Professional Documents
Culture Documents
000 3BD Ee 01509 006
Uploaded by
Samir ZaghloolOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
000 3BD Ee 01509 006
Uploaded by
Samir ZaghloolCopyright:
Available Formats
006 28.Feb.2012 Revised as Marked H.YANG H.YANG S.D.
CHOI
005 28.Jan.2012 Revised as Marked H.YANG H.YANG S.D.CHOI
004 02.Jan.2012 Revised as Marked H.YANG H.YANG S.D.CHOI
003 21.Jan.2011 Revised as Marked H.YANG H.YANG S.D.CHOI
002 05.Nov.2010 Revised as Marked H.YANG H.YANG S.D.CHOI
001 29.July.2010 Revised as Marked H.YANG H.YANG S.D.CHOI
REV
DATE DESCRIPTION CHKD. CERT. APPD.
NO.
Project Title
CONVERSION OF QURAYYAH OPEN CYCLE POWER
PLANT TO COMBINED CYCLE POWER PLANT
PROJECT C
Client
Consultant
Contractor
Document Title
HEAT RECOVERY STEAM GENERATOR (HRSG)
SYSTEM DESCRIPTION
CREATED BY: CHECKED BY:
DATE STARTED: DATE COMPLETED:
OPR'G. DEPT.: ENG. DEPT.:
THIS DOCUMENT IS NOT TO BE USED FOR APPROVAL/CERTIFICATION INFORMATION
CONSTRUCTION OR FOR ORDERING
MATERIAL UNTIL CERTIFIED AND DATED DOC.NO. REV.NO.
QURAYYAH SAUDI ARABIA
JOB ORDER NO.
1-0923053.01
Job No. Project Subdivision Document Type Code Document number Revision
30621127 000 3BD EE-01509 006
EE-01509-006 HRSG System Description.docx Page 1of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
CONTENTS
1 HRSG SYSTEM OVERVIEW 5
1.1 High Pressure (HP) system 6
1.2 Intermediate Pressure (IP) system 9
1.3 Low Pressure (LP) system 14
1.4 Exhaust Gas system 18
1.5 HRSG Blowdown system 20
2 HRSG OPERATION DESCRIPTION 22
2.1 Completion of maintenance prior to operation 22
2.2 Initial filling 22
2.3 HRSG Start Up 30
2.3.1 Overall HRSG Start up Operation Sequence 30
2.3.2 HRSG Ready to Start Condition 31
2.3.3 HRSG Start up Sequence 31
2.3.4 HRSG Start up from Warm or Hot condition 43
2.3.5 Succeeding HRSG Start up 43
2.4 HRSG Load Operation 44
2.5 HRSG Shut down 44
2.5.1 HRSG Shut Down Concept 44
2.5.2 HRSG Shut down Sequence 45
2.6 Special operations 49
2.6.1 HRSG Trip 49
2.6.2 Gas Turbine Trip 49
2.6.3 Steam Turbine Trip 49
2.6.4 HRSG (Gas Turbine) Run Back 49
3 HRSG CONTROL DESCRIPTION 50
3.1 Drum level control 50
3.1.1 HP Drum Level Control 50
3.1.2 IP Drum Level Control 52
3.1.3 LP Drum Level Control 54
3.2 HP Final Steam Temperature Control 56
3.3 Reheater Final Steam Temperature Control 58
3.4 IP Steam Pressure Control and IP steam stop MOV 60
3.5 LP Drum Pressure Control 61
3.6 Condensate Preheater Recirculation Control 63
3.7 Condensate Preheater 3-way valve Control 65
EE-01509-006 HRSG System Description.docx Page 2 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3.8 Economizer and Condensate Preheater Pressure Control 67
3.9 Steam Drain Control 68
3.10 Steam Start up Vent Control 71
3.11 Drum Continuous Blowdown Control 72
3.12 Intermittent Blowdown Control 73
3.13 HRSG Feedwater and Condensate line stop MOV 75
3.14 HRSG Steam line stop MOV 76
4 HRSG PROTECTION DESCRIPTION 80
4.1 HP Drum Level > H.H 80
4.2 HP Drum Level < L.L 80
4.3 IP Drum Level > H.H 80
4.4 IP Drum Level < L.L 81
4.5 LP Drum Level > H.H 81
4.6 LP Drum Level < L.L 81
4.7 HP Steam Temperature > H.H 82
4.8 Hot Reheat Steam Temperature > H.H 82
4.9 HRSG Inlet Duct Temperature > H.H 82
4.10 HRSG Stack Closure Damper Failure 83
4.11 All HP/IP Feedwater Pumps OFF 83
4.12 All Condensate Extraction Pumps OFF 83
4.13 Gas Turbine Trip 83
4.14 HRSG Trip Command from C.C.R 84
4.15 HRSG Trip and Diverter damper Not Closed 84
4.16 Steam bypass system trip and bypass operation required 84
4.17 CW (Circulation Water) System Trip 84
5 Alarm and Set Point List 85
6 HRSG Water Chemistry Requirements 91
EE-01509-006 HRSG System Description.docx Page 3 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Reference Drawing ;
Heat And Mass Balance Calculation [Doc No. EE-00001]
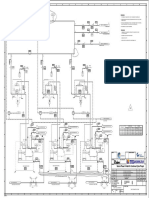
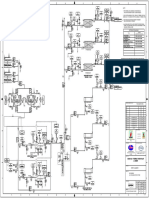
P&I Diagram – HRSG H.P Superheater Section [Dwg No. EA-685640]
P&I Diagram – HRSG Reheater Section [Dwg No. EA-685641]
P&I Diagram – HRSG H.P Econ. & Evap. Section [Dwg No. EA-685642]
P&I Diagram – HRSG I.P Section [Dwg No. EA-685643]
P&I Diagram – HRSG L.P Section [Dwg No. EA-685644]
P&I Diagram – HRSG Condensate Preheater Section [Dwg No. EA-685645]
P&I Diagram – HRSG Blowdwon Tank Section [Dwg No. EA-685646]
P&I Diagram – HRSG Flue Gas Section [Dwg No. EA-685661]
P&I Diagram – High Pressure Steam System [Dwg No. EA-682801]
P&I Diagram – Hot Reheat Steam System [Dwg No. EA-682829]
P&I Diagram – Cold Reheat Steam System [Dwg No. EA-682828]
P&I Diagram – Low Pressure Steam System [Dwg No. EA-682803]
P&I Diagram – Feedwater System [Dwg No. EA-682805]
P&I Diagram – Condensate System [Dwg No. EA-682806]
General Arrangement of HRSG [Dwg No. EA-685564]
EE-01509-006 HRSG System Description.docx Page 4 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
1 HRSG SYSTEM OVERVIEW
This document describes the Heat Recovery Steam Generator (hereafter HRSG) system for the
Qurayyah Combined Cycle Power Plant. The Qurayyah plant consists of five (5) blocks and
each block consists of three(3) gas turbine generator units(GT), three(3) unfired HRSGs utilizing
the exhaust heat of the gas turbine and one(1) steam turbine generator unit (STG). The gas
turbines and associated components have been installed as part of previous Qurayyah open
cycle project. Exhaust gas diverter dampers is provided and able to divert flow to either the
bypass stack for open cycle operation, or to the HRSG for combined cycle operation.
Each HRSG operates independently with its own gas turbine and produced steam to be fed into
a common steam header to drive the steam turbine.
The HRSG is unfired, reheat, three (3) pressure levels of high pressure (HP), intermediate
pressure (IP) and low pressure (LP), natural circulation and vertical gas flow design. The low
pressure drum is provided with feedwater storage function. The integrated deaerator is mounted
on the LP drum.
The HRSG is designed to have the following output at Guarantee condition;
Load Case N-1(Guarantee) D-1 (Guarantee)
GT Load 100 % 100 %
Ambient temperature 33 deg.C 33 deg.C
Fuel type Natural Gas Distillate Oil
HP Steam pressure at superheater outlet 132.19 bara 107.92 bara
HP Steam temperature at superheater outlet 567 deg.C 527.7 deg.C
HP Steam flow at superheater outlet 53 kg/s 44.3 kg/s
HRH Steam pressure at reheater outlet 36.34 bara 30.59 bara
HRH Steam temperature at reheater outlet 566 deg.C 523.5 deg.C
HRH Steam flow at reheater outlet 58.6 kg/s 50.7 kg/s
IP Steam pressure at superheater outlet 37.66 bara 31.73 bara
IP Steam temperature at superheater outlet 339.7 deg.C 322.8 deg.C
IP Steam flow at superheater outlet 7.5 kg/s 8.2 kg/s
LP Steam pressure at superheater outlet 6.34 bara 4.04 bara
LP Steam temperature at superheater outlet 252.1 deg.C N.A
LP Steam flow at superheater outlet 6.6 kg/s 0 kg/s
Stack Exhaust Gas temperature 107.2 deg.C 153.7 deg.C
EE-01509-006 HRSG System Description.docx Page 5 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
1.1 High Pressure (HP) system
Reference P&ID ;
- P&I Diagram – HRSG H.P Superheater Section [Dwg No. EA-685640]
- P&I Diagram – HRSG H.P Econ. & Evap. Section [Dwg No. EA-685642]
The high pressure steam generation system generates HP steam of specific quality, which
means of correct pressure and temperature, from the thermal energy contained in the Gas
turbine exhaust gas. The steam is produced in the HRSG and fed to the HP main steam system.
- Heating surface information of HP system;
Design Pressure Design Temperature
Component Tube Material
(barg) (Deg.C)
HP Economizer 1 SA210C 210 371
HP Economizer 2 SA210C 210 371
HP Evaporator SA210C 153 360
HP Superheater 1 SA213-T11 153 451
HP Superheater 2 SA213-T91 153 564
HP Superheater 3 SA213-T91 153 599
- Safety valves information of HP system;
Description Tag. No. Set Pressure (barg) Capacity (kg/s)
HP S.H ERV LBA-90-AA-191 145.5 9
HP S.H SV LBA-90-AA-192 146 14.9
HP Drum 1st SV HAD-90-AA-191 153 22.4
HP Drum 2nd SV HAD-90-AA-192 157.6 22.4
HP Economizer SV HAC-90-AA-191 210 19.1
The system fulfils the following object:
z Delivers feedwater to the high pressure drum during start-up, shut-down and power
operation of the combined-cycle unit.
z Shuts off feedwater supply during feedwater control malfunction in order to prevent
overfeeding of the HRSG.
z Supplies HP steam produced by the HRSG to the HP main steam system during normal
operation.
z Supplies HP feedwater to the HRSG HP desuperheating system.
EE-01509-006 HRSG System Description.docx Page 6 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
z Maintains and safeguards the HP superheated steam temperature within the allowable main
steam system limit during part load operation at high ambient temperatures.
HP Feedwater System
The HP feedwater line is equipped with a check valve to prevent back-streaming from the
HRSG into the feed water pumps. The line can be isolated by a motorized stop valve.
The HP feedwater control valve station is located downstream of the HP economizer to prevent
steaming of feedwater in the economizer. A relief valve is installed downstream of economizer to
prevent overpressure in the economizer if the HP feedwater control valve is closed and HRSG
in operation.
From the HP feedwater line, the spray water line to the HP desuperheating spray system branch
off. The HP desuperheating spray system delivers water into the HP interstage desuperheater
located between HP superheater heating surfaces. It can limit the HP steam temperature within
the design value during part load or normal operation at high ambient temperature. The Max.
spray flow is approximately 8% of the steam flow.
HP Steam Generation
The high pressure system is located downstream the exhaust gas inlet of the HRSG. The
heating surfaces are fabricated mainly from finned tubes. The high pressure system is
subdivided into the following sections, listed in the order in which exhaust gas flows through
them;
z HP Superheater 3/2/1
z HP Evaporator
z HP Economizer 2/1
The HP economizer recovers the remaining heat contained in the exhaust gas at the HP
evaporator outlet. The HP evaporator generates steam through a natural circulation loop from
and to the HP drum. The HP superheater heats the saturated steam from HP drum temperature
to superheated steam.
The HP superheater and the HP economizer are cross counter flow heat exchangers and the
HP evaporator flow is cross to the exhaust gas flow. The HRSG is of vertical design.
The feedwater is fed by the HP/IP feedwater pumps from the LP drum to the HP economizers,
where it is heated up to economizer outlet temperature and then delivered to the HP drum.
EE-01509-006 HRSG System Description.docx Page 7 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Water is fed from the HP drum through downcomers to the inlet header of the HP evaporator.
Water partly evaporates in the HP evaporator and the water/steam mixture is fed via natural
convection in the tube risers from the outlet header back to the HP drum. The connection piping
between the outlet header and drum is distributed uniformly over the length of the drum.
The HP drum has the following functions:
z ensure good mixing of feedwater and HP Drum water
z reserve a water required for the circulation system
z allow water expansion during start-up
z ensure a thorough water and steam separation
z Deliver saturated steam of specified purity (<0.1% carry over)
The HP drum capacity is selected to ensure safe and stable operation under all normal
operating conditions. The HP drum provides about 3 minutes storage volume between normal
operating water level and the low low trip level when operating at MCR conditions to protect
evaporator surface during short term, intermittent feedwater flow interruptions and also provide
surge volume to accommodate drum level fluctuation caused by the drum water swelling during
start up. The drum water swelling during start up is considered as abnormal condition.
