You might also like
- Hot Bolting Procedure PDFDocument2 pagesHot Bolting Procedure PDFmasmarkun4444100% (3)
- ASTM D7777 - Densimetro Digital PortatilDocument7 pagesASTM D7777 - Densimetro Digital PortatilAlvaro Correa100% (2)
- Joint Integrity Procedure - GQP-ENG-014Document32 pagesJoint Integrity Procedure - GQP-ENG-014mohd as shahiddin jafriNo ratings yet
- Neoprene Gasket y and M Value Gri-DurlontechnicalhandbookDocument18 pagesNeoprene Gasket y and M Value Gri-DurlontechnicalhandbookpandiangvNo ratings yet
- Handbook MetrodeDocument371 pagesHandbook Metrodejf2587No ratings yet
- Document 1Document14 pagesDocument 1bismarckandresNo ratings yet
- Insulation Gaskets For Flange (Catalog)Document8 pagesInsulation Gaskets For Flange (Catalog)OluwachidiNo ratings yet
- Importing Nozzle Loads From Autopipe Into Autopipe NozzleDocument3 pagesImporting Nozzle Loads From Autopipe Into Autopipe NozzlegchammaNo ratings yet
- Hydrogen Compressor Flange Bolts FailureDocument8 pagesHydrogen Compressor Flange Bolts FailurePablo ScottNo ratings yet
- Difference Between SA 266 Gr.2 and SA 266 Gr.4Document1 pageDifference Between SA 266 Gr.2 and SA 266 Gr.4anujbansaljNo ratings yet
- Hot BoltingDocument2 pagesHot BoltingAslan AlpNo ratings yet
- Metal Jacketed Gasket Instruction ManualDocument6 pagesMetal Jacketed Gasket Instruction ManualCalvin WongNo ratings yet
- QR2 - Mechanical Maintenance Question RecordDocument2 pagesQR2 - Mechanical Maintenance Question RecordMicky PlumbNo ratings yet
- In-service Condition Monitoring of Piping SystemsDocument13 pagesIn-service Condition Monitoring of Piping Systemsamirreza_eng3411No ratings yet
- Sa 516 GR 70 Properties PDFDocument2 pagesSa 516 GR 70 Properties PDFAnonymous jlLBRMAr3ONo ratings yet
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16No ratings yet
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Document7 pagesTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3MechanicalNo ratings yet
- Gaskets - Graphite PDFDocument4 pagesGaskets - Graphite PDFSH1961No ratings yet
- Press Bolt Production Data Sheet 4 PDFDocument7 pagesPress Bolt Production Data Sheet 4 PDFGusti RamadaniNo ratings yet
- ASME DIV 2 Class 1 Vs Class 2Document3 pagesASME DIV 2 Class 1 Vs Class 2Idris SiddiquiNo ratings yet
- Flange Insulation Kit Installation and Torque GuideDocument4 pagesFlange Insulation Kit Installation and Torque Guidemashudi_fikriNo ratings yet
- Gasket Seating Stress Units psi ChartDocument11 pagesGasket Seating Stress Units psi ChartLcm TnlNo ratings yet
- Fracture Toughness of A516 Gr70Document8 pagesFracture Toughness of A516 Gr70avisyoNo ratings yet
- tn-38 Bolt Torque Flanged Joints PDFDocument39 pagestn-38 Bolt Torque Flanged Joints PDFNicolás BarreraNo ratings yet
- 2 Specification For GRP PipingDocument4 pages2 Specification For GRP Pipinggc_panchaNo ratings yet
- Hot Bolting GuidanceDocument2 pagesHot Bolting GuidanceRiad Muradov100% (1)
- Bolt Torque DeterminationDocument11 pagesBolt Torque DeterminationRatna Giridhar Kavali100% (1)
- Titanium FormingDocument5 pagesTitanium FormingSiavash IraniNo ratings yet
- MSS SP 6Document6 pagesMSS SP 6d1a9v8i3d100% (1)
- Heat treatment SS clad CS to prevent sensitisationDocument3 pagesHeat treatment SS clad CS to prevent sensitisationarifhonNo ratings yet
- Procedure For Hot BoltingDocument1 pageProcedure For Hot BoltingAnonymous gr5Pr9AVNo ratings yet
