You might also like
- Cadenas transportadoras ISO 4348Document16 pagesCadenas transportadoras ISO 4348luis_sarrazolaNo ratings yet
- 360 NTCDocument11 pages360 NTCmarco caicedoNo ratings yet
- Torque y Muestreo en Estructuras - 07Document15 pagesTorque y Muestreo en Estructuras - 07juan enrique campos osorioNo ratings yet
- CS314-Características-Conductor-Baja-TensiónDocument5 pagesCS314-Características-Conductor-Baja-Tensiónmilney25No ratings yet
- Calibres RetieDocument4 pagesCalibres Retiejaime l cruz sNo ratings yet
- CABLE TIPO SOLDADOR Cu PVC 105ºC 600VDocument1 pageCABLE TIPO SOLDADOR Cu PVC 105ºC 600VDaniel Camargo PérezNo ratings yet
- Ni 54.60.01Document11 pagesNi 54.60.01AlvaroNo ratings yet
- Catalogo Celsa Peru N2xsy, AaacDocument25 pagesCatalogo Celsa Peru N2xsy, Aaacdailo84100% (2)
- Alambres y Torones para Preesforzado EmcocablesDocument12 pagesAlambres y Torones para Preesforzado EmcocablesYilen Tobon LopezNo ratings yet
- Universidad Mayor de San Andres Facultad de Tecnologia Mecánica IndustrialDocument21 pagesUniversidad Mayor de San Andres Facultad de Tecnologia Mecánica Industrialdaniel calderonNo ratings yet
- IE-Memoria Descriptiva INDECI - TRAGAMONEDASDocument6 pagesIE-Memoria Descriptiva INDECI - TRAGAMONEDASMABEL CHAVEZ CAJAHUANCANo ratings yet
- Cge - Diseño Lineas de TransmisionDocument24 pagesCge - Diseño Lineas de TransmisioncabelmarNo ratings yet
- Dimensionamiento de BarrajesDocument6 pagesDimensionamiento de BarrajesduvarantonioNo ratings yet
- Taller de Electricidad y Automatismos IndustrialesDocument343 pagesTaller de Electricidad y Automatismos IndustrialesLidia Ynoñan100% (1)
- I Carpro706 PDFDocument137 pagesI Carpro706 PDFAdrian Martin BarrionuevoNo ratings yet
- Taller Propiedades Calculo TensionDocument4 pagesTaller Propiedades Calculo TensionAntonhy GutiérrezNo ratings yet
- Cable N2XY SubterraneoDocument6 pagesCable N2XY SubterraneoMaiela BautistaNo ratings yet
- Memoria de CalculoDocument9 pagesMemoria de Calculoraul enrique valdeiglesias abarcaNo ratings yet
- Especificaciones Tecnicas ElectricasDocument61 pagesEspecificaciones Tecnicas ElectricasJorge Coronado MarquezNo ratings yet
- MEC392 - Los Conductores ElectricosDocument19 pagesMEC392 - Los Conductores ElectricosRAUL100% (1)
- Cable Na2xsy 20kvDocument2 pagesCable Na2xsy 20kvAdolfo BlasNo ratings yet
- 3.3memoria Calculo Instalaciones EléctricasDocument7 pages3.3memoria Calculo Instalaciones EléctricasEdgardo Emigdio Rios AlvarezNo ratings yet
- Proyecto Instalaciones Eléctricas IndustrialesDocument17 pagesProyecto Instalaciones Eléctricas IndustrialesJonathan VeraNo ratings yet
- 2LAB2Man M. TrifaDocument11 pages2LAB2Man M. TrifaMauricio Arotingo ReyesNo ratings yet
- NTC 1303 Llantas Neumaticas Tipo 3 y 4 Caracteristicas y Requisitos 20040531 PDFDocument33 pagesNTC 1303 Llantas Neumaticas Tipo 3 y 4 Caracteristicas y Requisitos 20040531 PDFAmaury PeñaNo ratings yet
- Ensayo compresión bloquesDocument48 pagesEnsayo compresión bloquesGEOVANNY SANTIAGO MURILLO LANDETANo ratings yet
- Conductores THHNDocument2 pagesConductores THHNalexandraNo ratings yet