The HP drum is installed outside of the casing thus is not heated by exhaust gas. The
separation of water and steam is achieved by means of water/steam separation system (Two
stage separation system, baffle assisted separator as a primary and chevron type of dryer as a
secondary separator), which restricts carryover of water to the superheater within the limits.
Two safety valves are installed on the HP drum to protect the system against over pressure. The
vent piping from the drum safety valves is routed into the silencer to limit noise level. Sampling
connections are provided in the system for sampling of HP drum water (taken off from the
continuous blowdown line) and saturated steam (taken off from the saturated steam piping) from
the HP drum during operation. Connection for chemical dosing is installed at the HP drum.
The intermittent blowdown line from the HP drum to the HRSG blowdown system is equipped
with a motorized valve.
The continuous blowdown line from the HP drum to the HRSG blowdown system is equipped
with a motorized stop valve and a manual blowdown valve.
EE-01509-006 HRSG System Description.docx Page 8 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Saturated steam flows from the HP drum through connecting piping to the HP superheater. The
HP superheater is divided into three parts. A desuperheater is located between the HP
superheater2 &3 heating surfaces to maintain the HP steam temperature within the design
value during part load operation at high ambient temperature. (For the detail of set point, refer to
the item no.8 in Clause 5.)
HP Main steam Piping system
The HP main steam piping system receives HP steam from the HRSG and transfers it to the HP
steam header.
Drain station is provided in the system to allow system drainage and warm-up particularly during
start-up. A motorized start up venting system is provided in the piping to remove the non-
condensable gas like an air during start-up.
A safety valve is installed to protect the system against over pressure. In addition, electrically
assisted relief valve (ERV) is provided in the HP main steam piping. The vent piping from the
steam line safety valve, ERV and start up vent valve is routed into the silencer to limit noise
level. Sampling connection is provided in the system for HP steam sampling during operation.
The HP steam line is equipped with a check valve to prevent back-streaming from another
HRSG. The line equipped with motorized main and small stop valve, which is used to isolate or
connect to the common steam header.
1.2 Intermediate Pressure (IP) system
Reference P&ID ;
- P&I Diagram – HRSG I.P Section [Dwg No. EA-685563]
- P&I Diagram – HRSG Reheater Section [Dwg No. EA-685641]
The intermediate pressure steam generation system generates IP steam of specific quality,
which means of correct pressure and temperature, from the thermal energy contained in the GT
exhaust gas. The IP steam is produced in the HRSG and fed to the Cold reheat steam system
and mixed with the exhaust steam from the ST. The superheated steam produced by the reheat
system is fed to the hot reheat steam header.
- Heating surface information of IP system;
EE-01509-006 HRSG System Description.docx Page 9 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Design Pressure Design Temperature
Component Tube Material
(barg) (Deg.C)
IP Economizer SA192 75 292
IP Evaporator SA192 45.48 264
IP Superheater SA192 45.48 358
Reheater 1 SA213-T11 45 532
Reheater 2 SA213-T91 45 595
- Safety valves information of IP system;
Description Tag. No. Set Pressure (barg) Capacity (kg/s)
Hot Reheat SV LBB-90-AA-191 40.5 9.8
Cold Reheat 1st SV LBC-90-AA-191 42.5 27.6
Cold Reheat 2nd SV LBC-90-AA-192 43.8 27.6
IP S.H SV LBA-95-AA-191 43 2.5
IP Drum 1st SV HAD-94-AA-191 45 3.7
IP Drum 2nd SV HAD-94-AA-192 46.4 3.7
IP Economizer SV HAC-94-AA-191 75 1.6
The system fulfils the following object:
z Delivers feedwater to the intermediate pressure drum during start-up, shut-down and power
operation of the combined-cycle unit.
z Feeds superheated IP steam from the HRSG to the cold reheat system
z Supplies IP feedwater to the HRSG RH desuperheating system.
z Maintains and safeguards the hot reheat steam temperature within the allowable hot reheat
steam system limit during part load operation at high ambient temperatures.
z Shuts off feedwater supply during feedwater control malfunction in order to prevent
overfeeding of the HRSG.
z Passes the exhaust steam of the HP turbine and the steam from the IP superheater via the
reheater section of the HRSG to the hot reheat steam header.
IP Feedwater System
The IP feedwater line is equipped with a check valve to prevent back-streaming from the HRSG
into the feed water pumps. The line can be isolated by a motorized stop valve.
EE-01509-006 HRSG System Description.docx Page 10 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
The IP feedwater control valve station is located downstream of the IP economizer to prevent
steaming of feedwater in the economizer. A relief valve is installed downstream of IP economizer
to prevent overpressure in the economizer if the IP feedwater control valve is closed and HRSG
in operation.
From the IP feedwater line, the spray water line to the RH desuperheating spray system branch
off. The RH desuperheating spray system delivers water into the RH interstage desuperheater
located between Reheater heating surfaces. It can limit the hot reheat steam temperature within
the design value during part load or normal operation at high ambient temperature. The Max.
spray flow is approximately 5% of the steam flow.
IP Steam Generation
The intermediate pressure system is located downstream the exhaust gas inlet of the HRSG
behind the HP part. The heating surfaces are fabricated mainly from finned tubes. The
intermediate pressure system is subdivided into the following sections, listed in the order in
which exhaust gas flows through them;
z IP Superheater
z IP Evaporator
z IP Economizer
The IP economizer recovers the remaining heat contained in the exhaust gas at the IP
evaporator outlet. The IP evaporator generates steam through a natural circulation loop from
and to the IP drum. The IP superheater heats the saturated steam from IP drum temperature to
superheated steam.
The IP superheater and the IP economizer are cross counter flow heat exchangers and the IP
evaporator flow is cross to the exhaust gas flow. The HRSG is of vertical design.
The feedwater is fed by the HP/IP feedwater pumps from the LP drum to the IP economizers,
where it is heated up to economizer outlet temperature and then delivered to the IP drum.
Water is fed from the IP drum through downcomers to the inlet header of the IP evaporator.
Water partly evaporates in the IP evaporator and the water/steam mixture is fed via natural
convection in the tube risers from the outlet header back to the IP drum. The connection piping
between the outlet header and drum is distributed uniformly over the length of the drum.
EE-01509-006 HRSG System Description.docx Page 11 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
The IP drum has the following functions:
z ensure good mixing of feedwater and IP Drum water
z reserve a water required for the circulation system
z allow water expansion during start-up
z ensure a thorough water and steam separation
z Deliver saturated steam of specified purity (<0.1% carry over)
The IP drum capacity is selected to ensure safe and stable operation under all normal operating
conditions. The IP drum provides about 8.8 minutes storage volume between normal operating
water level and the low low trip level when operating at MCR conditions to protect evaporator
surface during short term, intermittent feedwater flow interruptions and also provide surge
volume to accommodate drum level fluctuation caused by the drum water swelling during start
up. The drum water swelling during start up is considered as abnormal condition.
The IP drum is installed outside of the casing thus is not heated by exhaust gas. The separation
of water and steam is achieved by means of water/steam separation system (Two stage
separation system, baffle assisted separator as a primary and chevron type of dryer as a
secondary separator), which restricts carryover of water to the superheater within the limits.
Two safety valves are installed on the IP drum to protect the system against over pressure. The
vent piping from the drum safety valves is routed into the silencer to limit noise level. Sampling
connections are provided in the system for sampling of IP drum water (taken off from the
continuous blowdown line) and saturated steam (taken off from the saturated steam piping) from
the IP drum during operation. Connection for chemical dosing is installed at the IP drum.
The intermittent blowdown line from the IP drum to the HRSG blowdown system is equipped
with a motorized valve.
The continuous blowdown line from the IP drum to the HRSG blowdown system is equipped
with a motorized stop valve and a manual blowdown valve.
Saturated steam flows from the IP drum through connecting piping to the IP superheater.
IP steam Piping system
The IP main steam piping system receives IP steam from the HRSG and transfers it to the Cold
reheater piping system.
EE-01509-006 HRSG System Description.docx Page 12 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Drain station is provided in the system to allow system drainage and warm-up particularly during
start-up. A motorized vent valve is provided in the piping to remove the non-condensable gas
like an air during initial start-up.
A safety valve is installed to protect the system against over pressure. The vent piping from the
steam line safety valve and start up vent valve is routed into the silencer to limit noise level.
Sampling connection is provided in the system for IP steam sampling during operation.
A pressure control valve is installed in the IP steam piping and used to control the IP system
pressure within allowable range during start up and shut down period. The IP steam piping can
be isolated by motorized stop valve. A check valve is provided to prevent back streaming from
the cold reheat piping system.
Reheater system
The reheater, which is divided into two parts, is located in high temperature gas zone. During
normal plant operation the exhaust steam from the HP turbine section is routed via the reheater
of the HRSG to the IP turbine inlet. Before entering the reheat section the HP turbine exhaust
steam is mixed with superheated IP steam coming from the IP superheater.
The line from the HP-steam bypass is routed to the cold reheat line during bypass operation.
No active regulation for HRH steam balance. Flow will be balanced as per HRSG back
pressure.
Reheater desuperheating spray system deliver water into the reheater desuperehater located
between the divided reheater heating surfaces. It limits the steam temperature to the allowable
range during part load operation at high ambient temperatures. (For the detail of set point, refer
to the item no.12 in Clause 5.)
Two safety valves are installed upstream and one safety valve downstream of the reheater to
protect the system against overpressure. A sampling connection is provided in the downstream
of the reheater system for steam sampling during operation.
Drain station is provided in the system to allow system drainage and warm-up particularly during
start-up. A motorized stop valve and pneumatic control valve in series is provided in start up
venting system in the Hot reheat piping to control the steam pressure during start-up. The vent
EE-01509-006 HRSG System Description.docx Page 13 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
piping from the steam line safety valve and start up vent valve is routed into the separate
silencer to limit noise level.
1.3 Low Pressure (LP) system
Reference P&ID ;
- P&I Diagram – HRSG L.P Section [Dwg No. EA-685644]
- P&I Diagram – HRSG Condensate Preheater Section [Dwg No. EA-685645]
- Heating surface information of LP system;
Design Pressure Design Temperature
Component Tube Material
(barg) (Deg.C)
Condensate Preheater SA192 40 252
LP Evaporator SA192 10 185
LP Superheater SA192 10 278
- Safety valves information of LP system;
Description Tag. No. Set Pressure (barg) Capacity (kg/s)
LP S.H SV LBD-90-AA-191 9 1.9
LP Drum 1st SV HAD-97-AA-191 10 2.82
LP Drum 2nd SV HAD-97-AA-192 10.3 2.82
C.P.H SV LCA-91-AA-191 40 15.3
The low pressure steam generation system generates LP steam of specific quality, which means
of correct pressure and temperature, from the thermal energy contained in the GT exhaust gas.
The steam is produced in the HRSG, supplied to heat the condensate in the deaerator system
and fed to the LP steam system. Condensate through the condensate preheater is fed to the
deaerator where it is heated and deaerated with steam from the LP evaporator. The deaerator is
integrated at the top of the LP drum for the deaeration of condensate.
The system fulfils the following object:
z Delivers condensate to the deaerator and LP drum during start-up, shut-down and power
operation of the combined-cycle unit.
EE-01509-006 HRSG System Description.docx Page 14 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
z Shuts off condensate supply during feedwater control malfunction in order to prevent
overfeeding of the HRSG.
z Supplies LP steam produced by the HRSG to the LP steam system during normal operation.
z Reserves and Supplies feedawater to the feedwater pumps
z Supplies saturated steam from the LP drum to the deaerator for deaeration.
z Remove non condensable gases like CO2 and oxygen from the condensate during
operation of the plant.
z Control the temperature of the condensate entering the condensate preheater.
Condensate System
The condensate line is equipped with a check valve to prevent back-streaming from the HRSG
into the condensate extraction pump. The line can be isolated by a motorized stop valve.
The LP drum level control valve is located downstream of the condensate preheater to prevent
steaming of condensate in the condensater preheater. A relief valve is installed downstream of
condensate preheater to prevent overpressure in the condensate preheater if the LP drum level
control valve is closed and HRSG in operation.
LP Steam Generation
The low pressure system is located downstream the exhaust gas inlet of the HRSG behind the
IP part. The heating surfaces are fabricated mainly from finned tubes. The low pressure system
is subdivided into the following sections, listed in the order in which exhaust gas flows through
them;
z LP Superheater
z LP Evaporator
z Condensate preheater
The condensate preheater recovers the remaining heat contained in the exhaust gas at the LP
evaporator outlet. The LP evaporator generates steam through a natural circulation loop from
and to the LP drum. The LP superheater heats the saturated steam from the LP drum
temperature to superheated steam.
The LP superheater and the condensate preheater are cross counter flow heat exchangers and
the LP evaporator flow is cross to the exhaust gas flow. The HRSG is of vertical design.
EE-01509-006 HRSG System Description.docx Page 15 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
The condensate is fed by the condensate extraction pumps to the condensate preheater, where
it is heated up to condensate preheater outlet temperature and then delivered to the deaerator.