- List of Questions EN 13445 - 2014 PDFDocument14 pagesList of Questions EN 13445 - 2014 PDFwindsurferke007No ratings yet
- Collar Bolts: in Shell and Tube Heat ExchangersDocument2 pagesCollar Bolts: in Shell and Tube Heat ExchangersMahdi HocineNo ratings yet
- Corrosion Resistance TablesDocument9 pagesCorrosion Resistance TablesManoj BNo ratings yet
- BOLTRIGHT Tightening Procedure 6Document2 pagesBOLTRIGHT Tightening Procedure 6Saad Abou-ZeidNo ratings yet
- Cladding & Hardfacing ProcessesDocument16 pagesCladding & Hardfacing ProcessesMuhammed SulfeekNo ratings yet
- Membrane BendingDocument12 pagesMembrane BendingAnonymous tGFxtqNNo ratings yet
- Astm A 694Document3 pagesAstm A 694Kelly BatesNo ratings yet
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDocument1 pageDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uNo ratings yet
- Anti Blow Out StemDocument48 pagesAnti Blow Out StemimthiyazmuhammedNo ratings yet
- Spiral Wound GasketsDocument3 pagesSpiral Wound GasketsHarish GundaNo ratings yet
- Final Inspection Release NoteDocument2 pagesFinal Inspection Release NoteMark ThrelfallNo ratings yet
- Flexitallic FlexproDocument7 pagesFlexitallic FlexproHeryanto SyamNo ratings yet
- Nesl Training ManualDocument91 pagesNesl Training ManualSOUMYA DEEP CHATTERJEENo ratings yet
- Suggested Methods and Guidelines For Torquing and Bolting Flange JointsDocument4 pagesSuggested Methods and Guidelines For Torquing and Bolting Flange JointsVivekananth AshokanNo ratings yet
- Ring Joint GasketsDocument5 pagesRing Joint GasketsBahman Matouri100% (1)
- Flange RotationDocument1 pageFlange RotationAnkit LonareNo ratings yet
- QW 381Document1 pageQW 381Waqas WaqasNo ratings yet
- 09 GasketCharacteristicValues PDFDocument3 pages09 GasketCharacteristicValues PDFdraj1875977No ratings yet
- Anodes in Cooling Water Exchangers PDFDocument12 pagesAnodes in Cooling Water Exchangers PDFcbrittaivNo ratings yet
- 4.2 Design of Welded Joints v3Document50 pages4.2 Design of Welded Joints v3adrianhhhh1984No ratings yet
- Orbit Parts List and Ordering InstructionsDocument24 pagesOrbit Parts List and Ordering Instructionskeertiraj09No ratings yet
- Design Consideration For Internal Welding Attachments in Clad Pressure VesselsDocument6 pagesDesign Consideration For Internal Welding Attachments in Clad Pressure VesselsJose ManuelNo ratings yet
- Flange Weld Build UpDocument2 pagesFlange Weld Build UpMohd Shafuaaz KassimNo ratings yet
- Design Calculation of Nozzle Junction Based On ASME Pressure Vessel Design CodeDocument8 pagesDesign Calculation of Nozzle Junction Based On ASME Pressure Vessel Design CodeAndres Rodriguez HerreraNo ratings yet
- Grating Weight - CalculationDocument1 pageGrating Weight - CalculationMuthuram NNo ratings yet
- Taper Lok GasketDocument12 pagesTaper Lok Gasketabhisheks5987No ratings yet
- Ensival Moret PRE Pumps (French-English)Document3 pagesEnsival Moret PRE Pumps (French-English)Benicio Joaquín Ferrero BrebesNo ratings yet
- CR4000 Series Service Regulators: Technical BulletinDocument5 pagesCR4000 Series Service Regulators: Technical BulletinFRANKLIN RAMIREZNo ratings yet
- Amco CR4000 PDFDocument4 pagesAmco CR4000 PDFDANIEL CASTAÑEDANo ratings yet
- Final BOQ With Qty GAIL UJJAINDocument8 pagesFinal BOQ With Qty GAIL UJJAINgloomyworldNo ratings yet
- Saudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistNickath BanuNo ratings yet
- ValvesDocument153 pagesValvestekstep7No ratings yet
- Aramco HDPE Liner Inspection ChecklistDocument2 pagesAramco HDPE Liner Inspection ChecklistNickath BanuNo ratings yet
- Parker (Catalog) ValvesDocument20 pagesParker (Catalog) ValvesNickath BanuNo ratings yet
- Saudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistNickath BanuNo ratings yet
- Tri-Stands Tri-Stands: Tri-Stand Head Options Tri-Stand Head OptionsDocument1 pageTri-Stands Tri-Stands: Tri-Stand Head Options Tri-Stand Head OptionsNickath BanuNo ratings yet
- Saudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistNickath BanuNo ratings yet
- Aramco HDPE Liner Inspection ChecklistDocument2 pagesAramco HDPE Liner Inspection ChecklistNickath BanuNo ratings yet
- Saic A 1017Document1 pageSaic A 1017Nickath BanuNo ratings yet
- Saudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistNickath BanuNo ratings yet
- Ujwbf Jpjkec Fnutgerfcn Emgehlfur Ujwbf Jpjkec Fnutgerfcn EmgehlfurDocument1 pageUjwbf Jpjkec Fnutgerfcn Emgehlfur Ujwbf Jpjkec Fnutgerfcn EmgehlfurNickath BanuNo ratings yet
- C-3-2015 - Distance Between PipesDocument8 pagesC-3-2015 - Distance Between Pipesryan27165378No ratings yet
- Demo Weld Cost Calc XLDocument10 pagesDemo Weld Cost Calc XLKhalid Ahmod ShibleeNo ratings yet
- Demo Weld Cost Calc XLDocument10 pagesDemo Weld Cost Calc XLKhalid Ahmod ShibleeNo ratings yet
- Mathey Dearman Sturdi-Jack PDFDocument2 pagesMathey Dearman Sturdi-Jack PDFNickath BanuNo ratings yet
- Pin Brazing - DN80 Ph.1Document14 pagesPin Brazing - DN80 Ph.1Nickath BanuNo ratings yet
- Weld Defect Wall ChartDocument6 pagesWeld Defect Wall ChartMuhammad Attaulla KhanNo ratings yet
- Structural Support Design Guidelines 8-25-16 PDFDocument17 pagesStructural Support Design Guidelines 8-25-16 PDFsbalu12674No ratings yet
- Mathey Dearman Sturdi-Jack PDFDocument2 pagesMathey Dearman Sturdi-Jack PDFNickath BanuNo ratings yet
- Mathey Dearman Sturdi-Jack PDFDocument2 pagesMathey Dearman Sturdi-Jack PDFNickath BanuNo ratings yet
- Pipe Support (Carbon Steel)Document1 pagePipe Support (Carbon Steel)Nickath BanuNo ratings yet
- Flange Bolting PattersDocument1 pageFlange Bolting PattersNickath BanuNo ratings yet
- 0455e - Welding Inspector Visual Acuity Record PDFDocument1 page0455e - Welding Inspector Visual Acuity Record PDFAbu HanifaNo ratings yet
- Pipe On SupportsDocument8 pagesPipe On SupportsMahesh KoiladaNo ratings yet
- HEMPADUR MASTIC 45881 Product Data SheetDocument3 pagesHEMPADUR MASTIC 45881 Product Data Sheetshujad77No ratings yet
- HEMPADUR MASTIC 45881 Product Data SheetDocument3 pagesHEMPADUR MASTIC 45881 Product Data Sheetshujad77No ratings yet
- IQ ValvesDocument1 pageIQ ValvesNickath BanuNo ratings yet
- TWI Enrolment Form: Personal Information: TWI Candidate ID NumberDocument5 pagesTWI Enrolment Form: Personal Information: TWI Candidate ID Numbershafisham4uNo ratings yet
- MSDS Dynamic DescalerDocument4 pagesMSDS Dynamic DescalerEurotech Tra TranNo ratings yet
- Autoclaved Aerated Concrete - WikipediaDocument4 pagesAutoclaved Aerated Concrete - WikipediaNagarjun ReddyNo ratings yet
- Vision IAS Prelims 2020 Test 18 SDocument34 pagesVision IAS Prelims 2020 Test 18 StriloksinghmeenaNo ratings yet