- Instalaciones Eléctricas IndustrialesDocument5 pagesInstalaciones Eléctricas IndustrialesGerson cuyaNo ratings yet
- Cálculos eléctricos mejora servicio educativo IE 009Document11 pagesCálculos eléctricos mejora servicio educativo IE 009Edgar Manuel Gonzales RuizNo ratings yet
- Calculo Acometidas PDFDocument12 pagesCalculo Acometidas PDFobelix09No ratings yet
- Norma Cadafe - Cables Ttu y THW de CobreDocument15 pagesNorma Cadafe - Cables Ttu y THW de Cobrebasilio1a100% (3)
- N2XSOH Cab. Unip. 18-30 KVDocument11 pagesN2XSOH Cab. Unip. 18-30 KVrafaelNo ratings yet
- Cable-Concentrico para Conexión Domiciliaria PDFDocument2 pagesCable-Concentrico para Conexión Domiciliaria PDFMiguel Saavedra RegaladoNo ratings yet
- Cable de Potencia y Armaflex Metal CladDocument12 pagesCable de Potencia y Armaflex Metal CladwilpizarroNo ratings yet
- Perfil Costa Verde Tacna PerúDocument72 pagesPerfil Costa Verde Tacna PerúLuis MamaniNo ratings yet
- Proyecto Winche FINALDocument261 pagesProyecto Winche FINALCristian Patricio Osorio BahamondeNo ratings yet
- Laboratorio 2 y 3Document17 pagesLaboratorio 2 y 3Owin Paredes TelloNo ratings yet
- Propiedades de Los MaterialesDocument20 pagesPropiedades de Los Materialescarlos alberto echeverri arbelaezNo ratings yet
- Resistencia Mecánica de Barrajes Al Corto CircuitoDocument3 pagesResistencia Mecánica de Barrajes Al Corto CircuitoLuis Eduardo Benavides P.No ratings yet
- 361 NTCDocument215 pages361 NTCmarco caicedoNo ratings yet
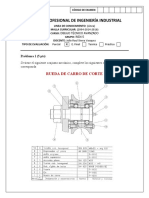
- PARCIAL1 (Solucion)Document15 pagesPARCIAL1 (Solucion)Samantha Janet Valdivia PangoNo ratings yet
- NCh366 2004Document11 pagesNCh366 2004Nabucodonosor6969No ratings yet
- NTC 2290 Electrodos Revestidos para Soldadura de Aceros Inoxidables PDFDocument48 pagesNTC 2290 Electrodos Revestidos para Soldadura de Aceros Inoxidables PDFjavoidea696526No ratings yet
- Actividad 1-1 TracciónDocument6 pagesActividad 1-1 TracciónConstanzaRigoPolliniNo ratings yet
- FT SoldadorDocument2 pagesFT SoldadorReciclando ChatarraNo ratings yet
- Calculo Justificativo-RsDocument22 pagesCalculo Justificativo-RsMarko Sanz100% (1)
- Instalaciones EléctricasDocument52 pagesInstalaciones Eléctricasjacobistephanie0No ratings yet
- Cables Vehículo Tipo SXLDocument3 pagesCables Vehículo Tipo SXLharoldNo ratings yet
- Montaje de redes eléctricas aéreas de baja tensión. ELEE0109From EverandMontaje de redes eléctricas aéreas de baja tensión. ELEE0109No ratings yet
- Guía práctica de eficiencia energética en alumbrado exteriorFrom EverandGuía práctica de eficiencia energética en alumbrado exteriorNo ratings yet
- Interpretación de planos en soldadura. FMEC0210From EverandInterpretación de planos en soldadura. FMEC0210Rating: 4.5 out of 5 stars4.5/5 (3)
- Montaje de redes eléctricas subterráneas de baja tensión. ELEE0109From EverandMontaje de redes eléctricas subterráneas de baja tensión. ELEE0109No ratings yet
- Mantenimiento de redes eléctricas aéreas de baja tensión. ELEE0109From EverandMantenimiento de redes eléctricas aéreas de baja tensión. ELEE0109No ratings yet