The condensate preheater system is equipped with recirculation system which is used to control
the condensate preheater inlet temperature. The condensate preheater recirculation pump
recirculates water from the outlet of the condensate preheater to the inlet of the condensate
preheater. The temperature control valve, which is located in the recirculation pump discharge
line, controls the recirculation flow to maintain the condensate preheater inlet temperature.
To prevent less flow operation, below minimum flow of the recirculation pump, the recirculation
system control must limit the closure of the temperature control valve when the recirculation
pump flow approaches actual min. flow.
The condensate preheater system is also equipped with a condensate bypass system. The
three-way valve sends condensate water flow to the condensate preheater and/or bypass
around the condensate preheater.
The three-way valve can be positioned to ;
1. direct all condensate flow to the condensate preheater,
2. direct all condensate flow through the condensate preheater bypass,
3. direct any portion of the flow to either the preheater or the bypass around the condensate
preheater.
When the recirculation pumps are all failure, the three-way valve is positioned in the fully-closed
position, resulting in all the condensate flow bypassing the condensate preheater so that the
HRSG can be continuously operation without shut down.
The three-way valve is positioned to route a portion of the condensate flow to the condensate
preheater bypass as required to hold a minimum subcooling before entering the deaerator to
ensure an optimum deaeration process.
At the top of the LP drum, a direct contact spray-tray-type deaerator vessel is provided. A spring
loaded spray nozzle is provided for guaranteed operation of deaerating. All condensate through
the condensate preheater is fed to the deaerator where it is deaerated and heated by the
saturated steam from the LP drum and the resulting air is expelled through the vent line to
EE-01509-006 HRSG System Description.docx Page 16 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
atmosphere. The deaerated condensate falls down through the deaerator downcomer and
collected in the LP drum.
Water is fed from the LP drum through downcomers to the inlet header of the LP evaporator.
Water partly evaporates in the LP evaporator and the water/steam mixture is fed via natural
convection in the tube risers from the outlet header back to the LP drum. The connection piping
between the outlet header and LP drum is distributed uniformly over the length of the LP drum.
The LP drum has the following functions:
z ensure good mixing of feedwater and LP Drum water
z reserve a water required for the circulation system and providing feedwater to the feedwater
pumps
z allow water expansion during start-up
z ensure a thorough water and steam separation
z Deliver saturated steam of specified purity (<0.1% carry over)
The LP drum capacity is selected to ensure safe and stable operation under all normal
operating conditions. The LP drum provides about 10 minutes storage volume between normal
operating water level and the low low trip level when operating at MCR conditions to protect
evaporator surface during short term, intermittent feedwater flow interruptions and also provide
surge volume to accommodate drum level fluctuation caused by the drum water swelling during
start up. The drum water swelling during start up is considered as abnormal condition.
The LP drum is installed outside of the casing thus is not heated by exhaust gas. The separation
of water and steam is achieved by means of water/steam separation system (Two stage
separation system, baffle assisted separator as a primary and chevron type of dryer as a
secondary separator, which restricts carryover of water to the superheater within the limits.
The steam for the heating of the deaerator/LP drum is supplied by various sources. The main
source of steam is the LP evaporator.
Additionally, the pegging steam is supplied from the IP superheater outlet steam line. This
pegging steam operation is required when the LP drum pressure cannot be maintained above
floor pressure or drops quickly.
Two safety valves are installed on the LP drum to protect the system against over pressure. The
vent piping from the drum safety valves is routed into the silencer to limit noise level. Sampling
EE-01509-006 HRSG System Description.docx Page 17 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
connections are provided in the system for sampling of LP drum water (taken off from the BFP
suction line) and saturated steam (taken off from the saturated steam piping) from the LP drum
during operation.
The suction line is provided from the LP drum to provide feedwater into the feedwater pumps.
Connections for the min. recirculation and leak off lines from the feedwater pumps are provided
on the LP drum.
The intermittent blowdown line from the LP drum to the HRSG blowdown system is equipped
with a motorized valve.
Saturated steam flows from the LP drum through connecting piping to the LP superheater.
LP steam Piping system
The LP steam piping system receives LP steam from the HRSG and transfers it to the steam
header.
Drain station is provided in the system to allow system drainage and warm-up particularly during
start-up.
A safety valve is installed to protect the system against over pressure. A motorized stop valve
and pneumatic control valve in series is provided in start up venting system in the LP steam
piping to control the steam pressure during start-up. The vent piping from the steam line safety
valve and start up vent valve is routed into the separate silencer to limit noise level.
Sampling connection is provided in the system for LP steam sampling during operation.
The LP steam line is equipped with a check valve to prevent back-streaming from another
HRSG. The line equipped with motorized main and small stop valve, which is used to isolate or
connect to the common steam header.
1.4 Exhaust Gas system
Reference P&ID ;
- P&I Diagram – HRSG Flue Gas Section [Dwg No. EA-685661]
The HRSG exhaust gas system comprises the gas tight component of the exhaust gas path with
HRSG exhaust gas inlet ducting, HRSG casing and exhaust gas stack.
EE-01509-006 HRSG System Description.docx Page 18 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
The exhaust gas system also includes the HRSG framework, stiffening elements, heating
surface suspension, expansion joints, insulation and instrumentation.
The system fulfils the following requirements;
z Rooting the exhaust gas from the outlet of the GT exhaust gas system through the HRSG to
the HRSG exhaust gas stack during the combined cycle operation.
The gas turbine exhaust gas flows through the HRSG exhaust gas inlet ducting and the HRSG
before being routed to atmosphere via the HRSG exhaust gas stack. The HRSG heating
surfaces are divided into the following sections in the direction of the exhaust flow;
z HP superheater 3
z Reheater 2
z HP superheater 2
z Rehater 1
z HP superheater 1
z HP evaporator
z IP superheater
z HP economizer 2
z IP evaporator
z LP superheater
z HP economizer 1 / IP economizer
z LP evaporator
z Condensate preheater
The heating surface mainly consist of horizontal finned tubes joined together to form heating
surface packages. The tube banks are suspended in the HRSG frame and walls. The HRSG is
of vertical design.
The cooled exhaust gas, after it leaves the last heating surface (Condensate Preheater), flows
through the HRSG exhaust gas stack.
A stack damper is provided to reserve a heat in the HRSG casing during shut down period.
A stack silencer is provided to limit noise within allowable value.
- Temperature Profile of Exhaust Gas System;
EE-01509-006 HRSG System Description.docx Page 19 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
1.5 HRSG Blowdown system
Reference P&ID ;
- P&I Diagram – HRSG Blowdown Tank Section [Dwg No. EA-685646]
The HRSG blowdown system is to collect and discharge excess water from the HP/IP/LP drum
in a controlled manner during start-up. Furthermore, water is collected from the steam line and
HRSG system located in the HRSG area.
The blowdown system is designed to collect the process water from drains, continuous and
intermittent blowdown. The main purpose of the blowdown system is to receive the discharge of
EE-01509-006 HRSG System Description.docx Page 20 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
blowdown water in order to control boiler water quality and decrease drum levels. The
continuous blowdown is used to control the water quality. The purpose of the intermittent
blowdown is lowering drum water levels.
- Blowdown Tank Design and Operating Condition;
* Design Condition; 3.5 barg, 390 deg.C
* Operating Condition; Atmosphere, 100 deg.C
The system fulfils the following requirements;
z To collect and discharge excess water from the HRSG drums in a controlled manner during
start-up.
z To collect continuous blowdown from the HRSG HP and IP drums during normal operation.
z To collect steam/water from the drain of main steam, feedwater systems located in the
HRSG area.
z To discharge excess water through the intermittent blowdown line.
z To deliver the vapor in the blowdown tank to the atmosphere through the vent line.
z To discharge the collected drain water after cooling down to blowdown sump.
The blowdown tank is vertical, cylindrical tank in which drain headers enter tank tangentially
above water level. The tank water level is maintained by an internal loop seal of overflow line.
A drain line is supplied at the bottom of tank to allow complete drain. A silencer is supplied at
exhaust vent line to limit noise level.
EE-01509-006 HRSG System Description.docx Page 21 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
2 HRSG OPERATION DESCRIPTION
This section describes operating procedures of the Heat Recovery Steam Generator (HRSG)
for Qurayyah Combined Power Plant. They include the proper operating sequences for the
HRSG and auxiliary equipment furnished. Refer to the relevant Piping and Instrumentation
Diagram.
Because the steam generator is only one part of the power plant, and all equipment must
operate in unison, specific procedures and detailed values for the equipment not furnished are
not included in this document. As operating experience is gained and the controls are fine-
tuned, the characteristics and operating requirements of the unit will become apparent.
2.1 Completion of maintenance prior to operation
Check the HRSG to make sure that all maintenance work has been completed, all tools and
debris have been removed, the handhole plates and manhole covers have been installed and
secured, and all access doors have been installed and secured.
Check all relevant clearance certificates to be obtained and all work permits cancelled and
signed out.
Check the safety valves to see if the gags have been removed, the lifting levers have been
replaced, and the valves are not fouled or hung up.
2.2 Initial filling
This section describes the recommended procedure for filling an empty HRSG with water. If the
unit is hot, the unit has to be cooled first to avoid severe temperature strains (Max. allowable
temperature difference is approximately 50 deg.C). Also, since deposits of solids in a
superheater can cause corrosion or inhibit heat transfer, introduction of solids by carryover of
boiler water from the drum during filling should be avoided.
Reference P&ID ;
P&I Diagram – HRSG H.P Superheater Section [Dwg No. EA-685640]
P&I Diagram – HRSG Reheater Section [Dwg No. EA-685641]
P&I Diagram – HRSG H.P Econ. & Evap. Section [Dwg No. EA-685642]
P&I Diagram – HRSG I.P Section [Dwg No. EA-685643]
P&I Diagram – HRSG L.P Section [Dwg No. EA-685644]
P&I Diagram – HRSG Condensate Preheater Section [Dwg No. EA-685645]
EE-01509-006 HRSG System Description.docx Page 22 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Section Action
1. Precautions All 1. All instruments should be lined up for service.
2. All power-operated valves should be lined up.
3. All equipment should be lined up.
4. Align position of all manual valves as shown in HRSG P&IDs.
5. Align HP/IP/LP section Auto. Valves as shown on the column
labeled “START UP” listed in the table 1, 2 and 3.
Note; The activity of initial filling require manual action from local
or control room.
2. Ready for LP LP Open and prepare the following valves for filling.
drum filling
1. Confirm closed condensate stop MOV (LCA-90-AA-001).
2. Place the position of CPH 3-way valve (LCA-90-AA-081), full
open to CPH direction.
3. Open CPH Recirculation line TCV (LCA-94-AA-081).
4. Open CPH inlet and outlet line vent valves (LCA-90-AA-
501/502, LCA-91-AA-501/502).
5. Open CPH Recirculation pumps outlet line vent valves (LCA-92-
AA-501/502, LCA-93-AA-501/502).
6. Open Deaerator vent MOV (HAD-97-AA-001)
7. Open LP drum vent valves (HAH-97-AA-501/502).
3. Ready for IP IP Open and prepare the following valves for filling.
drum filling
1. Open IP feedwater small stop MOV (LAB-94-AA-002) and Close
main stop MOV (LAB-94-AA-001).
2. Open IP Econ. Inlet and outlet line vent valves (LAB-94-AA-
501/502, HAC-94-AA-501/502).
3. Open IP drum vent valves (HAH-94-AA-501/502).
EE-01509-006 HRSG System Description.docx Page 23 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Section Action
4. Ready for HP Open and prepare the following valves for filling.
HP drum filling
1. Open HP feedwater small stop MOV (LAB-90-AA-002) and
Close main stop MOV (LAB-90-AA-001).
2. Open HP Econ. Inlet and outlet line vent valves (LAB-90-AA-
501/502, HAC-90-AA-501/502).
3. Open HP drum Low load LCV isolation MOV (HAC-90-AA-002).
4. Open HP drum vent valves (HAH-90-AA-501/502).
5. LP drum LP 1. Initial water filling is done by separate filling line from the
filling demineralized transfer pump. The filling line is prepared in the
condensate line. The filling from the demi. Water pump is only
used for initial filling (System is in empty case). In case of normal
start up, which mean the system is already filled by water, the
demi. water pump will not be used.
Open the initial filling line isolation valves (LCA-95-AA-101/102)
♠ Close it after water fill completed.
2. Adjust the water flow about 10% of MCR flow by LP drum LCV
(LCA-91-AA-081).
3. Close following valves when water overflow through vent line
- CPH inlet and outlet line vent valves (LCA-90-AA-501/502, LCA-
91-AA-501/502).
- CPH Recirculation pumps outlet line vent valves (LCA-92-AA-
501/502, LCA-93-AA-501/502).
4. Fill LP drum until Low Start up water level (-100 mm from Drum
Center Line) has been reached.
♠ Do not overfill the drum
5. Close LP drum vent valves (HAH-97-AA-501/502) after water fill
completed.
EE-01509-006 HRSG System Description.docx Page 24 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Section Action
6. IP drum IP 1. Initial water filling is done by separate filling line from the
filling demineralized transfer pump. The filling line is prepared in the
feedwater pump IP discharge line (Refer to BOP P&ID-Feedwater
System dwg.no. EA-682805-003). The filling from the demi. Water
pump is only used for initial filling (System is in empty case). In
case of normal start up, which mean the system is already filled by
water, the demi. water pump will not be used.
