You might also like
- Us2018240 PDFDocument4 pagesUs2018240 PDFPolygrapack SA DE CVNo ratings yet
- Sept. 16, 1969 J. Marcovc-3,466,911: Filed Day L, 1967 2 Sheets-SheetDocument4 pagesSept. 16, 1969 J. Marcovc-3,466,911: Filed Day L, 1967 2 Sheets-SheetLucas RaithsNo ratings yet
- United States Patent (19) : Primary Examiner-Samuel ScottDocument7 pagesUnited States Patent (19) : Primary Examiner-Samuel ScottRockerss RockerssNo ratings yet
- US Patent 3884090Document5 pagesUS Patent 3884090sthollanderNo ratings yet
- Us3432107 PDFDocument3 pagesUs3432107 PDFasssssNo ratings yet
- Us 3443134Document4 pagesUs 3443134Diego T. FranceschiNo ratings yet
- BYY "So: June 7, 1966 M, A Brown 3,254,776Document7 pagesBYY "So: June 7, 1966 M, A Brown 3,254,776Yu YangNo ratings yet
- US2009857 FORMADOR SOBRES PotdevinDocument3 pagesUS2009857 FORMADOR SOBRES PotdevinJhonnatan E Avendaño FlorezNo ratings yet
- A. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .Document4 pagesA. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .AGUAVIVANJNo ratings yet
- United States Patent (19) : Meyer 11 Patent Number: 45 Date of Patent: Foreign Patent DocumentsDocument8 pagesUnited States Patent (19) : Meyer 11 Patent Number: 45 Date of Patent: Foreign Patent DocumentsUvxtalNo ratings yet
- Filed Oct. 22, 1951: P. C. HuttonDocument5 pagesFiled Oct. 22, 1951: P. C. HuttonGalo YambayNo ratings yet
- US2099314Document3 pagesUS2099314Jhonnatan E Avendaño Florez100% (1)
- Tensioning StripsDocument11 pagesTensioning StripssuksesNo ratings yet
- Us 1893840Document6 pagesUs 1893840Robert BercovitzNo ratings yet
- US2182002Document5 pagesUS2182002Jhonnatan E Avendaño FlorezNo ratings yet
- ZZ? ??/?? ???P?c222/Z: Filed April 20, 1945Document5 pagesZZ? ??/?? ???P?c222/Z: Filed April 20, 1945Edikan AkpanNo ratings yet
- Broom Sewing MachineDocument8 pagesBroom Sewing MachineMarcio André KviatkovskiNo ratings yet
- June 23, 1925.: F . I: ZacherDocument3 pagesJune 23, 1925.: F . I: ZachershamsNo ratings yet
- 2,418,540 April 8, 1947.: R. E. BresslerDocument5 pages2,418,540 April 8, 1947.: R. E. Bresslerricva_rjNo ratings yet
- Rail Transporting MachineDocument7 pagesRail Transporting MachineAkashNo ratings yet
- April 2, 1968.: Filed Sept 26, 1966Document7 pagesApril 2, 1968.: Filed Sept 26, 1966Pedja Bekic100% (1)
- US5186686Document11 pagesUS5186686雷黎明No ratings yet
- United States Patent: 72 Inventor Richard F. ReinkeDocument13 pagesUnited States Patent: 72 Inventor Richard F. Reinkeعبد الحليم رغدةNo ratings yet
- CardingDocument4 pagesCardingsaeedreza20No ratings yet
- March 26, 1957:1. - RUSSELL 2,786,361 Gimbal MechanismsDocument2 pagesMarch 26, 1957:1. - RUSSELL 2,786,361 Gimbal MechanismsjemanuelvNo ratings yet
- Filed July 30, 1923: Pedal of Erator For Flush ValvesDocument3 pagesFiled July 30, 1923: Pedal of Erator For Flush ValvesmarlondijiNo ratings yet
- Folding AparatusDocument4 pagesFolding AparatusUbunterNo ratings yet
- Eaaaa: Az4 6, 7,42:asDocument10 pagesEaaaa: Az4 6, 7,42:asricva_rjNo ratings yet
- United States PatentDocument6 pagesUnited States Patentaless2056No ratings yet
- US2126921Document5 pagesUS2126921Jhonnatan E Avendaño Florez100% (1)
- July 4, 1950 E. L. Masters 2,53,810: Filed April 10, 1946 2 Sheets-SheetDocument5 pagesJuly 4, 1950 E. L. Masters 2,53,810: Filed April 10, 1946 2 Sheets-SheetVijayakumar G VNo ratings yet
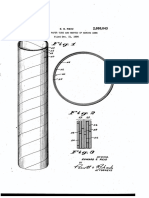
- Multiple Section Paper Tube and Method of Making Same Filed Dec.v 21, 1.956Document3 pagesMultiple Section Paper Tube and Method of Making Same Filed Dec.v 21, 1.956rodrigo_aguilar_4No ratings yet