- Validation of Sterilization MethodsDocument13 pagesValidation of Sterilization MethodsAshish NeupaneNo ratings yet
- EXP 7 - MaterialsDocument18 pagesEXP 7 - MaterialsLeslie CatindigNo ratings yet
- Hydraulic Seal PDFDocument88 pagesHydraulic Seal PDFharoldNo ratings yet
- Introduction To Steam DistributionDocument6 pagesIntroduction To Steam DistributionKagira Drawing SoltuionNo ratings yet
- Everest Fibre Cement Boards: Durable Building MaterialDocument2 pagesEverest Fibre Cement Boards: Durable Building MaterialSTRUCTURAL ENGG DEPT TDLCCSNo ratings yet
- Solutions Chapter 3Document13 pagesSolutions Chapter 3JulianneNo ratings yet
- Glucose Oxidase Effect On Dough Rheology and Bread QualityDocument8 pagesGlucose Oxidase Effect On Dough Rheology and Bread Qualitym_luchianNo ratings yet
- TS - X Chemistry All DCEB Papers Chapter Wise Academic Standard Wise Prefinal - I & 2 QuestionsDocument40 pagesTS - X Chemistry All DCEB Papers Chapter Wise Academic Standard Wise Prefinal - I & 2 Questionsc18180707No ratings yet
- BLENDEX 587msdsDocument6 pagesBLENDEX 587msdsAnonymous eq5zSUNo ratings yet
- Fortnightly Test Series: (For NEET-2022)Document8 pagesFortnightly Test Series: (For NEET-2022)Shekhar JainNo ratings yet
- Chemistry 6941, Fall 2007 Synthesis Problems I - Key Dr. Peter NorrisDocument9 pagesChemistry 6941, Fall 2007 Synthesis Problems I - Key Dr. Peter NorrisQuốc NguyễnNo ratings yet
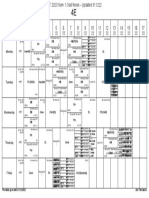
- TT 2023 Sem 1 Odd - Class 4e (Updated 311222)Document1 pageTT 2023 Sem 1 Odd - Class 4e (Updated 311222)Lim Zhe Xian (Bukitviewss)No ratings yet
- Lab 3 HysysDocument8 pagesLab 3 HysysZulhafizi Kamaruddin100% (2)
- Pickering The Nature of Solutions, As Elucidated by A Study of The Density... 1890 Derivada Erro GráficosDocument124 pagesPickering The Nature of Solutions, As Elucidated by A Study of The Density... 1890 Derivada Erro GráficosMarcelo Silvano de CamargoNo ratings yet
- Top 1000Document21 pagesTop 1000Pradeep ChandarNo ratings yet
- Chromatographic Separation of Amino AcidsDocument1 pageChromatographic Separation of Amino AcidsManP13No ratings yet
- Nuclear-Grade Boron Carbide Powder: Standard Specification ForDocument3 pagesNuclear-Grade Boron Carbide Powder: Standard Specification ForAnilNo ratings yet
- Organic Extraction Separates Acid, Bromophenol, and BiphenylDocument4 pagesOrganic Extraction Separates Acid, Bromophenol, and BiphenylMareline MendietaNo ratings yet
- Kami Export - Physical and Chemical Changes WorksheetDocument2 pagesKami Export - Physical and Chemical Changes WorksheetTheo MillsNo ratings yet
- Detailed Chemical Industry Project ProfilesDocument2 pagesDetailed Chemical Industry Project Profileschirag sabhayaNo ratings yet
- Essential Fatty Acids: Benefits, Sources & FunctionsDocument7 pagesEssential Fatty Acids: Benefits, Sources & FunctionsRiya SugandhiNo ratings yet
- ICARUS' Trunnion Mounted Ball Valve Design GuideDocument36 pagesICARUS' Trunnion Mounted Ball Valve Design GuidezayerirezaNo ratings yet
- BIOENERGETICSDocument43 pagesBIOENERGETICSNivashini VindhyaNo ratings yet
- Biomass EnergyDocument12 pagesBiomass Energydgagan22No ratings yet
- EXAMPLE SIZING OWS Calculation Per API 421 PDFDocument1 pageEXAMPLE SIZING OWS Calculation Per API 421 PDFarnel_ado4412No ratings yet
- Btu Analysis Using A Gas ChromatographDocument5 pagesBtu Analysis Using A Gas Chromatographlutfi awnNo ratings yet