Open the initial filling line isolation valves (LAB-45-AA-136/137)
♠ Close it after water fill completed.
2. Adjust the water flow about 10% of MCR flow by IP drum LCV
(HAC-94-AA-081).
3. Close IP Econ. Inlet and outlet line vent valves (LAB-94-AA-
501/502, HAC-94-AA-501/502) when water overflow through vent
line.
4 Fill IP drum until Low Start up water level (-450 mm from Drum
Center Line) has been reached.
♠ Do not overfill the drum
5. Close IP drum vent valves (HAH-94-AA-501/502) after water fill
completed.
EE-01509-006 HRSG System Description.docx Page 25 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Section Action
7. HP drum HP 1. Initial water filling is done by separate filling line from the
filling demineralized transfer pump. The filling line is prepared in the
feedwater pump HP discharge line (Refer to BOP P&ID-Feedwater
System dwg.no. EA-682805-002). The filling from the demi. Water
pump is only used for initial filling (System is in empty case). In
case of normal start up, which mean the system is already filled by
water, the demi. water pump will not be used.
Open the initial filling line isolation valves (LAB-45-AA-134/135)
♠ Close it after water fill completed.
2. Adjust the water flow about 10% of MCR flow by Low load HP
drum LCV (HAC-90-AA-082).
3. Close HP Econ. Inlet and outlet line vent valves (LAB-90-AA-
501/502, HAC-90-AA-501/502) when water overflow through vent
line.
4. Fill HP drum until Low Start up water level (-550 mm from Drum
Center Line) has been reached.
♠ Do not overfill the drum
5. Close HP drum vent valves (HAH-90-AA-501/502) after water fill
completed.
EE-01509-006 HRSG System Description.docx Page 26 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Table 1 – Auto. Valve Alignment; High Pressure Section
Note. ; All manual valves position to be aligned per P&IDs
Ref. HRSG Normal Secure
Valve Number Valve Description Start Up
P&ID Operation To Warm
H.P Econ. &
Evap. Section LAB-90-AA-001 HP Feedwater main stop MOV Auto(Open) Auto(Open) Auto(Close)
[EA-685642]
“ LAB-90-AA-002 HP Feedwater small stop MOV Auto(Close) Auto(Close) Auto(Close)
HP Drum low load LCV isolation
“ HAC-90-AA-002 Auto(Close) Auto(Open) Auto(Close)
MOV
“ HAC-90-AA-082 HP Drum low load LCV Auto(Close) Auto Auto(Close)
HP Drum Full load LCV isolation
“ HAC-90-AA-001 Auto(Close) Auto(Open) Auto(Close)
MOV
“ HAC-90-AA-081 HP Drum Full load LCV Auto(Close) Auto Auto(Close)
“ HAD-91-AA-002 HP Drum C.B.D MOV Auto(Close) Auto(Open) Auto(Close)
“ HAD-91-AA-001 HP Drum I.B.D MOV Auto(Close) Auto(Close) Auto(Close)
H.P
Superheater.
HAH-91-AA-001 HP SH 1 inlet drain MOV Auto(Close) Auto(Close) Auto(Close)
Section
[EA-685640]
“ HAH-90-AA-001 HP SH 2 drain MOV Auto(Close) Auto(Close) Auto(Close)
“ LBA-90-AA-001 HP SH 3 drain MOV Auto(Close) Auto(Close) Auto(Close)
“ LBA-90-AA-005 HP steam line drain MOV Auto(Close) Auto(Close) Auto(Close)
“ LBA-90-AA-002 HP start up vent MOV Auto(Close) Auto(Close) Auto(Close)
“ LBA-90-AA-004 HP steam small stop MOV Auto(Close) Auto(Close) Auto(Close)
“ LBA-90-AA-003 HP steam Main stop MOV Auto(Close) Auto(Open) Auto(Close)
“ LAE-90-AA-001 HP DESH. Spray block MOV Auto(Close) Auto Auto(Close)
“ LAE-90-AA-081 HP DESH. Spray TCV Auto(Close) Auto Auto(Close)
“ LAE-90-AA-002 HP DESH. Spray Bypass MOV Auto(Close) Auto(Close) Auto(Close)
-End-
EE-01509-006 HRSG System Description.docx Page 27 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Table 2 – Auto. Valve Alignment; Intermediate Pressure Section
Note. ; All manual valves position to be aligned per P&IDs
Ref. HRSG Normal Secure
Valve Number Valve Description Start Up
P&ID Operation To Warm
I.P Section
LAB-94-AA-001 IP Feedwater main stop MOV Auto(Open) Auto(Open) Auto(Close)
[EA-685643]
“ LAB-94-AA-002 IP Feedwater small stop MOV Auto(Close) Auto(Close) Auto(Close)
“ HAC-94-AA-001 IP Drum LCV bypass MOV Auto(Close) Auto(Close) Auto(Close)
“ HAC-94-AA-081 IP Drum LCV Auto(Close) Auto Auto(Close)
“ HAD-95-AA-002 IP Drum C.B.D MOV Auto(Close) Auto(Open) Auto(Close)
“ HAD-95-AA-001 IP Drum I.B.D MOV Auto(Close) Auto(Close) Auto(Close)
“ LBA-95-AA-003 IP steam line drain MOV Auto(Close) Auto(Close) Auto(Close)
“ LBA-95-AA-001 IP start up vent MOV Auto(Close) Auto(Close) Auto(Close)
“ LBA-95-AA-081 IP steam PCV Auto(Close) Auto(Open) Auto(Close)
“ LBA-95-AA-002 IP steam stop MOV Auto(Open) Auto(Open) Auto(Close)
Reheater
Section LBC-90-AA-001 CRH steam stop MOV Auto(Close) Auto(Open) Auto(Close)
[EA-685641]
“ LBC-90-AA-002 CRH steam line drain MOV Auto(Close) Auto(Close) Auto(Close)
“ HAJ-90-AA-001 Reheater drain MOV Auto(Close) Auto(Close) Auto(Close)
“ LBB-90-AA-002 HRH steam line drain MOV Auto(Close) Auto(Close) Auto(Close)
“ LBB-90-AA-001 HRH start up vent MOV Auto(Close) Auto(Close) Auto(Close)
“ LBB-90-AA-081 HRH start up vent PCV Auto(Close) Auto(Close) Auto(Close)
“ LAF-90-AA-001 RH DESH. Spray block MOV Auto(Close) Auto Auto(Close)
“ LAF-90-AA-081 RH DESH. Spray TCV Auto(Close) Auto Auto(Close)
“ LAF-90-AA-002 RH DESH. Spray Bypass MOV Auto(Close) Auto(Close) Auto(Close)
-End-
EE-01509-006 HRSG System Description.docx Page 28 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Table 3 – Auto. Valve Alignment; Low Pressure Section
Note. ; All manual valves position to be aligned per P&IDs
Ref. HRSG Normal Secure To
Valve Number Valve Description Start Up
P&ID Operation Warm
Condensate
Preheater
LCA-90-AA-001 Condensate stop MOV Auto(Open)(*) Auto(Open) Auto(Close)
Section
[EA-685645]
Auto(Open to
“ LCA-90-AA-081 CPH 3-way valve bypass Auto Auto(In place)
direction)
“ LCA-94-AA-081 CPH Recirculation TCV Auto Auto Auto
L.P Section
LCA-91-AA-001 LP Drum LCV bypass MOV Auto(Open) Auto(Close) Auto(Close)
[EA-685644]
“ LCA-91-AA-081 LP Drum LCV Auto(Close) Auto Auto(Close)
“ LBA-96-AA-001 LP Drum Pegging stop MOV Auto(Close) Auto Auto(Close)
“ LBA-96-AA-081 LP Drum Pegging PCV Auto(Close) Auto Auto(Close)
“ HAD-97-AA-001 Deaerator vent MOV Auto(Close) Auto(Open) Auto(Close)
“ HAD-98-AA-001 LP Drum I.B.D MOV Auto(Close) Auto(Close) Auto(Close)
“ LBD-90-AA-004 LP steam line drain MOV Auto(Close) Auto(Close) Auto(Close)
“ LBD-90-AA-001 LP start up vent MOV Auto(Close) Auto(Close) Auto(Close)
“ LBD-90-AA-081 LP start up vent PCV Auto(Close) Auto(Close) Auto(Close)
“ LBD-90-AA-003 LP steam small stop MOV Auto(Close) Auto(Close) Auto(Close)
“ LBD-90-AA-002 LP steam Main stop MOV Auto(Close) Auto(Open) Auto(Close)
-End-
Note ;
* The condensate stop MOV (LCA-90-AA-001) shall be opened after HRSG LP section water
filling completed, if the system was earlier filled using the demineralized transfer pumps.
EE-01509-006 HRSG System Description.docx Page 29 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
2.3 HRSG Start Up
All system (GT, ST, BOP and Auxiliary system) required for proper operation of the Heat
Recovery Steam Generator (HRSG) must be ready prior to initiation of unit start.
The HRSG outputs (steam evaporation rates, superheated temperatures, pressures, energy
outputs at HP, IP and LP steam outlets, respectively) varies according to available exhaust heat
from the gas turbines.
2.3.1 Overall HRSG Start up Operation Sequence
Most operations normally required to establish a HRSG ready to start condition after an
overnight shutdown can be accomplished from the central control room. These operations are
remote manual actions by the control room operator. Some activity, such as HRSG water filling
and manual valve alignments for HRSG ready to start condition requires local operator actions.
1) HRSG start up preparation work for HRSG Ready to Start Condition
2) HRSG start Commend initiated by Operator
3) GT Start
4) HRSG purge request
5) GT purge and HRSG purge completion
6) GT ignition and synchronization
7) GT exhaust gas temperature matching with HRSG thermal status
8) Diverter Damper step by step opening
9) HRSG steam side drain valve operation
10) HRSG steam start up vent operation
11) Steam bypass system operation
12 HRSG steam pressure increasing within allowable range
13) HRSG steam introduction to steam header
14) GT load increase to desired load
EE-01509-006 HRSG System Description.docx Page 30 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
2.3.2 HRSG Ready to Start Condition
Certain conditions must be satisfied prior to the initiations of the HRSG start. All system (Gas
turbine, Steam turbine, Mechanical Auxiliary/BOP equipments and etc) required for the plant
operation must be ready for operation. Followings are HRSG Ready to Start Condition.
z HRSG water path filling completed.
z Set HP/IP/LP Drum level at start up water level.
1) HP Drum Start up level;
* Low start up level (If HP drum P ≤ 40 barg); -550mm from C.L.
* High start up level (If HP drum P > 40 barg); -200mm from C.L.
2) IP Drum Start up level.
* Low start up level (If IP drum P ≤ 10 barg); -450mm from C.L.
* High start up level (If IP drum P > 10 barg); -200mm from C.L.
3). LP Drum Start up level.
* Low start up level (If LP drum P ≤ 2 barg); -100mm from C.L.
* High start up level (If LP drum P > 2 barg); +300mm from C.L.
z Align HP/IP/LP section valves as shown on the column labeled “Start Up” listed in the table
1,2 and 3.
z One of feedwater pump is running
z One of condensate pump is running
z Guillotine Blanking Plate full opened
z Diverter Damper close to HRSG and ready
z Stack Damper full opened
z One of CPH Recirculation pumps is running
2.3.3 HRSG Start up Sequence
The HRSG can be started up using either of the two following methods which can be selected
by the operating personnel;
EE-01509-006 HRSG System Description.docx Page 31 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
1) HRSG start up with GT start up.
In this case, GT and HRSG are started up commonly with use of the diverter damper system.
2) HRSG start up at GT operation.
In this case, the HRSG is started up by using the diverter damper while the GT is in operation.
Before switch over from simple cycle to combined cycle mode, the GT has to be shutdown (if
the HRSG is not purged) or load decreased and subsequently the GT exhaust gas temperature
reduced to the required condition for the HRSG purging process and temperature matching.
EE-01509-006 HRSG System Description.docx Page 32 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
1 Start APS (or Operator) initiate HRSG start command
2 Plant Purge The purging concept involves that the bypass stack and the HRSG
will be purged prior every GT start (ignition) for both simple cycle and
combined cycle start. Once the purge has been completed, it remains
set in memory if the GT has remained in continuous operation with no
trips. Provided that the purge completed remains set, GT exhaust flow
can re-enter HRSG without re-purge for the HRSG start. HRSG and
bypass stack side shall be purged by GT with 850 RPM (23.6% of
rated GT RPM) and by change the position of the diverter damper.
The purge duration is 15 minutes (GT purge duration is 9 minutes and
HRSG purge duration is 6 minutes). The HRSG purge is performed
for 6 minutes after completion of GT purge with bypass stack side (9
minutes). During GT purge, the diverter damper is in HRSG closed
position and then for HRSG purge, the diverter damper is moved to
the HRSG opened position.
According to the NFPA requirements, the exhaust gas temperature
for purging purpose is selected at least 56 deg.C below the lowest
auto-ignition temperature of the fuel (Auto-ignition temperature : Fuel
Oil is 254 deg.C and Fuel Gas is 420 deg.C, which is the lowest
temperature in fuel composition such as iso-Pentane as per NFPA
497). Based on the NFPA standard, the exhaust gas temperature for
purging purpose is 364 deg.C below for fuel gas operation and 198
deg.C below for fuel oil operation.
