You might also like
- Studies on Properties of EPS ConcreteDocument50 pagesStudies on Properties of EPS Concretevempadareddy67% (3)
- Green Concrete ReportDocument26 pagesGreen Concrete ReportAnkita sNo ratings yet
- Achieving Sustainable Concrete Through Use of Mineral Admixtures ConfirmationDocument3 pagesAchieving Sustainable Concrete Through Use of Mineral Admixtures ConfirmationLalitha Krishna MoorthyNo ratings yet
- Presentation PujaDocument19 pagesPresentation Pujasuchismita swainNo ratings yet
- Major ProjectDocument18 pagesMajor ProjectAwesomeNo ratings yet
- Student Record System Project ReportDocument15 pagesStudent Record System Project ReportJaya GaddamNo ratings yet
- Mohnavi 786Document24 pagesMohnavi 786SUBHAMNo ratings yet
- Department of Civil Engineering Lingaya'S UniversityDocument35 pagesDepartment of Civil Engineering Lingaya'S Universityabhi singhNo ratings yet
- 2nd Year Training ReportDocument26 pages2nd Year Training ReportAyush Garg100% (1)
- Internship Report On RCC RoadDocument39 pagesInternship Report On RCC RoadAshvin Wadiva100% (1)
- Study On Pozzolanas Effect On Fiber Reinforced ConcreteDocument6 pagesStudy On Pozzolanas Effect On Fiber Reinforced ConcreteIJIRSTNo ratings yet
- Chethan S PDocument38 pagesChethan S PspthebuilderNo ratings yet
- Study On The Utilization of Coconut Shell As Coarse Aggregate in ConcreteDocument50 pagesStudy On The Utilization of Coconut Shell As Coarse Aggregate in ConcreteDr Sachin Chitnis M O UPHC AiroliNo ratings yet
- Final ProjectDocument33 pagesFinal ProjectYuvresh BansalNo ratings yet
- Construction Materials and ConcreteDocument110 pagesConstruction Materials and ConcreteDhruvaditya JainNo ratings yet
- "Improvement of Compressive Strength of Pervious Concrete": Narayana Engineering CollegeDocument79 pages"Improvement of Compressive Strength of Pervious Concrete": Narayana Engineering CollegeShiva AnusuruNo ratings yet
- Mini Project Doc OnProduction of Fly AshDocument86 pagesMini Project Doc OnProduction of Fly AshNaufil BhattiNo ratings yet
- Plastic Roads: A Sustainable Solution to Plastic WasteDocument8 pagesPlastic Roads: A Sustainable Solution to Plastic WasteShahid Bhat0% (1)
- Strength Time-Varying and Freeze-Thaw Durability of Sustainable Pervious Concrete Pavement Material Containing Waste Fly AshDocument13 pagesStrength Time-Varying and Freeze-Thaw Durability of Sustainable Pervious Concrete Pavement Material Containing Waste Fly AshCatalinaLixandruNo ratings yet
- Chemistry Investigatory Project: Rahul KushwahaDocument16 pagesChemistry Investigatory Project: Rahul KushwahaVasu HarshvardhanNo ratings yet
- Advancements in Concrete TechnologyDocument5 pagesAdvancements in Concrete TechnologyAJER JOURNALNo ratings yet
- hiDocument17 pageshiMohammed iliyasNo ratings yet
- Case Studies in Construction Materials: Chameera Udawattha, Harsha Galabada, Rangika HalwaturaDocument14 pagesCase Studies in Construction Materials: Chameera Udawattha, Harsha Galabada, Rangika HalwaturaJerald Jheyson Mamani SullcaNo ratings yet
- Unit - 2: Advanced Concrete and Composite ReinforcementDocument89 pagesUnit - 2: Advanced Concrete and Composite Reinforcementsanjay saravananNo ratings yet
- Practical Training Report Cement Road ConstructionDocument36 pagesPractical Training Report Cement Road ConstructionMustafa RezaieNo ratings yet
- Light Weight Concrete PropertiesDocument16 pagesLight Weight Concrete PropertiesdNo ratings yet
- Thesis BookDocument10 pagesThesis BookAbdirahman BaasheNo ratings yet
- Water Absorbing Pavements by Using Porous Concrete: A Project ReportDocument17 pagesWater Absorbing Pavements by Using Porous Concrete: A Project ReportSɪᴅᴅʜᴀɴᴛ Sᴀɢᴀʀ100% (1)
