You might also like
- Uphill Versus Downhill Welding PDFDocument4 pagesUphill Versus Downhill Welding PDFPatrick DominguezNo ratings yet
- Pre-Installation of Offshore Pipe Lines ASHWIN THOTTUKARADocument27 pagesPre-Installation of Offshore Pipe Lines ASHWIN THOTTUKARAASHWIN THOTTUMKARA100% (4)
- 19-Pipe Line Welding PDFDocument15 pages19-Pipe Line Welding PDFMustafa MubderNo ratings yet
- A Simple Approach To Hot Tap and Repair Sleeve Welding - tcm153-574205Document13 pagesA Simple Approach To Hot Tap and Repair Sleeve Welding - tcm153-574205Charly RiveraNo ratings yet
- Built Up SectionsDocument2 pagesBuilt Up Sectionslisan2053No ratings yet
- Wat AssignmentDocument16 pagesWat AssignmentrubilNo ratings yet
- Orbital WeldingDocument4 pagesOrbital WeldingDhruv BhatiaNo ratings yet
- Welding Procedures and Inspection Methodology For In-Service WeldingDocument14 pagesWelding Procedures and Inspection Methodology For In-Service WeldingEl_memitoNo ratings yet
- New Welding Tubular Joint Used For JacketDocument6 pagesNew Welding Tubular Joint Used For JacketTien Hong DoNo ratings yet
- Hot TapDocument11 pagesHot TapsumanNo ratings yet
- REQUIREMENTS FOR LOW ALLOY STEEL PIPING ATTACHMENT WELDS-Final PROOFED (FINAL)Document15 pagesREQUIREMENTS FOR LOW ALLOY STEEL PIPING ATTACHMENT WELDS-Final PROOFED (FINAL)MubeenNo ratings yet
- Piping QA Quiz Answers for Fluor Daniel ProjectsDocument13 pagesPiping QA Quiz Answers for Fluor Daniel Projectssairam2234100% (1)
- Inspection Manual For PipingDocument184 pagesInspection Manual For Pipingzula74No ratings yet
- PFI ES 24 Pipe BendingDocument24 pagesPFI ES 24 Pipe BendingSrinivas Jasti100% (1)
- CSWIP Set QuestionDocument13 pagesCSWIP Set QuestionMuhammad Hannan100% (2)
- Submerged Arc WeldingDocument42 pagesSubmerged Arc WeldingMário SilvaNo ratings yet
- Module 4 Lecture 8 FinalDocument17 pagesModule 4 Lecture 8 Finaltejap314No ratings yet
- Ms-Black Steel PipeDocument4 pagesMs-Black Steel PipeYusufNo ratings yet
- Narrow Gap WeldingDocument6 pagesNarrow Gap WeldingRinshad Abdul RahimanNo ratings yet
- Job Knowledge 97Document3 pagesJob Knowledge 97Mehmet SoysalNo ratings yet
- Welding Defects GuideDocument16 pagesWelding Defects Guidepozolab0% (1)
- Welding Report - 2020CEC2796Document20 pagesWelding Report - 2020CEC2796Govind Rao AndeNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- Welding Pressure Pipelines & Piping SystemsDocument48 pagesWelding Pressure Pipelines & Piping Systemsnhat_tim100% (1)
- Pipe ManufactureDocument26 pagesPipe ManufactureFazlul Karim AkashNo ratings yet
- Spiro Gills Fin Tubing BrochureDocument16 pagesSpiro Gills Fin Tubing BrochureSaravanan PeriyasamyNo ratings yet
- Reducing Weld Distortion Through Proper Welding TechniquesDocument11 pagesReducing Weld Distortion Through Proper Welding TechniquesnafNo ratings yet
- 1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryDocument17 pages1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryMohit GodiaNo ratings yet
- A Brief Summary On Submerged Arc Welding Process and SAW WiresDocument2 pagesA Brief Summary On Submerged Arc Welding Process and SAW Wiresrule85straw100% (1)
- Fabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsDocument31 pagesFabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsSaurabh VermaNo ratings yet
- Pipe Drafting Q and ADocument7 pagesPipe Drafting Q and AHamed FaragNo ratings yet
- Developments in Tig WeldingDocument8 pagesDevelopments in Tig WeldingSenthil KumarNo ratings yet
- Remediation Lesson in SMAW NC IIDocument49 pagesRemediation Lesson in SMAW NC IIemmabentonioNo ratings yet
- Over-engineered piping: How grooved joints improve efficiencyDocument36 pagesOver-engineered piping: How grooved joints improve efficiencyTifano KhristiyantoNo ratings yet
- HV BushingDocument3 pagesHV BushingEdison SelvarajNo ratings yet
- Two Step Spiral Pipe ManufacturingDocument4 pagesTwo Step Spiral Pipe ManufacturingEagle SpiritNo ratings yet
- GMAW Welding Process Training For High Neck FlangeDocument5 pagesGMAW Welding Process Training For High Neck FlangeHoàng ĐứcNo ratings yet
- What Is Pipe?Document7 pagesWhat Is Pipe?StateNo ratings yet