- Us 3090578Document3 pagesUs 3090578mohamad zareNo ratings yet
- April 2, 1963 R. I. Lund: Mixing Mill Accumulating Shelf Filed Feb. 8. 1962Document5 pagesApril 2, 1963 R. I. Lund: Mixing Mill Accumulating Shelf Filed Feb. 8. 1962Eduardo Fernandez DazaNo ratings yet
- US4335764Document7 pagesUS4335764Jorge ArbelaezNo ratings yet
- Braiding MachineDocument7 pagesBraiding Machinejojaberi100% (1)
- EP0616965B1Document10 pagesEP0616965B1Shankar PediredlaNo ratings yet
- Cloth Tow Target Low Drag Sleeve (1944)Document4 pagesCloth Tow Target Low Drag Sleeve (1944)CAP History LibraryNo ratings yet
- NW ProcessجافDocument14 pagesNW Processجافrana sabyNo ratings yet
- Dec. 5, 1967 Hiroshi Utashiro Eta.L 3,355,922: Filed Sept. 28, 1965 2 Sheets-SheetDocument6 pagesDec. 5, 1967 Hiroshi Utashiro Eta.L 3,355,922: Filed Sept. 28, 1965 2 Sheets-SheetEstebanPortilloNo ratings yet
- Oct. 18, 1966 G. H. Lagher 3,279,229: Roller-Bending Machine For Rounding Sheet MetalDocument3 pagesOct. 18, 1966 G. H. Lagher 3,279,229: Roller-Bending Machine For Rounding Sheet Metalxuanphuong2710No ratings yet
- United States Patent (19) 11, 3,885,163: Toberman (45) May 20, 1975Document4 pagesUnited States Patent (19) 11, 3,885,163: Toberman (45) May 20, 1975Octavio HernandezNo ratings yet
- Manual Paper CollatorDocument6 pagesManual Paper CollatorMuhidin HasyimNo ratings yet
- 1944 Even Distribution of Concrete in PipesDocument4 pages1944 Even Distribution of Concrete in PipesAdeel FaisalNo ratings yet
- Dec. 10, 1940. E. N. Necke 2,224,606Document4 pagesDec. 10, 1940. E. N. Necke 2,224,606Mary HullNo ratings yet
- United States Patent: (54) SailboatDocument5 pagesUnited States Patent: (54) Sailboat155No ratings yet
- July 3T,"Í962 A. B. Swallcsw Etal 3,047,860: Two-Fly Electromagnetic Energy Reflecting FabricDocument4 pagesJuly 3T,"Í962 A. B. Swallcsw Etal 3,047,860: Two-Fly Electromagnetic Energy Reflecting Fabricdavid19775891No ratings yet
- FLEX BEAM Bell 206Document7 pagesFLEX BEAM Bell 206Lewis MarcvsNo ratings yet
- Filed Sept. 30, 1963: C. C. BrownDocument8 pagesFiled Sept. 30, 1963: C. C. BrownyasamanNo ratings yet
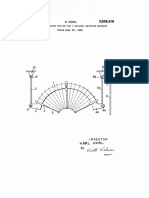
- April 28, 1970 K. Kohl 3,508,419: Filed June 25, 1968Document3 pagesApril 28, 1970 K. Kohl 3,508,419: Filed June 25, 1968Sher Hai HamNo ratings yet
- Castellated BeamDocument9 pagesCastellated BeamElango VijayasundaramNo ratings yet
- Key Elements of A Business ModelDocument8 pagesKey Elements of A Business Modelkonan841No ratings yet
- MVMK Mm. .: File?d Jan. 29, 1944Document4 pagesMVMK Mm. .: File?d Jan. 29, 1944Syed Umair RizviNo ratings yet
- US4893426Document7 pagesUS4893426Jean DelaronciereNo ratings yet
- Dec. 14, 1948. O. G. Reske 2,456,446: - 2Z 2. 77zzvezzoDocument4 pagesDec. 14, 1948. O. G. Reske 2,456,446: - 2Z 2. 77zzvezzoAngelica Mae LargaNo ratings yet
- 2.7%uy Aal: Sept. 3, 1957 J. D., KRSCH Mann 2,804,998Document4 pages2.7%uy Aal: Sept. 3, 1957 J. D., KRSCH Mann 2,804,998Vijayakumar G VNo ratings yet
- US1685447Document5 pagesUS1685447Redirecting DecoyNo ratings yet
- U.S. Patent 2,683,388, Entitled "Pickup Device For Stringed Instruments" To Keller, Issued 1954.Document4 pagesU.S. Patent 2,683,388, Entitled "Pickup Device For Stringed Instruments" To Keller, Issued 1954.Anonymous a7S1qyXNo ratings yet
- United States Patent (19) : HermannsDocument3 pagesUnited States Patent (19) : HermannsIvan ReyesNo ratings yet