- Role of fly ash in concreteDocument56 pagesRole of fly ash in concretepvr123pvr67% (3)
- Sustainability in Cement and Concrete IndustriesDocument32 pagesSustainability in Cement and Concrete IndustriesnikitaNo ratings yet
- VinayDocument18 pagesVinaymohan arigeNo ratings yet
- One Month Industrial Training Report On PWD PDFDocument39 pagesOne Month Industrial Training Report On PWD PDFAnkit Sandhu67% (43)
- Self-Compacting Concrete Using Marble Sludge PowdeDocument10 pagesSelf-Compacting Concrete Using Marble Sludge PowdeShaik Asif AliNo ratings yet
- Banana Leaf Ash Concrete StudyDocument10 pagesBanana Leaf Ash Concrete StudyJunard Dave Jumao-asNo ratings yet
- Compressive Strength of Pervious ConcreteDocument79 pagesCompressive Strength of Pervious ConcreteShaik Chandinii100% (1)
- Ijri Cce 02 005Document7 pagesIjri Cce 02 005ijripublishersNo ratings yet
- CSKJBFDocument17 pagesCSKJBFgsNo ratings yet
- Pavan Savale Capstone 6I MY PROJECT (1) - OrganizedDocument28 pagesPavan Savale Capstone 6I MY PROJECT (1) - OrganizedSE-50 Yogesh KedarNo ratings yet
- Water Absorbing Raod PPT 2k23Document20 pagesWater Absorbing Raod PPT 2k23Video Cloud100% (3)
- Final Year ProjectDocument16 pagesFinal Year Projectkennedy100% (3)
- Use of Pervious Concrete in Pavement ConstructionDocument3 pagesUse of Pervious Concrete in Pavement ConstructionSaul Lopez MejiaNo ratings yet
- A Tree Based PDFDocument7 pagesA Tree Based PDFSanjeeva YedavalliNo ratings yet
- Mini Project ReportDocument26 pagesMini Project Report4NM19CV009 ANIRUDH N TANTRYNo ratings yet
- NergzDocument24 pagesNergz502237296017No ratings yet
- Mechanical Properties of Cement Free ConcreteDocument23 pagesMechanical Properties of Cement Free ConcreteKAushik KaRavadiNo ratings yet
- Ashish Seminar ReportDocument21 pagesAshish Seminar ReportAshish MangeNo ratings yet
- Bachelor of Engineering in Civil Engineering CSVTU, Bhilai Submitted byDocument34 pagesBachelor of Engineering in Civil Engineering CSVTU, Bhilai Submitted byBhavani PratapNo ratings yet
- Concrete TechnologyDocument60 pagesConcrete Technologyshubham100% (1)
- Use of Supplementary Cementitious Materials in Concrete: Bangladesh PerspectiveDocument7 pagesUse of Supplementary Cementitious Materials in Concrete: Bangladesh PerspectiveMD MostofaNo ratings yet
- Buildings 12 00152 v3 SelfcuringDocument27 pagesBuildings 12 00152 v3 Selfcuringraja sekharNo ratings yet
- 287 303Document17 pages287 303Ehsan GhaffariNo ratings yet
- Water PollutionDocument8 pagesWater PollutionAzher UddinNo ratings yet
- An Investigation of Physico-Mechanical Properties of Some Chosen Concrete Mixtures by Ultrasonic Pulse Velocity (UPV) TechniquesDocument4 pagesAn Investigation of Physico-Mechanical Properties of Some Chosen Concrete Mixtures by Ultrasonic Pulse Velocity (UPV) TechniquesCIVIL ENGINEERINGNo ratings yet
- Class 12 Chemistry Project On Setting of CementsDocument16 pagesClass 12 Chemistry Project On Setting of CementsJoshuaMessy75% (40)
- Shareef Doc Robo SandDocument46 pagesShareef Doc Robo SandShaik ShareefNo ratings yet
- 69 Zasiah ICMEREDocument7 pages69 Zasiah ICMEREAhmed EsamNo ratings yet
- Strength and Durability Assessment of Portland Cement Mortars Formulated From Hydrogen-Rich WaterDocument12 pagesStrength and Durability Assessment of Portland Cement Mortars Formulated From Hydrogen-Rich Watersruthi jayadeepNo ratings yet
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- Concrete in Highway Engineering: International Series of Monographs in Civil EngineeringFrom EverandConcrete in Highway Engineering: International Series of Monographs in Civil EngineeringRating: 4 out of 5 stars4/5 (5)
