de MtantenimientoDocument88 pagesCostos de MtantenimientoLeonchoNo ratings yet
- Muestreo de Aceptación CargarDocument33 pagesMuestreo de Aceptación CargarJuan Antonio LaraNo ratings yet
- MOD01 SIyATDocument115 pagesMOD01 SIyATPEDRONo ratings yet
- Producto Academico 3Document19 pagesProducto Academico 3Gustavo MontufarNo ratings yet
- II Lab Preguntas AmbientalDocument11 pagesII Lab Preguntas AmbientalTeresa LlaureNo ratings yet
- Trabajo Académico - Ingeniería EnergéticaDocument25 pagesTrabajo Académico - Ingeniería Energéticamanuel brennerNo ratings yet
- Proceso de MejoramientoDocument13 pagesProceso de MejoramientoEricsonJuarezAlburquequeNo ratings yet
- Examen Tecnologia Del Gas UAP DUEDDocument5 pagesExamen Tecnologia Del Gas UAP DUEDMarjorie Medina RojasNo ratings yet
- Clase 01 Estudio de TrabajoDocument42 pagesClase 01 Estudio de TrabajoEstudiante INGNo ratings yet
- SERVICIOS de MINERÍA Planeamiento EstratégicoDocument9 pagesSERVICIOS de MINERÍA Planeamiento EstratégicoAnonymous 5PMVBmwWNo ratings yet
- Plan Agregado PDFDocument47 pagesPlan Agregado PDFPaolaagudeloNo ratings yet
- Epii-ta-5-Investigacion de Operaciones I 2018 - 1 Modulo I - Sección 1Document9 pagesEpii-ta-5-Investigacion de Operaciones I 2018 - 1 Modulo I - Sección 1Jesús Yali TelloNo ratings yet
- UT 3 Planeacion Agregada y Plan Maestro de Produccion IU 2016 V1Document83 pagesUT 3 Planeacion Agregada y Plan Maestro de Produccion IU 2016 V1omarNo ratings yet
- Prototipo de Aplicacion para Gestión de Datos de Tiempos Muertos en Una EmpresaDocument38 pagesPrototipo de Aplicacion para Gestión de Datos de Tiempos Muertos en Una EmpresaJAVIER EMERSON MICHAEL JARA RAMOSNo ratings yet
- MRP 2Document26 pagesMRP 2JhonRiderNo ratings yet
- Tesis FinalDocument129 pagesTesis FinalJaneth EspinolaNo ratings yet
- CRITICIDADDocument23 pagesCRITICIDADTeodoro David Rios GarzonNo ratings yet
- Expo RCMDocument14 pagesExpo RCMAlexander Marco Laurente RomeroNo ratings yet
- Historia Del MRPDocument2 pagesHistoria Del MRPArmand PerezNo ratings yet
- Strobbe - Barbat - Caterina - Milena - Trabajo PDFDocument167 pagesStrobbe - Barbat - Caterina - Milena - Trabajo PDFRenéNo ratings yet
- UNAC Cultura 5sDocument33 pagesUNAC Cultura 5sAbad Jose100% (2)
- Value Stream MappingDocument33 pagesValue Stream MappingFabian RojasNo ratings yet
- Tarea Académica 1 - Grupo 4 - Intento - 2022-05-26-19-51-32 - TA1Document20 pagesTarea Académica 1 - Grupo 4 - Intento - 2022-05-26-19-51-32 - TA1Khenedy ParicahuaNo ratings yet
- Avance Del Proyecto de Gest - de Mant.Document46 pagesAvance Del Proyecto de Gest - de Mant.Hector F. Apolino HerreraNo ratings yet
- Christiam Goyzueta Tesis Titulo Profesional 2018Document141 pagesChristiam Goyzueta Tesis Titulo Profesional 2018dNo ratings yet
- Avance de PCP FinalDocument28 pagesAvance de PCP FinalGianmarco RivasNo ratings yet
- Cómo elaborar un Plan Maestro de Producción (MPSDocument4 pagesCómo elaborar un Plan Maestro de Producción (MPSALEXIS SERVIN OLMOSNo ratings yet
- Organización Del Área de MantenimientoDocument5 pagesOrganización Del Área de MantenimientoAleex Tec MNo ratings yet
- Guzman A Gestion de Recursos Humanos t2Document4 pagesGuzman A Gestion de Recursos Humanos t2Gzman AldoNo ratings yet
- Selección de personal enDocument33 pagesSelección de personal enalfredo vera0% (1)
- TRABAJO RSE - 3 - FinalDocument20 pagesTRABAJO RSE - 3 - FinalFrank Fajardo Torres100% (2)
- Gestión de Proveedores en ISO 90012015Document2 pagesGestión de Proveedores en ISO 90012015Jacinto Gomez EmbolettiNo ratings yet
- Mejora de procesos molino Espiga del NorteDocument22 pagesMejora de procesos molino Espiga del Nortejose jhampierr banda castañedaNo ratings yet
- Chopra Cap. 1 y Justo A Tiempo NavidadDocument6 pagesChopra Cap. 1 y Justo A Tiempo NavidadjuanNo ratings yet