- Welded Tube PDFDocument17 pagesWelded Tube PDFhirenkumar patelNo ratings yet
- MIAB Welding of ThickDocument6 pagesMIAB Welding of ThickErickNo ratings yet
- Stud Welding of Shear Conector PDFDocument13 pagesStud Welding of Shear Conector PDFramdacNo ratings yet
- Building ReportDocument8 pagesBuilding ReportAhmad OmarNo ratings yet
- Developments in Pipe Weld OffshoreDocument22 pagesDevelopments in Pipe Weld OffshorealkdenNo ratings yet
- Hot Tap ExampleDocument27 pagesHot Tap ExampleTroy HooperNo ratings yet
- Develpment WPSDocument9 pagesDevelpment WPSochableNo ratings yet
- Installation Guidelines for Integrally Reinforced Branch FittingsDocument7 pagesInstallation Guidelines for Integrally Reinforced Branch FittingsrodofgodNo ratings yet
- Greater Noida Institute of Technology: Under-Water WeldingDocument12 pagesGreater Noida Institute of Technology: Under-Water WeldingEr Raghvendra SinghNo ratings yet
- SPE 107240 4th-Generation Coiled-Tubing Manufacturing TechnologyDocument3 pagesSPE 107240 4th-Generation Coiled-Tubing Manufacturing Technologymsmsoft90No ratings yet
- 3.4. Standard Types of FlangesDocument7 pages3.4. Standard Types of FlangesHoàng Hữu QuốcNo ratings yet
- Piping Components E-book for Oil & Gas EngineersDocument45 pagesPiping Components E-book for Oil & Gas Engineerssrinivasanssc100% (2)
- Prevent Leaks in Heat ExchangersDocument7 pagesPrevent Leaks in Heat ExchangersNirmal SubudhiNo ratings yet
- PIPING JOINTS: A Guide to Plumbing ConnectionsDocument2 pagesPIPING JOINTS: A Guide to Plumbing ConnectionsWaleed ShafiqNo ratings yet
- Basics of Pipe For Oil & Gas EngineerDocument12 pagesBasics of Pipe For Oil & Gas EngineerMannuddin KhanNo ratings yet
- Specifying CamberDocument3 pagesSpecifying CamberarsiajanNo ratings yet
- Importance of Macro Etch Testing of WeldsDocument5 pagesImportance of Macro Etch Testing of WeldsHoang Lam100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- Grade Structure Revamping TemplateDocument1 pageGrade Structure Revamping TemplateahmedNo ratings yet
- Fuel TrimsDocument6 pagesFuel TrimsahmedNo ratings yet
- Assignment No. 4 BlankDocument15 pagesAssignment No. 4 BlankahmedNo ratings yet
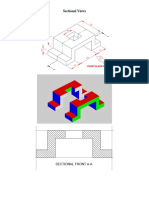
- Sectional ViewDocument2 pagesSectional ViewahmedNo ratings yet
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryDocument2 pagesDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedNo ratings yet
- 5S PrincipleDocument53 pages5S PrincipleAmir M. VillasNo ratings yet
- Abdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFDocument1 pageAbdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFahmedNo ratings yet
- 6 Mistakes That Can Lead To Cracked WeldsDocument4 pages6 Mistakes That Can Lead To Cracked WeldsahmedNo ratings yet
- Science Answer KeyDocument1 pageScience Answer KeyahmedNo ratings yet
- Illness Caused by Welding Fume and GasesDocument2 pagesIllness Caused by Welding Fume and GasesahmedNo ratings yet
- YIC Materials Testing Lab Equipment and ExperimentsDocument2 pagesYIC Materials Testing Lab Equipment and ExperimentsahmedNo ratings yet
- Measuring Metal Strength (Tensile & Impact Strength)Document5 pagesMeasuring Metal Strength (Tensile & Impact Strength)ahmedNo ratings yet
- Plasma 2Document14 pagesPlasma 2ahmedNo ratings yet
- Drill Bit Size ChartDocument22 pagesDrill Bit Size ChartahmedNo ratings yet
- Deposition Rates For Stick ElectrodesDocument3 pagesDeposition Rates For Stick ElectrodesahmedNo ratings yet
- PlasmaDocument8 pagesPlasmaahmedNo ratings yet
- 7 Ways You Are Violating Welding Procedures and Don't Know ItDocument2 pages7 Ways You Are Violating Welding Procedures and Don't Know ItahmedNo ratings yet
- Tip Data For OFWDocument1 pageTip Data For OFWahmedNo ratings yet
- Btus, CFMS, and Gges DemystifiedDocument2 pagesBtus, CFMS, and Gges DemystifiedahmedNo ratings yet
- Plasma 2Document13 pagesPlasma 2ahmedNo ratings yet
- PlasmaDocument7 pagesPlasmaahmedNo ratings yet
- Grinding Wheel SpecificationsDocument2 pagesGrinding Wheel SpecificationsahmedNo ratings yet