- Operaciones de tendido y tensado de conductores en redes eléctricas aéreas y subterráneas. ELEE0108From EverandOperaciones de tendido y tensado de conductores en redes eléctricas aéreas y subterráneas. ELEE0108No ratings yet
- Montaje de redes eléctricas aéreas de alta tensión. ELEE0209From EverandMontaje de redes eléctricas aéreas de alta tensión. ELEE0209Rating: 4.5 out of 5 stars4.5/5 (2)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Soldadura MAG de chapas de acero al carbono. FMEC0210From EverandSoldadura MAG de chapas de acero al carbono. FMEC0210No ratings yet
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónFrom EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónRating: 5 out of 5 stars5/5 (1)
- NTC1645Document31 pagesNTC1645jeigocNo ratings yet
- NTC1636Document9 pagesNTC1636jeigocNo ratings yet
- NTC1108Document6 pagesNTC1108jeigocNo ratings yet
- MECHANICS. COMMON UNIFIED THREADDocument26 pagesMECHANICS. COMMON UNIFIED THREADjeigocNo ratings yet
- NTC936Document7 pagesNTC936jeigocNo ratings yet
- Llaves ajustables para tubos de 150 a 1200 mmDocument9 pagesLlaves ajustables para tubos de 150 a 1200 mmjeigocNo ratings yet
- NTC5380Document61 pagesNTC5380jeigocNo ratings yet
- Rosca unificada finaDocument27 pagesRosca unificada finajeigocNo ratings yet
- NTC5380Document21 pagesNTC5380jeigocNo ratings yet
- NTC2485Document10 pagesNTC2485jeigocNo ratings yet
- Astm A184Document21 pagesAstm A184jeigocNo ratings yet
- NTC933Document12 pagesNTC933jeigocNo ratings yet
- NTC4295Document30 pagesNTC4295jeigocNo ratings yet
- NTC3702Document15 pagesNTC3702jeigocNo ratings yet
- Normas hachas y hachuelasDocument9 pagesNormas hachas y hachuelasjeigocNo ratings yet
- NTC2643Document16 pagesNTC2643jeigocNo ratings yet
- Números preferidos norma técnicaDocument8 pagesNúmeros preferidos norma técnicajeigocNo ratings yet
- NTC5417 PDFDocument34 pagesNTC5417 PDFjeigocNo ratings yet
- NTC3529 3Document39 pagesNTC3529 3jeigocNo ratings yet
- Iso 3534 2 2006 MuestreoDocument91 pagesIso 3534 2 2006 MuestreoMaría Andrea100% (7)
- Requisitos generales azadonesDocument8 pagesRequisitos generales azadonesjeigocNo ratings yet
- NTC5608 PDFDocument44 pagesNTC5608 PDFjeigocNo ratings yet
- Astm E165-02Document16 pagesAstm E165-02Ivan Bautista Fuentes100% (8)
- Espumas poliestireno especificacionesDocument6 pagesEspumas poliestireno especificacionesjeigoc100% (1)
- Manual interventoría obras públicasDocument182 pagesManual interventoría obras públicasgpm12345No ratings yet
- Procesos de Union y CorteDocument47 pagesProcesos de Union y CorteFernando Luís Ventura RojasNo ratings yet
- NTC5380Document61 pagesNTC5380jeigocNo ratings yet
- NTC En797Document32 pagesNTC En797jeigocNo ratings yet
- Mortise Locks and Latches Series 1000Document34 pagesMortise Locks and Latches Series 1000jeigocNo ratings yet
- RedireccionamientoDocument8 pagesRedireccionamientoEzequiel Axel FernandezNo ratings yet
- Distribución potencia central hidroeléctrica 60 MWDocument13 pagesDistribución potencia central hidroeléctrica 60 MWMarvin Campos GutierrezNo ratings yet
- Lista de ExigenciasDocument5 pagesLista de ExigenciasRony Obregon ArellanNo ratings yet