- Carbon Nanotubes and Carbon Nanofibers in Concrete—Advantages and Potential RisksFrom EverandCarbon Nanotubes and Carbon Nanofibers in Concrete—Advantages and Potential RisksNo ratings yet
- Performance Based Design Extreme Wind Loads On A Tall BuildingDocument18 pagesPerformance Based Design Extreme Wind Loads On A Tall BuildingTabrez AhmedNo ratings yet
- The Tall Buildings Initiative: Yousef@berkeley - Edu Moehle@berkeley - EduDocument8 pagesThe Tall Buildings Initiative: Yousef@berkeley - Edu Moehle@berkeley - EduTabrez AhmedNo ratings yet
- IprDocument3 pagesIprTabrez AhmedNo ratings yet
- Foundations Theory & DesignDocument35 pagesFoundations Theory & Designbhavik91100% (2)
- Determination of Settlement For Beam On Elastic Foundation by ETABS SoftwareDocument8 pagesDetermination of Settlement For Beam On Elastic Foundation by ETABS SoftwareTabrez AhmedNo ratings yet
- A Project Report On Analysis and DesignDocument14 pagesA Project Report On Analysis and Designyoyo 9585873163100% (1)
- Lowry 1980Document2 pagesLowry 1980Tabrez AhmedNo ratings yet
- Elite Home DecorDocument8 pagesElite Home DecorTabrez AhmedNo ratings yet
- MaltDocument2 pagesMaltTabrez AhmedNo ratings yet
- Ensuring ductility in RC designDocument5 pagesEnsuring ductility in RC designTabrez AhmedNo ratings yet
- 10Document56 pages10Hariom KhungarNo ratings yet
- A Project Report On Analysis and DesignDocument14 pagesA Project Report On Analysis and Designyoyo 9585873163100% (1)
- OrthographicDocument2 pagesOrthographicTabrez AhmedNo ratings yet
- Design and Analysis Ten Storied Building Using ETABS Software-2016Document7 pagesDesign and Analysis Ten Storied Building Using ETABS Software-2016Tabrez AhmedNo ratings yet
- X.X.X Welded Steel Flooring SectionDocument1 pageX.X.X Welded Steel Flooring SectionTabrez AhmedNo ratings yet
- 3x9 LRFD Hl93 ChartDocument1 page3x9 LRFD Hl93 ChartTabrez AhmedNo ratings yet
- Wa0001Document9 pagesWa0001Tabrez AhmedNo ratings yet
- Rate AnalysisDocument4 pagesRate AnalysisTabrez AhmedNo ratings yet
- CSM NotesDocument134 pagesCSM NotesTabrez AhmedNo ratings yet
- Design of Chimneys: Abstract: Reinforced Chimneys Are Used in Power Plants To Take The Hot and Poisonous Flue Gas To ADocument2 pagesDesign of Chimneys: Abstract: Reinforced Chimneys Are Used in Power Plants To Take The Hot and Poisonous Flue Gas To ATabrez AhmedNo ratings yet
- L3 Methodology AnswersDocument49 pagesL3 Methodology AnswersTabrez AhmedNo ratings yet
- 3.1.6 Beam Bridge With Precast Concrete PlanksDocument1 page3.1.6 Beam Bridge With Precast Concrete PlanksTabrez AhmedNo ratings yet
- PDF C8 B PDFDocument13 pagesPDF C8 B PDFTabrez AhmedNo ratings yet
- 3.1.3 Beam Bridge With Bridge Plank, Asphalt & WaterproofingDocument1 page3.1.3 Beam Bridge With Bridge Plank, Asphalt & WaterproofingTabrez AhmedNo ratings yet
- L3 Methodology Answers Semester1 2017Document2 pagesL3 Methodology Answers Semester1 2017hamed youcefNo ratings yet
- Solar Paneled RoadDocument27 pagesSolar Paneled RoadTabrez AhmedNo ratings yet
- 3.1.2 Beam Bridge With Bridge Plank & AsphaltDocument1 page3.1.2 Beam Bridge With Bridge Plank & AsphaltTabrez AhmedNo ratings yet
- Module 1 of Structural AnalysisDocument27 pagesModule 1 of Structural AnalysisTabrez AhmedNo ratings yet
- Research Methodology Module 1Document19 pagesResearch Methodology Module 1Tabrez Ahmed0% (1)
- Computational Analysis Module 1Document8 pagesComputational Analysis Module 1Tabrez AhmedNo ratings yet