- FUS Flare Tips DatasheetDocument2 pagesFUS Flare Tips Datasheetnricquart100% (1)
- Laserline Case Study Repair Welding at A Height of 25 MetersDocument2 pagesLaserline Case Study Repair Welding at A Height of 25 Meterspahala pardedeNo ratings yet
- Building Services - ThermodynamicsDocument108 pagesBuilding Services - ThermodynamicsDevansh MehtaNo ratings yet
- Global Industry Classification StandardDocument54 pagesGlobal Industry Classification StandardGeorge GeorgeNo ratings yet
- Factory Visit ReportDocument14 pagesFactory Visit ReportSarvesh Kant ThakurNo ratings yet
- Chapter 1 7Document76 pagesChapter 1 7Ian ReyesNo ratings yet
- API RP 2A 21st 2000 Vs 2007-FatigueDocument16 pagesAPI RP 2A 21st 2000 Vs 2007-Fatiguesm8575No ratings yet
- Sandwichtechnique 160426185329Document21 pagesSandwichtechnique 160426185329Dhari albthaliNo ratings yet
- Rate AnalysisDocument9 pagesRate AnalysisRajesh JujareNo ratings yet
- Max Air PDFDocument8 pagesMax Air PDFKNIGHTHAGENNo ratings yet
- Masonry Concrete Masonry HandbookDocument31 pagesMasonry Concrete Masonry HandbookNguyễn Hoàng Bảo100% (2)
- 3126B Serial DCS02760 Arr 2077523 Repair ManualDocument1,196 pages3126B Serial DCS02760 Arr 2077523 Repair Manualviemey1952100% (4)
- Layered ShellDocument2 pagesLayered ShellhernyvargasNo ratings yet
- EasyShrink® 20 OPERATING INSTRUCTIONS SHRINKFITDocument62 pagesEasyShrink® 20 OPERATING INSTRUCTIONS SHRINKFITBasarabeanu50% (2)
- 46TMSS01R0 Station Battery Bank Lead AcidDocument14 pages46TMSS01R0 Station Battery Bank Lead AcidAsim KaleemNo ratings yet
- VIPER Brochure 2 2018Document2 pagesVIPER Brochure 2 2018Steve MorrisonNo ratings yet
- Dual-Phase Steel - WikipediaDocument3 pagesDual-Phase Steel - WikipediaSandeep PrajapatiNo ratings yet
- Manual I5006.zf - enDocument1,048 pagesManual I5006.zf - enBaşarŞenNo ratings yet
- Barekar2014P Overview of Twin Roll Casting of Al AlloysDocument12 pagesBarekar2014P Overview of Twin Roll Casting of Al AlloyskishoreNo ratings yet
- Honeywell's UOP: Biofuels Digest's 5-Minute Guide: Based In:illinois BusinessDocument2 pagesHoneywell's UOP: Biofuels Digest's 5-Minute Guide: Based In:illinois BusinessmanojiocindiatimesNo ratings yet
- MTZ Worldwide Jan 2011Document50 pagesMTZ Worldwide Jan 2011biopoweredNo ratings yet
- Biomass Waste-Derived Insulation Materials For Application in Construction and BuildingsDocument18 pagesBiomass Waste-Derived Insulation Materials For Application in Construction and Buildingsnahomy.castillo.aNo ratings yet
- 5.1 - TD Interphase Spacer Cat TD-IPS - March 2009Document5 pages5.1 - TD Interphase Spacer Cat TD-IPS - March 2009Siddique AhmedNo ratings yet
- Tiêu Chuẩn Stone Paper 3Document3 pagesTiêu Chuẩn Stone Paper 3Huy NguyenNo ratings yet
- SCH VsdSpeedstar2000 UmDocument93 pagesSCH VsdSpeedstar2000 Umyasser_nasef5399No ratings yet
- White Paper ThermographyDocument3 pagesWhite Paper ThermographyKarthik Mandya100% (1)
- How Does A Siphon Work?Document8 pagesHow Does A Siphon Work?Govarthanan GopalanNo ratings yet
- Experiment 1: Colligative Properties: Determination of The Molar Mass of A Compound by Freezing Point DepressionDocument7 pagesExperiment 1: Colligative Properties: Determination of The Molar Mass of A Compound by Freezing Point Depressionjordy745No ratings yet
- Daikin Presentation - Chiller SystemDocument112 pagesDaikin Presentation - Chiller Systemlucio ruiz jr100% (1)
- Jaw CrusherDocument8 pagesJaw Crushermeharii0% (1)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsFrom EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsNo ratings yet