- Usar El Correo Electrónico en P6 Project ManagementDocument10 pagesUsar El Correo Electrónico en P6 Project ManagementHUGO CARDOZO URDANETANo ratings yet
- Calibr y GraneteadoDocument20 pagesCalibr y GraneteadoJulio Alberto Durand AñazcoNo ratings yet
- Practica 1 Ins. Cisco Package TracerDocument8 pagesPractica 1 Ins. Cisco Package TracerEdwinSanchezNo ratings yet
- Catalogo Geobags Ft2021Document3 pagesCatalogo Geobags Ft2021Jhon GamboaNo ratings yet
- Norma Inen RTE-202Document7 pagesNorma Inen RTE-202darwinabadNo ratings yet
- Calibracion de Megohmetros - Henry Diaz PDFDocument68 pagesCalibracion de Megohmetros - Henry Diaz PDFAngelDuqueNo ratings yet
- Manual 870 AlcatelDocument47 pagesManual 870 AlcatelJuan Carlos UbillusNo ratings yet
- Cableado estructurado y soluciones de redDocument14 pagesCableado estructurado y soluciones de redAntonio CortezNo ratings yet
- Tarifas Roaming LebaraDocument2 pagesTarifas Roaming LebaraIgnacio PastorNo ratings yet
- (Ex) Une en - 61557 7 2007Document3 pages(Ex) Une en - 61557 7 2007mandrake1981No ratings yet
- Curso Tabla de CargasDocument25 pagesCurso Tabla de CargasLuis DiazNo ratings yet
- MallaDocument4 pagesMallaJorge CastilloNo ratings yet
- NSK Rodamientos Catalogo GeneralDocument3 pagesNSK Rodamientos Catalogo GeneralFamily HTNo ratings yet
- Beneficios de OHSAS 18001Document2 pagesBeneficios de OHSAS 18001Marck Andree Limaymanta PardaveNo ratings yet
- Taller TelematicaDocument5 pagesTaller TelematicaAnghelita CaldheronNo ratings yet
- EthernetIP SchneiderDocument46 pagesEthernetIP SchneiderfrijolitowNo ratings yet
- Contadores binarios: ascendentes, descendentes y habilitaciónDocument19 pagesContadores binarios: ascendentes, descendentes y habilitaciónArnulfo RodriguezNo ratings yet
- An-80i PTP - PMP Espa - OlDocument24 pagesAn-80i PTP - PMP Espa - OlJorge Alberto RNo ratings yet
- Introducción InterlanDocument12 pagesIntroducción InterlanAlfonso Castro LaoNo ratings yet
- La multiplexación: concepto, tipos y aplicaciones en telecomunicacionesDocument6 pagesLa multiplexación: concepto, tipos y aplicaciones en telecomunicacionesAriel Cruz SusañoNo ratings yet
- Claves del éxito Toyota y lecciones de su crisisDocument4 pagesClaves del éxito Toyota y lecciones de su crisisMarisela Delgado Llanos تNo ratings yet
- MVAG 27 % Caras Largas y Aplanadas ASTM D 4791Document7 pagesMVAG 27 % Caras Largas y Aplanadas ASTM D 4791AbrahanUnefmNo ratings yet
- Formato de Presentación Informe de Laboratorio Grupo 1Document2 pagesFormato de Presentación Informe de Laboratorio Grupo 1Elmer EscobarNo ratings yet
- 5.1.3.6 Packet Tracer - Configuring Router-on-a-Stick Inter-VLAN Routing Instructions PDFDocument3 pages5.1.3.6 Packet Tracer - Configuring Router-on-a-Stick Inter-VLAN Routing Instructions PDFemerson100% (1)
- NRF 240 Pemex 2009 Medición Ultrasónica LiquidosDocument39 pagesNRF 240 Pemex 2009 Medición Ultrasónica LiquidosNicole Williams50% (2)
- Sub Redes TopologíaDocument9 pagesSub Redes TopologíaJhossy Lui Arellano AceroNo ratings yet
- Parametros Calibracion Red PDFDocument15 pagesParametros Calibracion Red PDFJavier MendezNo ratings yet