You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Reinforced Concrete Refresher SetDocument5 pagesReinforced Concrete Refresher SetMark Neil Delgaco Gastilo100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Liao 2007 A Review of Fish Swimming Mechanics and Behaviour in Altered FlowsDocument21 pagesLiao 2007 A Review of Fish Swimming Mechanics and Behaviour in Altered FlowsMarcos Paulo SoaresNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- ASME FlangeDocument1 pageASME FlangeHanda Bin AdiNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- FMC Hydraulic ActuatorsDocument2 pagesFMC Hydraulic ActuatorsLuciano Fucello57% (7)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Peugeot 404 Workshop ManualDocument99 pagesPeugeot 404 Workshop ManualDiego Hernan Piñeiro100% (5)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- SN Report - Shola - B+G+12 - Mixed Use Building - Rev-00Document22 pagesSN Report - Shola - B+G+12 - Mixed Use Building - Rev-00Nuhamin ZablonNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 2016-1 Breno Ventorim de TassisDocument49 pages2016-1 Breno Ventorim de TassisMedhn AbrahaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Big Dutchman Stallklima Poultry Pig Climate Control Wall Fans enDocument6 pagesBig Dutchman Stallklima Poultry Pig Climate Control Wall Fans enNenad JovanovskiNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Thermoplastic Pipe & FittingsDocument100 pagesThermoplastic Pipe & FittingsAhrian BenaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Consew CSM1000 InstructionsDocument2 pagesConsew CSM1000 InstructionsJose Eduardo Vargas AngaritaNo ratings yet
- Mech Engg Curriculum According To HecDocument92 pagesMech Engg Curriculum According To HecRameez AnwarNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Injection Mold Parting PlaneDocument19 pagesInjection Mold Parting PlaneKodhansNo ratings yet
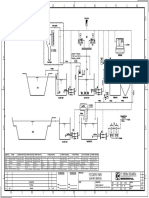
- Diagram Sistem WTP (Tender) PDFDocument1 pageDiagram Sistem WTP (Tender) PDFMartindarma TugasNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Synchronous Motor Operation and ControlDocument2 pagesSynchronous Motor Operation and ControlHéctor AlmodovarNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Types of Pattern and Its ApplicationDocument24 pagesTypes of Pattern and Its ApplicationMitul PatelNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Dominar 400 Spare Parts CatalogueDocument82 pagesDominar 400 Spare Parts CatalogueAkshayaNo ratings yet
- Forced and Free Vibration ProjectDocument4 pagesForced and Free Vibration ProjectHarshdeep SinghNo ratings yet
- Jet PumpDocument21 pagesJet Pumpdewidar1234100% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- RENR1156Document2 pagesRENR1156Leopoldo Del Campo100% (1)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Null ADMSNo 304591v1nullDocument16 pagesNull ADMSNo 304591v1nullThanga PandiNo ratings yet
- Large bore size Filter Specifications・How to order・Dimensions (0.6MB)Document12 pagesLarge bore size Filter Specifications・How to order・Dimensions (0.6MB)Adrian SetyadharmaNo ratings yet
- SCALARS and VECTORS NotesDocument3 pagesSCALARS and VECTORS NotesJoana MendoNo ratings yet
- BOQ Format - Fire Pro PDFDocument6 pagesBOQ Format - Fire Pro PDFKurama BasketNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Tata Steel Strip Product Range Catalogue 2018Document232 pagesTata Steel Strip Product Range Catalogue 2018OmkarNo ratings yet
- John Crane XP SealsDocument22 pagesJohn Crane XP SealsSamir BenabdallahNo ratings yet
- Hoist Drum Assy 4100XPCDocument3 pagesHoist Drum Assy 4100XPCFrancisco GonzalezNo ratings yet
- Pegasus FerroliDocument6 pagesPegasus Ferrolimarius_brkt6284No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Connection Design ExamplesDocument81 pagesConnection Design ExamplesAlo100% (2)
- Ntu MethodDocument11 pagesNtu MethodPradyumna DhamangaonkarNo ratings yet
- WACT Rack&Pinion CatDocument7 pagesWACT Rack&Pinion Catjhonyblaze1984No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)