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMDocument1 pageTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedNo ratings yet
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 pagesWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNo ratings yet
- Method of Calculating The Cooling Rate in HAZ During WeldingDocument6 pagesMethod of Calculating The Cooling Rate in HAZ During WeldingahmedNo ratings yet
- CGA Selection Chart for Pure & Mixed Industrial GasesDocument1 pageCGA Selection Chart for Pure & Mixed Industrial GasesSadot GutierrezNo ratings yet
- UNCUNF Threads - SizeDocument1 pageUNCUNF Threads - SizeahmedNo ratings yet
- ASGEpg187 PDFDocument3 pagesASGEpg187 PDFbkprodhNo ratings yet
- A Complete Guide To Pipe SizesDocument25 pagesA Complete Guide To Pipe SizesahmedNo ratings yet
- Help Welding Calculation - WeldingDocument14 pagesHelp Welding Calculation - Weldingahmed100% (1)
- D1.1-2010 Practice Exam AWS 2008 Validated To 2010 by KJDocument11 pagesD1.1-2010 Practice Exam AWS 2008 Validated To 2010 by KJArroyo H Woos100% (1)
- Lap Winding Simplex and Duplex Lap Winding - Electrical4u.htmlDocument5 pagesLap Winding Simplex and Duplex Lap Winding - Electrical4u.htmlAnoop RepakaNo ratings yet
- Static HeadDocument6 pagesStatic Headvalentinlupascu33No ratings yet
- V1-Complete List and Quotation For Rig Spare Parts GEM1 0910-28009Document3 pagesV1-Complete List and Quotation For Rig Spare Parts GEM1 0910-28009AmirNo ratings yet
- T&C Plan and ChecklistDocument5 pagesT&C Plan and ChecklistAku MattNo ratings yet
- Cpa10-Eka Air C16 - NewDocument8 pagesCpa10-Eka Air C16 - NewTam DuongNo ratings yet
- Catalogue Cummins 6LTAA8.9 G2Document4 pagesCatalogue Cummins 6LTAA8.9 G2akbar muslim100% (1)
- Solution To Aerody Mock Exam 2014 (HolyDocument23 pagesSolution To Aerody Mock Exam 2014 (HolyReem RodriguezNo ratings yet
- DURIT Thermal-CoatingsDocument8 pagesDURIT Thermal-CoatingsMatheusNo ratings yet
- Tower Crane Erection Potain MDT248-J10: Site Prestige Cosmos MulundDocument36 pagesTower Crane Erection Potain MDT248-J10: Site Prestige Cosmos MulundDevendra ChaudhariNo ratings yet
- 01 d155 IntroductionDocument22 pages01 d155 Introductionghitacrainic100% (3)
- Asme A90 1 2003Document38 pagesAsme A90 1 2003Fernando AguilarNo ratings yet
- Hydrogen Embrittlement Relief I: en enDocument10 pagesHydrogen Embrittlement Relief I: en enCarmen HernandezNo ratings yet
- Manual Big Blue 700x Duo Pro Azul Dos SalidasDocument80 pagesManual Big Blue 700x Duo Pro Azul Dos SalidasALONSO RAFAEL OJEDA REALESNo ratings yet
- How To Write A Preliminary Welding Procedure Specification (PWPS)Document15 pagesHow To Write A Preliminary Welding Procedure Specification (PWPS)WeldPulse100% (31)
- Cmae Prop 3Document3 pagesCmae Prop 3Mithun Kumar SandaNo ratings yet
- Electric Three-Way Flanged Ball Valve: Standard SpecificationDocument19 pagesElectric Three-Way Flanged Ball Valve: Standard SpecificationGeorge GuoNo ratings yet
- Brembo CatalogDocument24 pagesBrembo CatalogMr.JohnNo ratings yet
- D Sars 0017924Document7 pagesD Sars 0017924Richardo JuarezNo ratings yet
- Fluid Mechanics (ECH3113) - Chapter 3 Flow in PipesDocument110 pagesFluid Mechanics (ECH3113) - Chapter 3 Flow in PipesTalal B. Osman100% (1)
- Open Ended LAB: Name: Ayyan AhmadDocument7 pagesOpen Ended LAB: Name: Ayyan AhmadMaheenNo ratings yet
- SBD Capabilities in BoilerDocument14 pagesSBD Capabilities in BoilerThiruvengadamNo ratings yet
- Astm D2729 PDFDocument2 pagesAstm D2729 PDFShan AdriasNo ratings yet
- Din 3015Document17 pagesDin 3015Mohammed Eljammal100% (1)
- Failure Elimination Made Simple 1688417692Document10 pagesFailure Elimination Made Simple 1688417692samba fayeNo ratings yet
- Datasheet Pneumatic Actuator With SolenoidDocument1 pageDatasheet Pneumatic Actuator With SolenoidHotnCrispy CrispyNo ratings yet
- 2600 SeriesDocument94 pages2600 SeriesFabio Peres de LimaNo ratings yet
- Plumbing Market SurveyDocument5 pagesPlumbing Market SurveyYashashreeNo ratings yet
- Assembly Instructions: FinialDocument1 pageAssembly Instructions: Finialdayshift5No ratings yet
- 2.5 GSHP CiatesaDocument20 pages2.5 GSHP CiatesaFPrueba1No ratings yet