- Análisis financiero SayserDocument54 pagesAnálisis financiero SayserYsabel Landa RodriguezNo ratings yet
- Gestión de proyectos de TI utilizando ITIL y PMBOKDocument5 pagesGestión de proyectos de TI utilizando ITIL y PMBOKIan Wong NavarroNo ratings yet
- TESIS Modelo BPMDocument209 pagesTESIS Modelo BPMVictor Yeampier Caxi MaquedaNo ratings yet
- Seis Sigma Marco TeóricoDocument15 pagesSeis Sigma Marco TeóricojoalfredoNo ratings yet
- Estudio de TiemposDocument23 pagesEstudio de TiemposRicardo ZegarraNo ratings yet
- Trabajo Final Final PCP1Document45 pagesTrabajo Final Final PCP1LuciaP02No ratings yet
- Ejemplo Pert y CPM para ImprimirDocument12 pagesEjemplo Pert y CPM para ImprimirJhonH.OrtizNo ratings yet
- Propuesta de mejora en el área de acondicionado en la elaboración de fresa congelada de la empresa Frozen Foods S.A.CDocument34 pagesPropuesta de mejora en el área de acondicionado en la elaboración de fresa congelada de la empresa Frozen Foods S.A.CMarcoantonio Aldair Roman Canales100% (1)
- Tesis Contabilidad-Control InternoDocument120 pagesTesis Contabilidad-Control InternoJorge Armando Ramirez RodriguezNo ratings yet
- Trabajo Proyecto 2222222222Document18 pagesTrabajo Proyecto 2222222222dennis tupac yupanqui villegasNo ratings yet
- Empresa PaolaDocument10 pagesEmpresa Paoladennis tupac yupanqui villegasNo ratings yet
- Manjar de Mango y ChirimoyaDocument5 pagesManjar de Mango y Chirimoyadennis tupac yupanqui villegasNo ratings yet
- Diario 1Document4 pagesDiario 1dennis tupac yupanqui villegasNo ratings yet
- AndresDocument3 pagesAndresdennis tupac yupanqui villegasNo ratings yet
- Ingenieria en ConfeccionesDocument33 pagesIngenieria en Confeccionesdennis tupac yupanqui villegasNo ratings yet
- Componente75711 PDFDocument170 pagesComponente75711 PDFUver Jhon Terrones LeonNo ratings yet
- ConfeccionesDocument2 pagesConfeccionesErinson QuispeNo ratings yet
- Examen de Consenco ResueltoDocument2 pagesExamen de Consenco Resueltodennis tupac yupanqui villegasNo ratings yet
- Plan de control de producción para mejorar eficiencia en empresa textilDocument151 pagesPlan de control de producción para mejorar eficiencia en empresa textilcesar gonzagaNo ratings yet
- Plan Producción Fabrica de Uniformes EscolaresDocument11 pagesPlan Producción Fabrica de Uniformes Escolaresmatorfig78% (27)
- ConfeccionesDocument2 pagesConfeccionesErinson QuispeNo ratings yet
- Balotario de Examen ParcialDocument14 pagesBalotario de Examen Parcialdennis tupac yupanqui villegasNo ratings yet
- Comprobante 17 de MayoDocument1 pageComprobante 17 de Mayodennis tupac yupanqui villegasNo ratings yet
- Partes de La CasaDocument2 pagesPartes de La Casadennis tupac yupanqui villegasNo ratings yet
- Formato Plan de Negocios 5 PDFDocument31 pagesFormato Plan de Negocios 5 PDFFers RamNo ratings yet
- Proyecto de Mejora en Una Empresa de ConDocument54 pagesProyecto de Mejora en Una Empresa de Condennis tupac yupanqui villegas100% (1)
- Seguridad y salud ocupacionalDocument7 pagesSeguridad y salud ocupacionaldennis tupac yupanqui villegas100% (1)
- ManualDocument118 pagesManualOscar Ivan Rojas SacreNo ratings yet
- Analisis de Fallas - Porque Por Que - TupacDocument36 pagesAnalisis de Fallas - Porque Por Que - Tupacdennis tupac yupanqui villegas0% (1)
- Guía de ejercicios de evaluación de proyectosDocument4 pagesGuía de ejercicios de evaluación de proyectosJulio0% (2)
- Saludos CordialesDocument3 pagesSaludos Cordialesdennis tupac yupanqui villegasNo ratings yet
- Guía de ejercicios de evaluación de proyectosDocument4 pagesGuía de ejercicios de evaluación de proyectosJulio0% (2)
- Guía de ejercicios de evaluación de proyectosDocument4 pagesGuía de ejercicios de evaluación de proyectosJulio0% (2)
- Villalta GonzalesDocument4 pagesVillalta GonzalesFernando DL'srNo ratings yet