For Qurayyah Project, the purge will be done by spinning of the GT
without firing, thus exhaust gas temperature for purging process will
be ambient air.
After HRSG has been purged, the diverter damper is moved to HRSG
closed position.
EE-01509-006 HRSG System Description.docx Page 33 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
3 GT ignition and As soon as bypass stack and HRSG purge completed, the GT ignition
Gas temperature and accelerating is initiated. In case of GT in already operation in
matching simple cycle mode, the GT load decrease and subsequently the GT
exhaust gas temperature reduced to the required condition for the gas
temperature matching.
The GT gas temperature set point is determined which depends on
the thermal status of HRSG (e.g HP Supereheater Header Metal
temperature). For cold start up of HRSG (e.g, the HP SH Header
metal temperature < 370 deg.C), GT exhaust gas temperature of
approximately 370 deg.C shall be considered as maximum limit. But
for hot or warm start-up of HRSG, in order to avoid unnecessary
cooling down of the HRSG, GT exhaust gas temperature shall be
selected at HP final superheater header metal temperature (HAH-90-
CT-008~015, average value) plus 50 deg.C.
4 Diverter damper After GT exhaust gas temperature is achieved at temperature set
operation point, the diverter damper can be opened as following step.
1) Diverter damper to be opened with 20% exhaust flow for a
minimum of 10 minutes (Damper opening angle approximately at 35
degree, measured from HRSG full close position).
2) Diverter damper to be opened with 50% exhaust flow for a
minimum of 10 minutes and until HP,RH,LP steam bypass
system/Condenser vacuum available (Damper opening angle
approximately at 70 degree, measured from HRSG full close
position).
3) Diverter damper to be opened with 100% exhaust flow (Damper
opening angle at 90 degree, measured from HRSG full close
position).
EE-01509-006 HRSG System Description.docx Page 34 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
5 HP steam stop * Main stop MOV (LBA-90-AA-003)
MOV operation
* Small stop MOV (LBA-90-AA-004)
1) Lead HRSG HP steam stop MOV ;
The Main stop MOV is opened at the initiation of the HRSG start while
the bypass stop MOV is closed. And the HP main steam header is
warmed, drained and pressurized along with the HRSG.
2) Lag HRSG HP steam stop MOV ;
The lag HRSG is started with closed steam stop valves. When the
following conditions are satisfied, Open small bypass stop valve first.
* Temperature difference between lag HRSG steam and operation
header steam is lower than 50 deg.C.
* The lag HRSG steam pressure is higher (Approximately, 2 bar) than
the operation header pressure.
After small bypass stop valve open, then open the main stop valve
and close the small bypass stop valve.
3) Last HRSG HP steam stop MOV ;
The last HRSG HP steam stop MOV’s operation is the same with lag
HRSG.
EE-01509-006 HRSG System Description.docx Page 35 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
6 CRH steam stop * CRH Steam Stop MOV (LBC-90-AA-001)
MOV operation
1) Lead HRSG CRH steam stop MOV ;
The CRH steam stop MOV is opened at the initiation of the HRSG
start. And the CRH steam header is warmed, drained and pressurized
along with the HRSG.
2) Lag HRSG CRH steam stop MOV ;
The lag HRSG reheater is started with closed steam stop valves.
Thus, the reheater is initially isolated from the cold reheat steam
header. Steam from the HP steam bypass system passes through the
reheater to the condenser via the HRH steam bypass system.
When the hot reheat steam conditions are satisfied, the lag HRSG
HRH steam isolation valve open initiated. At this moment, the CRH
steam stop valve will be opened simultaneously.
3) Last HRSG CRH steam stop MOV ;
The last HRSG CRH steam stop MOV’s operation is the same with
lag HRSG.
EE-01509-006 HRSG System Description.docx Page 36 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
7 LP steam stop * Main stop MOV (LBD-90-AA-002) /
MOV operation
* Small stop MOV (LBD-90-AA-003)
1) Lead HRSG LP steam stop MOV ;
The Main stop MOV is opened at the initiation of the HRSG start while
the bypass stop MOV is closed. And the LP main steam header is
warmed, drained and pressurized along with the HRSG.
2) Lag HRSG LP steam stop MOV ;
The lag HRSG is started with closed steam stop valves. When the
following conditions are satisfied, Open small bypass stop valve first.
* Temperature difference between lag HRSG steam and operation
header steam is lower than 30 deg.C.
* The lag HRSG steam pressure is higher (Approximately, 0.5 bar)
than the operation header pressure.
After small bypass stop valve open, then open the main stop valve
and close the small bypass stop valve.
3) Last HRSG LP steam stop MOV ;
The last HRSG LP steam stop MOV’s operation is the same with lag
HRSG.
EE-01509-006 HRSG System Description.docx Page 37 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
8 Drain operation Drain will be operated for removing condensate from HRSG steam
(HP) path.
1. Open HP SH drain MOV (HAH-90/91-AA-001, LBA-90-AA-001),
when HP Drum pressure (HAD-90-CP-001/002/003) above 1 barg.
* Close after 5 minutes time delay, if HP drum pressure reaches or
higher than 15 barg.
* Intermediate position according to the system pressure when valve
open required.
1 barg ≤ HP Drum Press. < 15 barg ; full open.
15 barg< HP Drum Press.; intermediate open (20% open).
* Place into auto. control mode after close.
2. Open HP steam line drain MOV (LBA-90-AA-005), when HP Drum
pressure (HAD-90-CP-001/002/003) above 1 barg.
* Close after 5 minutes time delay, if HP drum pressure reaches or
higher than 15 barg and HP steam stop MOV (LBA-90-AA-003) open.
* Intermediate position according to the system pressure when valve
open required.
1 barg ≤ HP Drum Press. < 15 barg ; full open.
15 barg< HP Drum Press.; intermediate open (20% open).
* Place into auto. control mode after close.
EE-01509-006 HRSG System Description.docx Page 38 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
9 Drain operation 1. Open CRH steam line drain MOV (LBC-90-AA-002), when RH
(RH) steam pressure (LBB-90-CP-001/002/003) above 1 barg.
* Close after 5 minutes time delay, if RH steam pressure reaches or
higher than 5 barg and CRH steam stop MOV (LBC-90-AA-001)
open.
* Intermediate position according to the system pressure when valve
open required.
1 barg ≤ RH Press. < 15 barg ; full open.
15 barg< RH Press; intermediate open (20% open).
* Place into auto. Control mode after close.
2. Open RH and HRH steam line drain MOV (HAJ-90-AA-001, LBB-
90-AA-002), when RH steam pressure (LBB-90-CP-001/002/003)
above 1 barg.
* Close after 5 minutes time delay, if RH steam pressure reaches or
higher than 5 barg.
* Intermediate position according to the system pressure when valve
open required.
1 barg ≤ RH Press. < 15 barg ; full open.
15 barg< RH Press; intermediate open (20% open).
* Place into auto. Control mode after close.
EE-01509-006 HRSG System Description.docx Page 39 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
10 Drain operation 1. Open IP steam line drain MOV (LBA-95-AA-003) when IP Drum
(IP) pressure (HAD-94-CP-001/002/003) above 1 barg.
* Close after 5 minutes time delay, if IP Drum pressure reaches or
higher than 5 barg and IP Steam PCV (LBA-95-AA-081) open more
than 10 %.
* Intermediate position according to the system pressure when valve
open required.
1 barg ≤ IP Drum Press. < 15 barg ; full open.
15 barg< IP Drum Press; intermediate open (20% open).
* Place into auto. control mode after close.
11 Drain operation 1. Open LP steam line drain MOV (LBD-90-AA-004) when LP Drum
(LP) pressure (HAD-97-CP-001/002/003) above 0.5 barg.
* Close after 5 minutes time delay, if LP Drum pressure reaches or
higher than 2 barg.
* Place into auto. control mode after close.
12 Start Up Vent Vent will be operated for extracting any non-condensable gas from
Operation (HP) HRSG steam path.
1. Open HP start up vent MOV (LBA-90-AA-002) when HP Drum
pressure (HAD-90-CP-001/002/003) above 0.5 barg.
* Close when HP Drum pressure reaches 2 barg.
13 Start Up Vent The RH start up vent will control the RH pressure increasing rate, if
Operation (RH) RH steam bypass system (Condenser vacuum) is not ready condition.
1. Open RH start up vent isolation MOV (LBB-90-AA-001) when RH
steam pressure (LBB-90-CP-001/002/003) above 0.5 barg.
2. The RH start up vent PCV (LBB-90-AA-081) will control the RH
pressure change rate within allowable range (1 bar/min).
3. Close RH start up vent MOV and PCV when the RH steam bypass
system (Condenser vacuum) is available.
EE-01509-006 HRSG System Description.docx Page 40 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
14 Start Up Vent Vent will be operated for extracting any non-condensable gas from
Operation (IP) HRSG steam path.
1. Open IP start up vent MOV (LBA-95-AA-001) when IP Drum
pressure (HAD-94-CP-001/002/003) above 0.5 barg.
* Close when IP Drum pressure reaches 1.5 barg.
15 Start Up Vent The LP start up vent will control the LP Drum pressure increasing
Operation (LP) rate, if LP steam bypass system (Condenser vacuum) is not ready
condition.
1. Open LP start up vent isolation MOV (LBD-90-AA-001) when LP
Drum pressure (HAD-97-CP-001/002/003) above 0.5 barg.
2. The LP start up vent PCV (LBD-90-AA-081) will control the LP
Drum pressure change rate within allowable range (0.3 bar/min).
3. Close LP start up vent MOV and PCV when the LP steam bypass
system (Condenser vacuum) is available.
16 Steam Bypass Each Steam Bypass System will be operated to control the HRSG
System Operation Pressure.
EE-01509-006 HRSG System Description.docx Page 41 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
17 GT and HRSG In line with the admitting of the GT exhaust gas, the metal of the heat
load up transfer surface is heated up and steam is formed in the evaporators,
which leads to a partly water ejection from the evaporators into the
drums.
After HP-steam temperature approaches the GT exhaust gas
temperature and as soon as the HP drum level has stabilized at
operating level and a sufficient amount of HP steam (Min. 25%of
MCR flow and 40barg of HP Drum pressure) is produced, the GT
output and hence also the exhaust gas temperature can be increased
with the pressure gradients allowed for the thick-walled and/or high
temperature loaded components such as HP-drum.
The allowable HP-drum pressure change rate are as follows;
* 0% to 30% Pressure range; 2 bar/minute.
* 30% to 60% Pressure range; 3 bar/minute.
* 60% to 100% Pressure range; 5 bar/minute.
In addition, if the wall temperature difference exceeds limiting value in
the following component, the GT load up would stop to reduce
thermal stress.
* Allowable Wall differential temperature (HAD-90-CT-001 vs HAD-
90-CT-002) at HP drum lower side ; 50 deg.C
* Allowable Wall differential temperature (HAD-90-CT-003 vs HAD-
90-CT-004) at HP drum upper side ; 50 deg.C
* Allowable Wall differential temperature (HAH-90-CT-008 vs HAH-
90-CT-009, or HAH-90-CT-010 vs HAH-90-CT-011, or HAH-90-CT-
012 vs HAH-90-CT-013, or HAH-90-CT-014 vs HAH-90-CT-015 ) at
HP S.H outlet header ; 40 deg.C
EE-01509-006 HRSG System Description.docx Page 42 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
18 Continuous Continuous blowdown will be operated.
blowdown valve
1. Open the HP continuous blowdown isolation MOV (HAD-91-AA-
operation (HP/IP)
002) when HP steam flow (LBA-90-CF-001/002) is higher than 20 %
MCR flow.
2. Open the IP continuous blowdown isolation MOV (HAD-95-AA-002)
when IP steam flow (LBA-95-CF-001/002) is higher than 20 % MCR
flow.
19 LCV set point Drum level set point should be changed from start up water level into
change Normal water level when load greater than 25% MCR flow.
* HP drum N.W.L; 0 mm from Drum Center line.
* IP drum N.W.L; 0 mm from Drum Center line.
* LP drum N.W.L; +500 mm from Drum Center line.
2.3.4 HRSG Start up from Warm or Hot condition
For starting the HRSG from a warm or hot condition, steps are the same with above sequence.
2.3.5 Succeeding HRSG Start up
The lag or last HRSG is started in a similar manner to the lead HRSG.
After first GT, HRSG and ST are on-line s lead, succeeding GT and HRSG can be started as lag
by operator’s initiation of remaining GT and HRSG start up. When succeeding GT and HRSG is
initiated for start up, HRSG should already be prepared for start up conditions as summarized in
clause 2.3.2 HRSG Ready to Start Condition above. With the start of HRSG, steam flow will be
established through HRSG steam line. AS ST and Condenser are on-line, produced steam can
be dumped to the condenser through the steam bypass system until each steam can be
equalized to steam lines of leading HRSG.
EE-01509-006 HRSG System Description.docx Page 43 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
2.4 HRSG Load Operation
The HRSG outputs (steam evaporation rates, superheated temperatures, pressures, energy
outputs) vary according to available exhaust heat from the gas turbines. The HRSG is operated
following GT load according to the plant demand.
