You might also like
- Chapter 2Document125 pagesChapter 2zetseatNo ratings yet
- Measurement of Coefficient of Linear Expansion by Fizeau's Method. ObjectiveDocument4 pagesMeasurement of Coefficient of Linear Expansion by Fizeau's Method. ObjectiveGaurav Kumar Tiwari100% (1)
- Assignment 1 With SolutionDocument8 pagesAssignment 1 With SolutionFaryal BatoolNo ratings yet
- GC PDFDocument28 pagesGC PDFccsllNo ratings yet
- 28 2 Diff Vec CalcDocument21 pages28 2 Diff Vec CalcSachin AroraNo ratings yet
- (Heat Transfer) Chapter 5Document34 pages(Heat Transfer) Chapter 5Okoni DemasNo ratings yet
- Thermal Characterization of Polymers (MSE LAb 7)Document2 pagesThermal Characterization of Polymers (MSE LAb 7)GhostInTheFlameNo ratings yet
- Solutions ManualDocument17 pagesSolutions ManualTzu-li LiuNo ratings yet
- Thermogravimetric Analysis of Calcium OxalateDocument2 pagesThermogravimetric Analysis of Calcium Oxalateakash babelNo ratings yet
- Heat5 (Convection II)Document48 pagesHeat5 (Convection II)ابو الجعل0% (1)
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- Vector CalculusDocument37 pagesVector CalculuserNo ratings yet
- CHEM 111.1 1st Lab Exam Coverage Post Lab DiscussionDocument16 pagesCHEM 111.1 1st Lab Exam Coverage Post Lab DiscussionEmrico Luiz PerezNo ratings yet
- Steady State Approximation: Supplementary Notes For The Course "Chemistry For Physicists"Document5 pagesSteady State Approximation: Supplementary Notes For The Course "Chemistry For Physicists"Rishav DugarNo ratings yet
- Physics of Deformation - END - SEM - MAY2020Document2 pagesPhysics of Deformation - END - SEM - MAY2020play boy100% (1)
- Exercise Matano AnalysisDocument4 pagesExercise Matano AnalysisInform7105100% (1)
- LAB ASSIGNMENT #01: FOURIER SERIES OF PULSE TRAINSDocument9 pagesLAB ASSIGNMENT #01: FOURIER SERIES OF PULSE TRAINSJason MurphyNo ratings yet
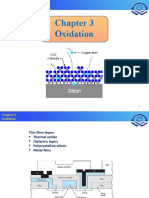
- Thermal Oxidation of Silicon for Dielectric FilmsDocument49 pagesThermal Oxidation of Silicon for Dielectric FilmssunNo ratings yet
- Models Heat ParasolDocument16 pagesModels Heat ParasolFrancisco ValdesNo ratings yet
- H-068 Thermo. Titr. Application Note No.: Title: Determination of Ferric Ion by Iodometric TitrationDocument3 pagesH-068 Thermo. Titr. Application Note No.: Title: Determination of Ferric Ion by Iodometric TitrationEko Setyo BudiNo ratings yet
- Heating And Pouring: H= ρV (Cs (T -T) + H + C (Tp-Tm) )Document11 pagesHeating And Pouring: H= ρV (Cs (T -T) + H + C (Tp-Tm) )Praveen VijayNo ratings yet
- Conduction Shape FactorDocument6 pagesConduction Shape FactorAnchit Gaurav100% (1)
- ChronoamperometryDocument7 pagesChronoamperometrybettypaz89100% (1)
- Vasicek Model SlidesDocument10 pagesVasicek Model SlidesnikhilkrsinhaNo ratings yet
- Dislocations: An IntroductionDocument94 pagesDislocations: An IntroductionSayantan DexNo ratings yet
- Me2 O2Document3 pagesMe2 O2Amirsyah PsNo ratings yet
- Comsol - Models.heat - Glass PlateDocument16 pagesComsol - Models.heat - Glass Platentr_mn4408No ratings yet
- The Effect of Bubble Size On The Rate of Flotation of Fine ParticlesDocument21 pagesThe Effect of Bubble Size On The Rate of Flotation of Fine ParticlesFrancisco Campbell100% (1)
- Worksheet 2Document5 pagesWorksheet 2Theødřøš ÄbNo ratings yet
- Second LawDocument14 pagesSecond LawMetalAnand ChelliahNo ratings yet
- Specificatie Tehnica BOPPDocument2 pagesSpecificatie Tehnica BOPPkrys780% (1)
- Nonlinear Lect3Document16 pagesNonlinear Lect3win alfalahNo ratings yet