- GENG 8000 Final Project Memo - W19 FinalDocument2 pagesGENG 8000 Final Project Memo - W19 Finalஇலக்கியா ராஜாNo ratings yet
- Devoir 2 Arsalan 2SM BIOFDocument3 pagesDevoir 2 Arsalan 2SM BIOFphytanjaNo ratings yet
- Easygen-3000 Series (Package P1) Genset Control: InterfaceDocument102 pagesEasygen-3000 Series (Package P1) Genset Control: InterfacejinameNo ratings yet
- Adaptive ArchitectureDocument27 pagesAdaptive ArchitectureSanjeev BumbNo ratings yet
- Technical Specifications: 12 V 18ah AGM 5 YearsDocument2 pagesTechnical Specifications: 12 V 18ah AGM 5 YearsDaniel EspinozaNo ratings yet
- Inventory Management PreetDocument28 pagesInventory Management PreetKawalpreet Singh MakkarNo ratings yet
- Smart Access 1105Document12 pagesSmart Access 1105Gerson Freire De Amorim FilhoNo ratings yet
- Microcontrolled Electromagnetic Engine: Atul Kumar Singh, Prabhat Ranjan TripathiDocument4 pagesMicrocontrolled Electromagnetic Engine: Atul Kumar Singh, Prabhat Ranjan TripathiTarun SinghNo ratings yet
- Dacnewppt p4Document21 pagesDacnewppt p4vmspraneethNo ratings yet
- DiodeDocument22 pagesDiodeSaurabh Mittal100% (1)
- InverterDocument8 pagesInverterrajinipre-1No ratings yet
- GOT2000 - UserManual Monitor - SH 081196 I PDFDocument614 pagesGOT2000 - UserManual Monitor - SH 081196 I PDFFanny Achmad Hindrarta KusumaNo ratings yet
- Iraqi Code for Reinforced Concrete StructuresDocument71 pagesIraqi Code for Reinforced Concrete Structuresmamandawe50% (2)
- AASHTO T283-22 Standard Method of Test for Resistance of Compacted Asphalt Mixtures to Moisture-Induced DamageDocument11 pagesAASHTO T283-22 Standard Method of Test for Resistance of Compacted Asphalt Mixtures to Moisture-Induced DamageErnesto Oscar VidelaNo ratings yet
- Partlist Smsport 110RDocument74 pagesPartlist Smsport 110RThai YunNo ratings yet
- Central GeothermalDocument48 pagesCentral GeothermalНиколай ШипочкиNo ratings yet
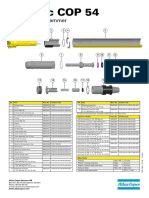
- 9853 1239 01 - COP 54 Service Poster - LOWDocument1 page9853 1239 01 - COP 54 Service Poster - LOWValourdos LukasNo ratings yet
- Operators Manuel International Cub Cadet 72, 104, 105, 124, ZND 125 TractorsDocument44 pagesOperators Manuel International Cub Cadet 72, 104, 105, 124, ZND 125 Tractorsfundreamer1No ratings yet
- Thu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFDocument36 pagesThu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFThông PhanNo ratings yet
- EGIG - 10th - Report - Final - 09-03-2018 - v1Document50 pagesEGIG - 10th - Report - Final - 09-03-2018 - v1Paulo Marcos Cabral JuniorNo ratings yet
- Studio4 - LEED - Green - Associate - Study - Guide - Master 2nd Edition PDFDocument310 pagesStudio4 - LEED - Green - Associate - Study - Guide - Master 2nd Edition PDFyu zhangNo ratings yet
- The Shand CCS Feasibility Study Public ReportDocument124 pagesThe Shand CCS Feasibility Study Public ReportSai RuthvikNo ratings yet
- Studio GPGL LogDocument5 pagesStudio GPGL LogCarlos Julian LemusNo ratings yet
- Master Opp GaveDocument84 pagesMaster Opp GaveRizki Al AyyubiNo ratings yet
- Technical Presentation - Arik Ethan Kinajil (25231)Document5 pagesTechnical Presentation - Arik Ethan Kinajil (25231)Arik EthanNo ratings yet
- Developing Recycled PET Fiber for Concrete ReinforcementDocument8 pagesDeveloping Recycled PET Fiber for Concrete ReinforcementJunaid Ahmad100% (1)
- CA2E AdminGuide ENUDocument170 pagesCA2E AdminGuide ENUomarNo ratings yet
- SRDK Cryocooler Service Manual: For Service Personnel OnlyDocument151 pagesSRDK Cryocooler Service Manual: For Service Personnel OnlyOtávio PagnoncelliNo ratings yet
- Batch Profile - 2017Document57 pagesBatch Profile - 2017Praneet TNo ratings yet