Steam production increase from the part load to base load is performed by increasing the load
of the GT. HRSG runback is achieved by GT load decrease.
The HRSG operating pressure is operated in natural sliding pressure mode between 100% and
40% of rated pressure depending on the steam mass flow into the steam turbine. In part load
operation, the HRSGs are oeperated in fixed pressure mode, means the pressure is controlled
by the steam turbine throttle oeperation. For the detail of the plant operation characteristic,
please refer to the Heat and Mass Balance Calculation [Doc.no. EE-00001].
The HRSG load is dierectly depending on the GT operation. Generally, 30% of MCR steam flow
load operation as minimum is recommended at which the drum level is relatively stable.
2.5 HRSG Shut down
Normal shut down is organized to leave the steam cycle pressurized and hot. This is done to
obtain the fastest restart possible and to minimize life expenditure for the plant. The HRSG shut
down is performed by the diverter damper close to HRSG as following actions.
2.5.1 HRSG Shut Down Concept
The HRSG shut down is performed by the diverter damper close with normal speed (60
seconds)
1) Diverter damper close to HRSG
2) As the remaining heat in the HRSG, Steam bypass system control the HRSG pressure
3) Close the steam stop valve
4) Close all continuous blowdown valves
5) If there is no demand of feedwater supply, close all feed water stop valves.
6) Stop the C.P.H recirculation pumps
7) Close stack damper
EE-01509-006 HRSG System Description.docx Page 44 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
2.5.2 HRSG Shut down Sequence
The HRSG will be shutdown as following sequence ;
Description Action
1 Shut down Operator initiate HRSG shutdown command
2 Diverter damper The Diverter damper will be closed with normal speed (60 seconds).
close Now, HRSG can be isolated from the GT.
3 Steam Bypass HP/RH/LP steam bypass system will be operated, thereby diverting
System Operation steam from the HRSG through the associated steam bypass system.
4 HP Steam Stop The HP steam stop MOV (LAB-90-AA-003) will be closed.
MOV Close
1) Lead HRSG HP steam stop MOV ;
The HP steam stop valve will be closed when HRSG shutdown
initiated.
2) Lag HRSG HP steam stop MOV ;
The lag HRSG HP steam stop MOV’s operation is the same with lead
HRSG.
3) Last HRSG HP steam stop MOV ;
During the last unit shutdown, the Steam turbine MCV is ramped
closed. The Steam turbine continues to unload and finally the Steam
turbine valves are tripped closed. When the ST is tripped, the last
HRSG HP and HRH steam stop valves are closed.
EE-01509-006 HRSG System Description.docx Page 45 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
5 CRH Steam Stop The CRH steam stop MOV (LBC-90-AA-001) will be closed.
MOV Close
1) Lead HRSG CRH steam stop MOV ;
The HP steam stop valve and CRH steam stop MOV will be closed
when HRSG shutdown initiated.
The lead HRSG HP steam is isolated from the HP header.
At this moment, the HRH, CRH and LP steam stop valve will be
closed simultaneously.
2) Lag HRSG CRH steam stop MOV ;
The lag HRSG CRH steam stop MOV’s operation is the same with
lead HRSG.
3) Last HRSG CRH steam stop MOV ;
During the last unit shutdown, the Steam turbine MCV is ramped
closed. The Steam turbine continues to unload and finally the Steam
turbine valves are tripped closed. When the ST is tripped and HP
steam bypass system is completely closed, the last HRSG CRH
steam stop valve is closed.
EE-01509-006 HRSG System Description.docx Page 46 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
6 LP Steam Stop The LP steam stop MOV (LBD-90-AA-002) will be closed.
MOV Close
1) Lead HRSG LP steam stop MOV ;
The HP steam stop valve and LP steam stop MOV will be closed
when HRSG shutdown initiated.
The lead HRSG HP steam is isolated from the HP header.
At this moment, the HRH, CRH and LP steam stop valve will be
closed simultaneously.
2) Lag HRSG LP steam stop MOV ;
The lag HRSG LP steam stop MOV’s operation is the same with lead
HRSG.
3) Last HRSG LP steam stop MOV ;
During the last unit shutdown, the ST LP control valve is placed in
position control and ramped closed. At this moment, the HRSG LP
steam stop is closed.
7 IP Steam Stop The IP steam stop MOV (LBA-95-AA-002) will be closed after IP
MOV Close steam PCV (LBA-95-AA-081) fully closed.
8 Continuous Continuous blowdown MOV will be closed.
blowdown MOV
1. Close the HP continuous blowdown isolation MOV (HAD-91-AA-
close (HP/IP)
002) when HP steam flow (LBA-90-CF-001/002) is lower than 20 %
MCR flow.
2. Close the IP continuous blowdown isolation MOV (HAD-95-AA-
002) when IP steam flow (LBA-95-CF-001/002) is lower than 20 %
MCR flow.
9 HP feedwater stop The HP feedwater stop MOV (LAB-90-AA-001) can be closed when
MOV Close no demand of feedwater supply. This MOV will be closed after HP
drum LCV(HAC-90-AA-081 and 082) fully closed.
EE-01509-006 HRSG System Description.docx Page 47 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Description Action
10 IP feedwater stop The IP feedwater stop MOV (LAB-94-AA-001) can be closed when no
MOV Close demand of feedwater supply. This MOV will be closed after IP drum
LCV(HAC-94-AA-081) fully closed.
11 Condensate stop The condensate stop MOV (LCA-90-AA-001) can be closed when no
MOV Close demand of condensate supply. This MOV will be closed after LP drum
LCV (LCA-91-AA-081) fully closed.
12 C.P.H Stop the C.P.H recirculation pumps
Recirculation
pumps stop
13 Stack Damper Close stack damper
Close
EE-01509-006 HRSG System Description.docx Page 48 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
2.6 Special operations
2.6.1 HRSG Trip
The HRSG protection item, which cause HRSG trip is summarized in Clause.4. In case of
HRSG protection signal detected, the HRSG is tripped by quick closing of diverter damper
within 20 seconds.
2.6.2 Gas Turbine Trip
In case of a GT trip, the HRSG has also to be tripped to avoid cooling of HRSG by running
down GT. The HRSG is tripped by quick closing of diverter damper within 20 seconds.
2.6.3 Steam Turbine Trip
Steam Turbine Trip does not make any impact on the HRSG itself. The HRSG can be operated
by dumping steam generated from the HRSG to the condenser through the steam bypass
system or HRSG can be shutdown decided by operator.
2.6.4 HRSG (Gas Turbine) Run Back
The HRSG Run Back will be achieved by the Gas Turbine Run Back (load reducing) as
following events.
z If HRSG inlet duct Gas temperature (HNA-90-CT-001/002/003) ≥ 655 deg.C (Alarm H), the
GT Run Back until alarm disappeared.
z If HP final steam temperature (LBA-90-CT-001/002/003) ≥ 575 deg.C (Alarm H), the GT
Run Back until alarm disappeared.
z If RH final steam temperature (LBB-90-CT-001/002/003) ≥ 574 deg.C (Alarm H), the GT
Run Back until alarm disappeared.
EE-01509-006 HRSG System Description.docx Page 49 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3 HRSG CONTROL DESCRIPTION
HRSG equipment is controlled from the DCS placed in the central control room. The following
control schemes are envisaged in the Heat Recovery Steam Generator (HRSG) control system.
3.1 Drum level control
The drum level control maintains a drum level set point by controlling the flow of feedwater
through a valve arrangement. Provision is also made to compensate for shrink and swell of
water in the drum and for a feed forward element derived from balancing water into the drum
and steam out of the drum.
3.1.1 HP Drum Level Control
Control Schematic Diagram;
The drum level/feed water control comprises of a single element drum level control operating on
low load operation and a three element control operating on full load operation. The single
EE-01509-006 HRSG System Description.docx Page 50 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
element control is envisaged for controlling the drum level during low load up to 25% MCR. The
three element control is envisaged for drum level control from 25% MCR to 100% MCR.
Valve composition ;
* Full load station ; Motorized isolation valve(HAC-90-AA-001), Control valve(HAC-90-AA-081)
* Low load station ; Motorized isolation valve(HAC-90-AA-002), Control valve(HAC-90-AA-082)
Single element control;
The median value of the drum level (HAD-90-CL-001/002/003) is compensated for the drum
pressure (HAD-90-CP-001/002/003). The compensated output is selected for load less than 25%
MCR. The measured level is compared with the set value and the error is applied to the
controller for positioning the level control valve. The drum level shall have two start up level set
points namely high start up level set point and low start up level set point. The set point should
be changed according to the drum pressure increasing.
HP drum start up level set point;
* Low start up level set point; -550mm from C.L. (If HP drum pressure is lower than 40 barg)
* High start up level set point; -200mm from C.L. (If HP drum pressure is higher than 40 barg)
These set points will switch over to normal set point from start up set point when load above 25%
MCR.
* HP drum normal set point; 0mm from C.L
Three element control;
This control is used for load greater than 25% MCR. It is based on three parameters namely
drum level, steam flow and feed water flow.
The steam flow (LBA-90-CF-001/002) is applied as a feed forward signal to the drum level
controller and the output of the controller is given as the set point for the feed water flow
controller. The feedwater flow (LAB-90-CF-001/002) is added to the controller as a feedback
signal.
The valves controlling the water feed to the drum are in a two valve arrangement consisting of a
30% valve for low load and a 100% valve for full load control.
The low load and full load control valves are arranged in a parallel split-range manner to provide
good flow control through a wide range of control valve pressure drop. The low load valve
handles the smaller flows until it is nearly fully open then full load valve opens to handle the
EE-01509-006 HRSG System Description.docx Page 51 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
large flows. The opposite action occurs on decreasing flow. Generally, the flow capacity ratio of
the two valves is chosen to ensure that the drum level control remains as single-element during
start-up and the transfer of control valves occurs after three-element drum level control has
commenced.
For increasing flow, the full load control valve opens when the low load control valve is almost
fully open (approximately 90% stoke). After the transfer, the low load valve is fully closed
ensuring that the full load valve will not operate near to its seat. For decreasing flow, the low
load valve is opened and the larger valve is fully closed at the transfer point.
A motorized isolation valve on the inlet of each control valve is supplied to isolate the control
valve during shutdown/maintenance period and automatically opened when HRSG start initiated.
3.1.2 IP Drum Level Control
Control Schematic Diagram;
EE-01509-006 HRSG System Description.docx Page 52 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
The drum level/feed water control comprises of a single element drum level control operating on
low load operation and a three element control operating on full load operation. The single
element control is envisaged for controlling the drum level during low load up to 25% MCR. The
three element control is envisaged for drum level control from 25% MCR to 100% MCR.
Valve composition;
* Inching type Motorized bypass valve (HAC-94-AA-001), Control valve (HAC-94-AA-081)
Single element control;
The median value of the drum level (HAD-94-CL-001/002/003) is compensated for the drum
pressure (HAD-94-CP-001/002/003). The compensated output is selected for load less than 25%
MCR. The measured level is compared with the set value and the error is applied to the
controller for positioning the level control valve. The drum level shall have two start up level set
points namely high start up level set point and low start up level set point. The set point should
be changed according to the drum pressure increasing.
IP drum start up level set point;
* Low start up level set point; -450mm from C.L. (If IP drum pressure is lower than 10 barg)
* High start up level set point; -200mm from C.L. (If IP drum pressure is higher than 10 barg)
These set points will switch over to normal set point from start up set point when load above 25%
MCR.
* IP drum normal set point; 0mm from C.L`
Three element control;
This control is used for load greater than 25% MCR. It is based on three parameters namely
drum level, steam flow and feed water flow.
The steam flow (LBA-95-CF-001/002) is applied as a feed forward signal to the drum level
controller and the output of the controller is given as the set point for the feed water flow
controller. The feedwater flow (LAB-94-CF-001/002) is added to the controller as a feedback
signal.
In the event of failure of the control valve, the inching type motorized bypass valve can be used
by the manual signal from the control room.
EE-01509-006 HRSG System Description.docx Page 53 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3.1.3 LP Drum Level Control
Control Schematic Diagram;
The drum level/condensate water control comprises of a single element drum level control
operating on low load operation and a three element control operating on full load operation.
The single element control is envisaged for controlling the drum level during low load up to 25%
MCR. The three element control is envisaged for drum level control from 25% MCR to 100%
MCR.
Valve composition ;
* Inching type Motorized bypass valve (LCA-91-AA-001), Control valve (LCA-91-AA-081)
Single element control;
The median value of the drum level (HAD-97-CL-001/002/003) is compensated for the drum
pressure (HAD-97-CP-001/002/003). The compensated output is selected for load less than 25%
MCR (condensate flow). The measured level is compared with the set value and the error is
applied to the controller for positioning the level control valve. The drum level shall have two
EE-01509-006 HRSG System Description.docx Page 54 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
start up level set points namely high start up level set point and low start up level set point. The
set point should be changed according to the drum pressure increasing.
LP drum start up level set point;
* Low start up level set point; -100mm from C.L. (If LP drum pressure is lower than 2 barg)
* High start up level set point; +300mm from C.L. (If LP drum pressure is higher than 2 barg)
These set points will switch over to normal set point from start up set point when load above 25%
MCR (condensate flow).