- Thermal Expansion of Metals Measured by Dilatometer LabDocument7 pagesThermal Expansion of Metals Measured by Dilatometer LabTaqqi HaiderNo ratings yet
- 4.0 Solid-State Nucleation and Growth PDFDocument17 pages4.0 Solid-State Nucleation and Growth PDFLEONARD NYIRONGONo ratings yet
- HT2Document178 pagesHT2dhruvNo ratings yet
- Fuzzy Relations Example Example 3.7. A Certain Type of Virus Attacks Cells of The Human Body. The Infected Cells Can BeDocument5 pagesFuzzy Relations Example Example 3.7. A Certain Type of Virus Attacks Cells of The Human Body. The Infected Cells Can BeIvan MontoyaNo ratings yet
- Influence of Local Gelation DegreeDocument20 pagesInfluence of Local Gelation DegreeFaiz SabianNo ratings yet
- Models - Cfd.elastohydrodynamic Interaction ComsolDocument18 pagesModels - Cfd.elastohydrodynamic Interaction ComsolBen FahNo ratings yet
- BruchM Aufgabenheft - enDocument28 pagesBruchM Aufgabenheft - enIlham HakikiNo ratings yet
- AE 310 Fundamentals of HVAC Thermodynamics and Heat TransferDocument183 pagesAE 310 Fundamentals of HVAC Thermodynamics and Heat TransferRene VillaNo ratings yet
- Deformation Microstructure in (001) Single Crystal Strontium Titanate by Vickers IndentationDocument9 pagesDeformation Microstructure in (001) Single Crystal Strontium Titanate by Vickers Indentationkelsiu1No ratings yet
- Middle East Technical UniversityDocument13 pagesMiddle East Technical Universityiremnur keleş100% (1)
- VleDocument34 pagesVleAndinNo ratings yet
- Lec 3 Melting and Pouring HHDocument38 pagesLec 3 Melting and Pouring HHHM DYNo ratings yet
- Polymer NotesDocument77 pagesPolymer NotesAbhishekNo ratings yet
- Casting DefectsDocument37 pagesCasting Defectssandeepkumar630% (1)
- Simplified Models For Complex Heat Transfer Due To Micro-Molecular Movements!!!Document27 pagesSimplified Models For Complex Heat Transfer Due To Micro-Molecular Movements!!!Muket AgmasNo ratings yet
- Casting Defects and Design Issues PDFDocument39 pagesCasting Defects and Design Issues PDFPANKAJ kUMARNo ratings yet
- Objectives:: Experiment No.2 Linear Conduction (Part-B)Document6 pagesObjectives:: Experiment No.2 Linear Conduction (Part-B)Walid AdnanNo ratings yet
- 2012 - Numerical Simulation..Document9 pages2012 - Numerical Simulation..Rizal NurdianNo ratings yet
- Deformation Processing - G Extrusion: ME 6222: Manufacturing Processes and Systems Prof. J.S. Colton © GIT 2009 1Document53 pagesDeformation Processing - G Extrusion: ME 6222: Manufacturing Processes and Systems Prof. J.S. Colton © GIT 2009 1Kamal BhandariNo ratings yet
- Numerical Simulation of Solidification of Work Roll in Centrifugal Casting ProcessDocument9 pagesNumerical Simulation of Solidification of Work Roll in Centrifugal Casting ProcessCamiloRamirezSanabriaNo ratings yet
- Casting Forming & Casting, Forming &: Welding WeldingDocument25 pagesCasting Forming & Casting, Forming &: Welding WeldingWen LiNo ratings yet
- LECTURE 6 - 0 TG - Thermal Expansion Coefficient - Diffusion PDFDocument42 pagesLECTURE 6 - 0 TG - Thermal Expansion Coefficient - Diffusion PDFΝικος σαταNo ratings yet
- Zeng 2011Document4 pagesZeng 2011Juan Andres Diaz SalinasNo ratings yet
- Rate of Solidification of Aluminium Casting in Varying Wall Thickness of Cylindrical Metallic MouldsDocument12 pagesRate of Solidification of Aluminium Casting in Varying Wall Thickness of Cylindrical Metallic MouldsIslamElGalyNo ratings yet