- Construcción vial interoceánicaDocument53 pagesConstrucción vial interoceánicaGabriel Granilla100% (2)
- Antecedentes Históricos Del Traje EspacialDocument47 pagesAntecedentes Históricos Del Traje EspacialShantis OrtizNo ratings yet
- Diseño de Una SalidaDocument5 pagesDiseño de Una SalidaNicolas PrietoNo ratings yet
- EncofradoDocument48 pagesEncofradoMelvin RamosNo ratings yet
- Importancia de Los Estudios de Trafico en Proyectos Viales - Rocio Espinoza VenturaDocument11 pagesImportancia de Los Estudios de Trafico en Proyectos Viales - Rocio Espinoza Venturakike490No ratings yet
- Ensayo 3 - Obras Publicas y PrivadasDocument6 pagesEnsayo 3 - Obras Publicas y PrivadasAlexia Parra SanchezNo ratings yet
- Resumen Ejecutivo Del Proyecto "Implementación Del Sistema de Agua Potable Del Sector Pueblo Nuevo, Parroquia Cariamanga, Cantón Calvas"Document26 pagesResumen Ejecutivo Del Proyecto "Implementación Del Sistema de Agua Potable Del Sector Pueblo Nuevo, Parroquia Cariamanga, Cantón Calvas"Gobierno Provincial de LojaNo ratings yet
- Análisis Del Perfil Del Ingeniero en Mantenimiento MecánicoDocument6 pagesAnálisis Del Perfil Del Ingeniero en Mantenimiento Mecánicoleninx15 Montiel100% (2)
- Reparación de válvulas y muellesDocument9 pagesReparación de válvulas y muellesSofía Santander HerreraNo ratings yet
- Efecto de La Temperatura de Revenido en El Acero Aisi 4340 Sobre La Dureza y Tenacidad A La Deformacion Plana KicDocument7 pagesEfecto de La Temperatura de Revenido en El Acero Aisi 4340 Sobre La Dureza y Tenacidad A La Deformacion Plana KicEverAngelNo ratings yet
- Alberto Aquino Arango TPTDocument47 pagesAlberto Aquino Arango TPTManuel RamírezNo ratings yet
- Copia de Desarrollo de Sistemas Electronicos IndustrialesDocument66 pagesCopia de Desarrollo de Sistemas Electronicos Industrialesalex pineda100% (1)
- Trabajo Final 2Document32 pagesTrabajo Final 2TIENDA ILO PUERTA CALLENo ratings yet
- Karina Bañon-Vinculación Universidad y Sector Productivo A Través de Proyectos de InvestigaciónDocument13 pagesKarina Bañon-Vinculación Universidad y Sector Productivo A Través de Proyectos de InvestigaciónLuis Enrique Rojas FernándezNo ratings yet
- Cálculo factor estiba y fletes productos textilesDocument14 pagesCálculo factor estiba y fletes productos textilesGuido ChambillaNo ratings yet
- Horno EcologicoDocument7 pagesHorno EcologicoGabriel OrellanaNo ratings yet
- CUESTIONARIO PRACTICA 11 PPR Cubeta IndividualDocument10 pagesCUESTIONARIO PRACTICA 11 PPR Cubeta IndividualAnonymous DkgwveNo ratings yet
- Mantenimiento extractores eólicosDocument10 pagesMantenimiento extractores eólicosHilaryDiazSuarez100% (2)
- Costos de Propiedad OperacionDocument11 pagesCostos de Propiedad OperacionJimmy Naquiche RufinoNo ratings yet
- InstalacionesDocument117 pagesInstalacionesJMiriamCENo ratings yet
- Estudio de Evaluacion de La Conveniencia de Comprar o Alquilar VehiculosDocument99 pagesEstudio de Evaluacion de La Conveniencia de Comprar o Alquilar VehiculosMirtha MontoyaNo ratings yet
- GyM - SGC.PG.0004-F3 Diagrama de Flujo de Control de Suministros Rev 0Document2 pagesGyM - SGC.PG.0004-F3 Diagrama de Flujo de Control de Suministros Rev 0C.A. Martinez BenaventeNo ratings yet
- Análisis Caso Le Petit ChefDocument2 pagesAnálisis Caso Le Petit ChefRuben HernandezNo ratings yet
- Diapositivas (Control Interno)Document23 pagesDiapositivas (Control Interno)africaNo ratings yet
- Competitividad UltraCemDocument7 pagesCompetitividad UltraCemRaulAUruetaNo ratings yet
- Tarea 2Document6 pagesTarea 2Angela De la roca encisoNo ratings yet
- Revista EPI, Número 10Document123 pagesRevista EPI, Número 10Juan Carlos Campo Rodríguez100% (1)
- Recubrimientos de Frutas y HortalizasDocument18 pagesRecubrimientos de Frutas y HortalizasPaola Acevedo100% (1)