* LP drum normal set point; +500mm from C.L
Three element control;
This control is used for load greater than 25% MCR (condensate flow). It is based on three
parameters namely drum level, summed drum out flow and condensate flow.
The summed drum out flow [LP steam flow(LBD-90-CF-001/002) + HP feedwater flow(LAB-90-
CF-001/002) + IP feedwater flow(LAB-94-CF-001/0020)] is applied as a feed forward signal to
the drum level controller and the output of the controller is given as the set point for the
condensate flow controller. The condensate flow (LCA-90-CF-001/002) is added to the controller
as a feedback signal.
In the event of failure of the control valve, the inching type motorized bypass valve can be used
by the manual signal from the control room.
EE-01509-006 HRSG System Description.docx Page 55 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3.2 HP Final Steam Temperature Control
Control Schematic Diagram;
The HP superheater steam desuperheater function is to control HRSG superheater outlet steam
temperature within allowable condition. The set point is 567 deg.C.
Valve composition ;
* Motorized block valve (LAE-90-AA-001), Control valve (LAE-90-AA-081)
* Inching type motorized bypass valve (LAE-90-AA-002)
To ensure that all water droplets are evaporated and to minimize potential temperature shocks
resulting from the introduction of spray water, the desuperheater is placed at the inlet to the HP
final superheater. The amount of spray water must be limited to avoid driving the HP final
superheater inlet steam into the saturation region.
EE-01509-006 HRSG System Description.docx Page 56 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
HP superheater steam desuperheater control utilizes two controllers in a cascade arrangement
namely "outer" controller and “inner” controller. The setpoint of outer controller is the desired
HRSG HP superheater outlet steam temperature and the feedback is the HRSG HP
superheater outlet steam temperature (LBA-90-CT-001/002/003) measured at the outlet of the
final superheater. The set point is 567 deg.C at the final superheater outlet.
The output of the outer controller is the temperature setpoint of the inner controller. This
controller positions the HP desuperheater spray water control valve. The feedback of the inner
controller is the steam temperature (HAH-90-CT-002/003/004) at the inlet to the final
superheater. In effect, the outer controller controls the final HRSG HP superheater outlet steam
temperature by adjusting the temperature of the steam entering the final stage of superheating.
Since there is a possibility of overspraying and forcing steam to saturation temperature at the
inlet of the HP final superheater, the setpoint of the inner controller has a minimum limit of the
present saturation temperature plus a margin (+28 deg.C). The saturation temperature is
determined from the saturation temperature from HP drum pressure measurements (HAD-90-
CP-001/002/003).
This steam temperature control is permissive only when the HP steam flow (LBA-90-CF-
001/002) is higher than 20% of MCR flow to avoid any steam condensation in steam path.
A motorized block valve is placed in the spray water line in series with a spray control valve. The
block valve is automatically closed whenever the desuperheater control is not enabled and
automatically opened when enabled.
In the event of failure of the control valve, the inching type bypass valve can be used by the
manual signal from the control room.
EE-01509-006 HRSG System Description.docx Page 57 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3.3 Reheater Final Steam Temperature Control
Control Schematic Diagram;
The Reheater steam desuperheater function is to control HRSG reheater outlet steam
temperature within allowable condition. The set point is 566 deg.C.
Valve composition;
* Motorized block valve (LAF-90-AA-001), Control valve (LAF-90-AA-081)
* Inching type motorized bypass valve (LAF-90-AA-002)
To ensure that all water droplets are evaporated and to minimize potential temperature shocks
resulting from the introduction of spray water, the desuperheater is placed at the inlet to the final
reheater. The amount of spray water must be limited to avoid driving the final reheater inlet
steam into the saturation region.
Reheater steam desuperheater control utilizes two controllers in a cascade arrangement namely
"outer" controller and “inner” controller. The setpoint of outer controller is the desired HRSG
reheater outlet steam temperature and the feedback is the HRSG reheater outlet steam
EE-01509-006 HRSG System Description.docx Page 58 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
temperature (LBB-90-CT-001/002/003) measured at the outlet of the final reheater. The set
point is 566 deg.C at the final reheater outlet.
The output of the outer controller is the temperature setpoint of the inner controller. This
controller positions the reheater desuperheater spray water control valve. The feedback of the
inner controller is the steam temperature (HAJ-90-CT-002/003/004) at the inlet to the final
reheater. In effect, the outer controller controls the final HRSG reheater outlet steam
temperature by adjusting the temperature of the steam entering the final stage of reheater.
Since there is a possibility of overspraying and forcing steam to saturation temperature at the
inlet of the final reheater, the setpoint of the inner controller has a minimum limit of the present
saturation temperature plus a margin (+28 deg.C). The saturation temperature is determined
from the saturation temperature from hot reheat steam pressure measurements (LBB-90-CP-
001/002/003).
This steam temperature control is permissive only when the HP steam flow (LBA-90-CF-
001/002) is higher than 20% of MCR flow to avoid any steam condensation in steam path.
A motorized block valve is placed in the spray water line in series with an spray control valve.
The block valve is automatically closed whenever the desuperheater control is not enabled and
automatically opened when enabled.
In the event of failure of the control valve, the inching type bypass valve can be used by the
manual signal from the control room.
EE-01509-006 HRSG System Description.docx Page 59 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3.4 IP Steam Pressure Control and IP steam stop MOV
Control Schematic Diagram;
The HRSG is equipped with IP steam pressure control valve and steam stop MOV in series to
Cold Reheater line. Large, rapid variations in IP drum pressure can cause rapid variations in the
drum level. Pressure change causes the void fractions in the evaporator and drum to enlarge
(on rapid pressure decay) or shrink (on rapid pressure rise), causing the water in the drum to
rise above or fall below NWL. Maintaining stable IP drum pressure greatly helps maintaining a
stable IP drum level.
Valve composition ;
* Control valve (LBA-95-AA-081), IP steam stop MOV (LBA-95-AA-002)
HRSG start-up shall be initiated with closed control valve. Then valve operation will be initiated
as followings.
EE-01509-006 HRSG System Description.docx Page 60 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Open control valve to 10 % when the IP steam pressure (LBA-95-CP-001/002) above 3 barg
and hold this position until the IP steam pressure reaches 10 barg. Then the control valve shall
modulate to maintain this pressure (10 barg).
With this control, the control valve will open continuously to full open position when the cold
reheat steam line is pressurized above 10 barg.
Another function is that, during plant transient operation, if the IP steam pressure drops too fast,
the pressure decay rate will be controlled by acting to close this control valve. The control valve
shall control the IP steam pressure (LBA-95-CP-001/002) decay rate within -0.1bar/s.
The IP steam stop MOV will be opened from the initial start up and always open during
operation. During shutdown period, this valve can be closed when IP steam PCV is completely
closed.
3.5 LP Drum Pressure Control
Control Schematic Diagram;
EE-01509-006 HRSG System Description.docx Page 61 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
The LP drum pressure is pegged by admitting supplementary steam from a higher
pressure/enthalpy source, the IP steam line. The pegging steam system includes piping from
the IP steam line to the LP drum, a motorized isolation valve and control valve.
Valve composition ;
* Motorized isolation valve(LBA-96-AA-001), Control valve(LBA-96-AA081)
The pegging steam supply has the following functions. And this control is active only if the IP
drum pressure is higher than 10 barg.
* Mainly Oil firing operation case, It is expected that insufficient flue gas energy available at the
LP evaporator to maintain the LP drum pressure high enough to prevent gas side corrosion.
Pegging steam from the IP steam line maintains a minimum LP drum pressure and a resultant
LP drum water temperature. The set point (3 barg) is compared with the LP drum pressure
(HAD-97-CP-001/002/003). The difference is the input signal for the controller of the control
valve.
* When the feedwater pump suction is taken from the LP drum, pegging steam prevents a rapid
decay of LP drum pressure to limit the generation of steam voids in the drum and BFP suction
line water. If LP drum pressure drops too fast, the pressure decay rate will be controlled by
providing pegging steam. The pegging steam control valve shall control the LP drum pressure
(HAD-97-CP-001/002/003) decay rate within -0.007 bar/s.
The motorized isolation valve at the inlet of control valve is supplied to prevent any possible
leakage of the control valve. Also this valve will provide a tight isolation from the IP steam
system when no demand of steam supply. The motorized isolation valve is automatically closed
whenever the control is not enabled and automatically opened when enabled.
The motorized isolation valve will be protectionally closed when the LP drum pressure (HAD-97-
CP-001/002/003) is higher than 7 barg.
EE-01509-006 HRSG System Description.docx Page 62 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3.6 Condensate Preheater Recirculation Control
Control Schematic Diagram;
The condensate preheater (CPH) is located outlet of HRSG and heated by exhaust gas before
leaving the main stack. The CPH inlet temperature control is to raise the temperature of the
condensate entering the CPH to avoid flue gas corrosion in the CPH tube. A temperature control
valve modulates the discharge flow of the CPH recirculation pumps to recirculate hot water from
the outlet of the CPH to the inlet of the CPH where it mixes with cold condensate flow.
The design Gas fuel composition used for the plant operation indicates zero sulfur concentration.
The fixed set point of 70 deg.C is enough to prevent corrosion for Gas fuel operation. When the
higher sulfur content fuel used, such as Oil operation, the CPH will be completely bypassed.
Composition ;
* 2X100% Recirculation pumps (LCA-92/93-AP-002)
* Temperature control valve(LCA-94-AA-081)
One of recirculation pump should be placed into service before starting the HRSG.
EE-01509-006 HRSG System Description.docx Page 63 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
The fixed set point, 70deg.C is compared with the CPH inlet temperature (LCA-90-CT-003/004)
signal. The difference is the input signal for the controller of the control valve.
In addition to the above temperature control, following control for recirculation pumps protection
is also incorporated.
To prevent less flow operation of pumps, the recirculation system controls must limit the closure
of control valve when the recirculation pump flow reaches low flow set point (65,000 kg/hr). The
low flow set point would be slightly above the actual minimum flow of recirculation pumps. The
recirculation pump flow is measured using flow transmitter (LCA-94-CF-001/002) located at the
discharge of pump. The operation pump must be tripped if the measured pump flow falls to the
minimum flow trip setting (60,000 kg/hr).
To prevent excessive flow from the pumps, the recirculation high flow set point (300,000 kg/hr)
would be set below the recirculation pump maximum allowable continuous flow in order to limit
the further opening of control valve when the recirculation pump flow approaches the high flow.
The operation pump must be tripped if the pump flow equals or exceeds the maximum allowable
continuous flow setting (330,000 kg/hr).
EE-01509-006 HRSG System Description.docx Page 64 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3.7 Condensate Preheater 3-way valve Control
Control Schematic Diagram;
The condensate preheater system is equipped with a condensate bypass system. The three-
way valve sends condensate water flow to the condensate preheater and/or bypass around the
condensate preheater.
The three-way valve can be positioned to ;
* direct all condensate flow to the condensate preheater,
* direct all condensate flow through the condensate preheater bypass,
* direct any portion of the flow to either the preheater or the bypass around the condensate
preheater.
Valve composition ;
* 3-way valve (LCA-90-AA-081)
EE-01509-006 HRSG System Description.docx Page 65 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
For Gas firing Operation;
The 3-way valve is positioned to full open to the bypass direction before HRSG start. During
start up period, no cold condensate would be introduced into CPH tube while all condensate is
bypassed by 3-way valve in order to prevent possible flue gas corrosion in the CPH tube. The 3-
way valve can be positioned to full open to the CPH direction after steam bypass operation is
finished and all steam introduced into the steam turbine.
After then the subcool temperature control will be initiated as following.
The three-way valve is positioned to route a portion of the condensate flow to the condensate
preheater bypass as required to hold a minimum subcooling before entering the deaerator to
ensure an optimum deaeration process.
The function of this control is to maintain condensate temperature several degrees below
saturation temperature to achieve a good deaeration performance in the deaerator. It is
accomplished by 3-way valve valve to split the incoming condensate flow between the CPH and
a bypass around the CPH.
If the temperature difference between the saturation temperature calculated from the LP drum
pressure (HAD-97-CP-001/002/003) and the CPH outlet temperature (LCA-91-CT-001/002) is
lower than 8 deg.C, the 3-way valve will be opened partially into the bypass direction in order to
make a cold condensate bypass flow and therefore reduce the temperature of CPH outlet
condensate before entering the deaerator.
The CPH full bypass operation shall be required in some case. When the CPH recirculation
pumps are all failure longer than 10 minutes, the three-way valve is positioned in the fully-closed
position to the CPH, resulting in all the condensate flow bypassing the condensate preheater so
that the HRSG can be continuously operation without shut down.
For Oil firing Operation;
The 3-way valve is positioned to full open to bypass direction always.
EE-01509-006 HRSG System Description.docx Page 66 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3.8 Economizer and Condensate Preheater Pressure Control
The economizer/preheater pressure control is to prevent the buildup of high pressure due to
economizer/preheater water expansion within a bottle-up hot economizer/preheater when the
drum level control valve is closed and HRSG in service. The economizer/preheater pressure
control will prevent unnecessary lifting of the economizer/preheater safety valve.