- Heat and Mass Transfer Kme 501Document2 pagesHeat and Mass Transfer Kme 501ANKIT JHANo ratings yet
- Casting Defects and Design Issues: ME 6222: Manufacturing Processes and Systems Prof. J.S. ColtonDocument37 pagesCasting Defects and Design Issues: ME 6222: Manufacturing Processes and Systems Prof. J.S. ColtonpahuljotNo ratings yet
- Conduction PDFDocument23 pagesConduction PDFRitik MishraNo ratings yet
- Research PaperDocument8 pagesResearch PaperRajesh PuniaNo ratings yet
- 16 5 201916may2019121243 PDFDocument1 page16 5 201916may2019121243 PDFRajesh PuniaNo ratings yet
- IJCS 18 36 - GhorbaniDocument13 pagesIJCS 18 36 - GhorbaniRajesh PuniaNo ratings yet
- 10 - Chapter 5 PDFDocument10 pages10 - Chapter 5 PDFAnonymous zsxsPPENo ratings yet
- Aboudzadeh 2010Document9 pagesAboudzadeh 2010Rajesh PuniaNo ratings yet
- Teqip - IiiDocument33 pagesTeqip - IiiRajesh PuniaNo ratings yet
- Dr. Ambedkar Medhavi Chhattar Sanshodhit Yojna Scholarship Application DeadlineDocument1 pageDr. Ambedkar Medhavi Chhattar Sanshodhit Yojna Scholarship Application DeadlineRajesh PuniaNo ratings yet
- FT IRAnalysisofMaterialsDocument50 pagesFT IRAnalysisofMaterialsRajesh PuniaNo ratings yet
- Aarti SangrhDocument33 pagesAarti SangrhRajesh PuniaNo ratings yet
- Testing Facilities Tribology Lab and Metrology Lab in Department of Mechanical EnggDocument1 pageTesting Facilities Tribology Lab and Metrology Lab in Department of Mechanical EnggRajesh PuniaNo ratings yet
- Final 00387Document4 pagesFinal 00387Rajesh PuniaNo ratings yet
- IJCS 18 36 - GhorbaniDocument13 pagesIJCS 18 36 - GhorbaniRajesh PuniaNo ratings yet
- Ganita Darshan 1Document4 pagesGanita Darshan 1Rajesh PuniaNo ratings yet
- Ant Colony OptimizationDocument24 pagesAnt Colony OptimizationRajesh PuniaNo ratings yet
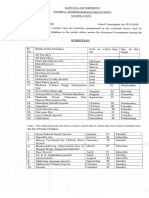
- Haryana Government Employee Holidays List 2019Document3 pagesHaryana Government Employee Holidays List 2019Renuka SharmaNo ratings yet
- IJCS 18 36 - GhorbaniDocument13 pagesIJCS 18 36 - GhorbaniRajesh PuniaNo ratings yet
- Latex Quickguide PDFDocument2 pagesLatex Quickguide PDFMalkavian KhaozNo ratings yet
- Sarkar 2016Document4 pagesSarkar 2016Rajesh PuniaNo ratings yet
- Materials 11 00870Document9 pagesMaterials 11 00870Rajesh PuniaNo ratings yet
- Jobs/Methods Utilized Under TEM/ Sem / Iem: Levy Charges For Different Facilities Provided atDocument1 pageJobs/Methods Utilized Under TEM/ Sem / Iem: Levy Charges For Different Facilities Provided atRajesh PuniaNo ratings yet
- Lec 27Document9 pagesLec 27Rajesh PuniaNo ratings yet
- Fischer 2002Document8 pagesFischer 2002Rajesh PuniaNo ratings yet
- Reducing Casting Cooling Times 50% With Controlled AirDocument16 pagesReducing Casting Cooling Times 50% With Controlled AirRajesh PuniaNo ratings yet
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- Lec 25Document9 pagesLec 25Rajesh PuniaNo ratings yet
- ISFM 2018 BrochureDocument5 pagesISFM 2018 BrochureRajesh PuniaNo ratings yet
- Bioactive Glasses in Dentistry: A Review: Abbasi Z, Bahrololoom ME, Shariat MH, Bagheri RDocument22 pagesBioactive Glasses in Dentistry: A Review: Abbasi Z, Bahrololoom ME, Shariat MH, Bagheri RRajesh PuniaNo ratings yet
- (WWW - Entrance-Exam - Net) - PTU M.tech in Production Engineering Metal Casting Sample Paper 1Document2 pages(WWW - Entrance-Exam - Net) - PTU M.tech in Production Engineering Metal Casting Sample Paper 1Sreekumar RajendrababuNo ratings yet
- 166 Foundry Technology: Figure 3.43 Typical Architecture of A ComprehensiveDocument3 pages166 Foundry Technology: Figure 3.43 Typical Architecture of A ComprehensiveRajesh PuniaNo ratings yet
- Chapter 16 - Energy Transfers: I) Answer The FollowingDocument3 pagesChapter 16 - Energy Transfers: I) Answer The FollowingPauline Kezia P Gr 6 B1No ratings yet
- Revolutionizing Energy Harvesting Harnessing Ambient Solar Energy For Enhanced Electric Power GenerationDocument14 pagesRevolutionizing Energy Harvesting Harnessing Ambient Solar Energy For Enhanced Electric Power GenerationKIU PUBLICATION AND EXTENSIONNo ratings yet
- FP-XH PGRG eDocument936 pagesFP-XH PGRG ebvladimirov85No ratings yet
- Pioneer XC-L11Document52 pagesPioneer XC-L11adriangtamas1983No ratings yet
- Asian Paints Tile Grout Cement BasedDocument2 pagesAsian Paints Tile Grout Cement Basedgirish sundarNo ratings yet
- Certificate Testing ResultsDocument1 pageCertificate Testing ResultsNisarg PandyaNo ratings yet
- Features Integration of Differential Binomial: DX BX A X P N MDocument4 pagesFeatures Integration of Differential Binomial: DX BX A X P N Mابو سامرNo ratings yet
- Fundermax Exterior Technic 2011gb WebDocument88 pagesFundermax Exterior Technic 2011gb WebarchpavlovicNo ratings yet
- Direct From: 1St Quarter 2020Document23 pagesDirect From: 1St Quarter 2020JeanNo ratings yet
- Digital Communication QuestionsDocument14 pagesDigital Communication QuestionsNilanjan BhattacharjeeNo ratings yet
- Introduction To Finite Element Methods (2001) (En) (489s)Document489 pagesIntroduction To Finite Element Methods (2001) (En) (489s)green77parkNo ratings yet
- Rectifiers and FiltersDocument68 pagesRectifiers and FiltersMeheli HalderNo ratings yet
- Reinforced Concrete Beam DesignDocument13 pagesReinforced Concrete Beam Designmike smithNo ratings yet
- VT6050 VT6010 QuickGuide ENDocument19 pagesVT6050 VT6010 QuickGuide ENPriyank KumarNo ratings yet
- Maintenance Handbook On Compressors (Of Under Slung AC Coaches) PDFDocument39 pagesMaintenance Handbook On Compressors (Of Under Slung AC Coaches) PDFSandeepNo ratings yet
- Seed SavingDocument21 pagesSeed SavingElectroPig Von FökkenGrüüven100% (2)
- Project Binder 2Document23 pagesProject Binder 2Singh DhirendraNo ratings yet
- Front Wheel Steering System With Movable Hedlights Ijariie5360Document6 pagesFront Wheel Steering System With Movable Hedlights Ijariie5360Ifra KhanNo ratings yet
- Hyperbaric WeldingDocument17 pagesHyperbaric WeldingRam KasturiNo ratings yet
- DNB Paper - IDocument7 pagesDNB Paper - Isushil chaudhari100% (7)
- 07 Raction KineticsDocument43 pages07 Raction KineticsestefanoveiraNo ratings yet
- House Designs, QHC, 1950Document50 pagesHouse Designs, QHC, 1950House Histories100% (8)
- Private Schools Provide Better EducationDocument2 pagesPrivate Schools Provide Better EducationcitraNo ratings yet
- Guidance Notes Blow Out PreventerDocument6 pagesGuidance Notes Blow Out PreventerasadqhseNo ratings yet
- Brochure Personal CareDocument38 pagesBrochure Personal CarechayanunNo ratings yet
- Answer Key p2 p1Document95 pagesAnswer Key p2 p1Nafisa AliNo ratings yet
- Lec9-Rock Cutting ToolsDocument35 pagesLec9-Rock Cutting ToolsAmraha NoorNo ratings yet
- 2 - Elements of Interior DesignDocument4 pages2 - Elements of Interior DesignYathaarth RastogiNo ratings yet
- BMW Motronic CodesDocument6 pagesBMW Motronic CodesxLibelle100% (3)
- Traffic Violation Monitoring with RFIDDocument59 pagesTraffic Violation Monitoring with RFIDShrëyãs NàtrájNo ratings yet