1) HP Economizer pressure control
If HP economizer pressure (LAB-90-CP-001) reaches 188 barg, Auto open the low load LCV
(HAC-90-AA-082) to 20%. The auto open function has to be effective in HRSG operation below
25% MCR and shut down period also.
The auto open command is removed if HP economizer pressure (LAB-90-CP-001) falls below
180 barg.
2) IP Economizer pressure control
If IP economizer pressure (LAB-94-CP-001) reaches 65 barg, Auto open the LCV (HAC-94-AA-
081) to 20%. The auto open function has to be effective in HRSG operation below 25% MCR
and shut down period also.
The auto open command is removed if IP economizer pressure (LAB-94-CP-001) falls below 55
barg.
3) Condensate Preheater(CPH) pressure control
If CPH pressure (LCA-90-CP-002) reaches 32 barg, Auto open the LCV (LCA-91-AA-081) to
20%. The auto open function has to be effective in HRSG operation below 25% MCR and shut
down period also.
The auto open command is removed if CPH pressure (LCA-90-CP-002) falls below 28 barg.
EE-01509-006 HRSG System Description.docx Page 67 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3.9 Steam Drain Control
The purpose of the drain valve is to remove any accumulated condensate from the
superheater/reheater and steam line and provide a flow path for steam to heat the piping during
start up.
HRSG start-up shall be initiated with closed drain valves. Then drain valves operation shall be
initiated as followings.
1) HP Superheater drain MOV (HAH-90-AA-001, HAH-91-AA-001, LBA-90-AA-001)
Open drain valve when HP Drum pressure (HAD-90-CP-001/002/003) above 1 barg.
Close after 5 minutes time delay, if HP drum pressure reaches or higher than 15 barg.
Then, place MOV (HAH-90-AA-001 and LBA-90-AA-001) into auto operation mode comparing
the drain pot temperature element and the saturation temperature at corresponding drum
pressure measurements.
- Open when superheated 30 deg.C below.
- Close when superheated 50 deg.C above.
Place MOV (HAH-91-AA-001) into auto operation mode monitoring the drain pot level switches.
- Open when High or High/High level switch detect any condensate.
- Close when High level switch detect no condensate.
These valves shall have opening limit to prevent excess drain flow. When open demand is
initiated, the valve open position shall be determined as following.
- HP Drum Pressure < 15 barg; full open.
- HP Drum Pressure > 15 barg; Intermediate (20%) open.
2) HP Steam line drain MOV (LBA-90-AA-005).
Open drain valve when HP Drum pressure (HAD-90-CP-001/002/003) above 1 barg.
Close after 5 minutes time delay, if HP drum pressure reaches or higher than 15 barg and HP
steam stop MOV (LBA-90-AA-003) open.
Then, place into auto operation mode comparing the drain pot temperature element and the
saturation temperature at corresponding drum pressure measurements.
EE-01509-006 HRSG System Description.docx Page 68 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
- Open when superheated 30 deg.C below.
- Close when superheated 50 deg.C above.
This valve shall have opening limit to prevent excess drain flow. When open demand is initiated,
the valve open position shall be determined as following.
- HP Drum Pressure < 15 barg; full open.
- HP Drum Pressure > 15 barg; Intermediate (20%) open.
3) CRH steam line drain MOV (LBC-90-AA-002)
Open CRH steam line drain MOV (LBC-90-AA-902), when RH steam pressure (LBB-90-CP-
001/002/003) above 1 barg.
Close after 5 minutes time delay, if RH steam pressure reaches or higher than 5 barg and CRH
steam stop MOV (LBC-90-AA-001) open.
Then, place into auto operation mode monitoring the drain pot level switches.
- Open when High or High/High level switch detect any condensate.
- Close when High level switch detect no condensate.
This valve shall have opening limit to prevent excess drain flow. When open demand is initiated,
the valve open position shall be determined as following.
- RH Pressure < 15 barg; full open.
- RH Pressure > 15 barg; Intermediate (20%) open.
4) Reheater and HRH steam line drain MOV (HAJ-90-AA-001, LBB-90-AA-002)
Open drain valve when RH steam pressure (LBB-90-CP-001/002/003) above 1 barg.
Close after 5 minutes time delay, if RH steam pressure reaches or higher than 5 barg.
Then, place into auto operation mode monitoring the drain pot temperature element and
comparing the saturation temperature at RH steam pressure measurements.
- Open when superheated 30 deg.C below.
- Close when superheated 50 deg.C above.
EE-01509-006 HRSG System Description.docx Page 69 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
This valve shall have opening limit to prevent excess drain flow. When open demand is initiated,
the valve open position shall be determined as following.
- RH Pressure < 15 barg; full open.
- RH Pressure > 15 barg; Intermediate (20%) open.
5) IP Steam line drain MOV (LBA-95-AA-003)
Open drain valve when IP Drum pressure (HAD-94-CP-001/002/003) above 1 barg.
Close after 5 minutes time delay, if IP Drum pressure reaches or higher than 5 barg and IP
Steam PCV (LBA-95-AA-081) open more than 10 %.
Then, place into auto operation mode monitoring the drain pot level switches.
- Open when High or High/High level switch detect any condensate.
- Close when High level switch detect no condensate.
This valve shall have opening limit to prevent excess drain flow. When open demand is initiated,
the valve open position shall be determined as following.
- IP Drum Pressure < 15 barg; full open.
- IP Drum Pressure > 15 barg; Intermediate (20%) open.
6) LP Steam line drain MOV (LBD-90-AA-004)
Open drain valve when LP Drum pressure (HAD-97-CP-001/002/003) above 0.5 barg.
Close after 5 minutes time delay, if LP Drum pressure reaches or higher than 2 barg.
Then, place into auto operation mode monitoring the drain pot level switches.
- Open when High or High/High level switch detect any condensate.
- Close when High level switch detect no condensate.
EE-01509-006 HRSG System Description.docx Page 70 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
3.10 Steam Start up Vent Control
The function of these valves is to remove non condensable gas like an air from the HRSG
steam side. HRSG start-up shall be initiated with closed these vent valves. Then vent valves
operation shall be initiated as followings.
1) HP start up vent MOV (LBA-90-AA-002)
Open vent valves when HP Drum pressure (HAD-90-CP-001/002/003) above 0.5 barg.
Close when HP Drum pressure reaches 2 barg.
2) RH start up vent MOV (LBB-90-AA-001) and PCV (LBB-90-AA-081)
* Pressure increasing mode during start up ;
The RH start up vent will control the RH pressure increasing rate, if RH steam bypass system
(Condenser vacuum) is not ready condition.
Open RH start up vent isolation MOV (LBB-90-AA-001) when RH steam pressure (LBB-90-CP-
001/002/003) above 0.5 barg.
The RH start up vent PCV (LBB-90-AA-081) will control the RH pressure change rate within
allowable range (1 bar/min).
Close RH start up vent MOV and PCV when the RH steam bypass system (Condenser vacuum)
is available. Then vent valve will be placed into the pressure control mode.
* Pressure control mode during normal operation;
If the RH steam pressure(LBB-90-CP-001/002/003) is reached to the set point (39.5 barg), the
HP start up vent PCV (LBB-90-AA-081) open initiated and control the steam pressure, not to
over than the set point. The set point is slightly lower than safety valve setting pressure. The
isolation MOV will open first when the RH steam pressure is reached to 39 barg.
3) IP start up vent MOV (LBA-95-AA-001)
Open vent valves when IP Drum pressure (HAD-94-CP-001/002/003) above 0.5 barg.
Close when IP Drum pressure reaches 1.5 barg.
EE-01509-006 HRSG System Description.docx Page 71 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
4) LP start up vent MOV (LBD-90-AA-001) and PCV (LBD-90-AA-081)
* Pressure increasing mode during start up ;
The LP start up vent will control the LP Drum pressure increasing rate, if LP steam bypass
system (Condenser vacuum) is not ready condition.
Open LP start up vent isolation MOV (LBD-90-AA-001) when LP Drum pressure (HAD-97-CP-
001/002/003) above 0.5 barg.
The LP start up vent PCV (LBD-90-AA-081) will control the LP Drum pressure change rate
within allowable range (0.3 bar/min).
Close LP start up vent MOV and PCV when the LP steam bypass system (Condenser vacuum)
is available. Then vent valve will be placed into the pressure control mode.
Pressure control mode during normal operation;
If the LP steam pressure (LBD-90-CP-001/002/003) is reached to the set point (8 barg), the LP
start up vent PCV (LBD-90-AA-081) open initiated and control the steam pressure, not to over
than the set point. The set point is slightly lower than safety valve setting pressure. The isolation
MOV (LBD-90-AA-001) will open first when the LP steam pressure is reached to 7.5 barg.
5) Deaerator vent MOV (HAD-97-AA-001)
This vent MOV will be opened when HRSG start initiated and always opened during HRSG
operation. This valve can be closed after HRSG shutdown completed (Stack Damper close).
3.11 Drum Continuous Blowdown Control
Continuous blowdown basically controls the T.D.S and silica level of the drum water. Blowdown
flow of drum water is continuous and controlled manually by the operator in the control room
based on the feed back of drum and steam quality. An isolation MOV for tight shut off and an
manual blowdown valve for fine control in series are provided for this control.
1) HP Continuous Blowdwon MOV (HAD-91-AA-002)
The HRSG start up will be initiated with closed blowdown MOV.
EE-01509-006 HRSG System Description.docx Page 72 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
The blowdown MOV shall be opened after HP steam flow (LBA-90-CF-001/002) is higher than
20 % MCR flow and also shall be automatically closed when the HP steam flow is not higher
than open permissive value.
This valve shall be protectionally closed if following happen;
* When HP drum level (HAD-90-CL-001/002/003) fall below the low water level (-685 mm from
C.L).
2) IP Continuous Blowdwon MOV (HAD-95-AA-002)
The HRSG start up will be initiated with closed blowdown MOV.
The blowdown MOV shall be opened after IP steam flow (LBA-95-CF-001/002) is higher than
20 % MCR flow and also shall be automatically closed when the IP steam flow is not higher than
open permissive value.
This valve shall be protectionally closed if following happen;
* When IP drum level (HAD-94-CL-001/002/003) fall below the low water level (-530 mm from
C.L).
3.12 Intermittent Blowdown Control
This valve is used to control the drum level in abnormal condition. If the water level is
abnormally high, the intermittent blowdown valves open and the excess volume of water is
discharged to the blowdown tank.
1) HP intermittent blowdown MOV (HAD-91-AA-001)
There are two opening set point, namely start up set point and normal set point. The set point
change will be done when HP steam production has reached about 25% MCR.
Opening set point;
* Start up set point (below 25% M.C.R); N.W.L (0mm from C.L).
* Normal operation set point (above 25% M.C.R); High water level (+180mm from C.L).
This valve shall be closed whenever drum level fall below set points.
This valve shall have opening limit to prevent excess blowdown flow. When open demand is
initiated, the valve open position shall be determined as following.
EE-01509-006 HRSG System Description.docx Page 73 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Opening limit;
* HP Drum Pressure < 15 barg; full open.
* HP Drum Pressure > 15 barg; Intermediate (20%) open.
This valve shall be protectionally closed if following happen;
* When HP drum level (HAD-90-CL-001/002/003) fall below the low water level (-685 mm from
C.L).
2) IP intermittent blowdown MOV (HAD-95-AA-001)
There are two opening set point, namely start up set point and normal set point. The set point
change will be done when IP steam production has reached about 25% MCR.
Opening set point;
* Start up set point (below 25% M.C.R); N.W.L (0mm from C.L).
* Normal operation set point (above 25% M.C.R); High water level (+180mm from C.L).
This valve shall be closed whenever drum level fall below set points.
This valve shall have opening limit to prevent excess blowdown flow. When open demand is
initiated, the valve open position shall be determined as following.
Opening limit;
* IP Drum Pressure < 15 barg; full open.
* IP Drum Pressure > 15 barg; Intermediate (20%) open.
This valve shall be protectionally closed if following happen;
* When IP drum level (HAD-94-CL-001/002/003) fall below the low water level (-530 mm from
C.L).
3) LP intermittent blowdown MOV (HAD-98-AA-001)
There are two opening set point, namely start up set point and normal set point. The set point
change will be done when condensate flow has reached about 25% MCR.
Opening set point;
* Start up set point (below 25% M.C.R); N.W.L (500mm from C.L).
EE-01509-006 HRSG System Description.docx Page 74 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
* Normal operation set point (above 25% M.C.R); High water level (+680mm from C.L).
This valve shall be closed whenever drum level fall below set points.
This valve shall be protectionally closed if following happen;
* When LP drum level (HAD-97-CL-001/002/003) fall below the low water level (-1065 mm from
C.L).
3.13 HRSG Feedwater and Condensate line stop MOV
Following valves can be used to make HRSG isolation from the BOP system for HRSG
shutdown or maintenance period. The stop valve shall be always opened from HRSG initial start
up and not be closed when HRSG is in service.
1) HP Feedwater Main (LAB-90-AA-001) and Bypass (LAB-90-AA-002) stop MOV.
Due to the high pressure difference between the running feedwater pumps and the HRSG,
small bypass MOV is provided. As preparation activity for HRSG start, these valves will be used
to pressurize the economizer zone by the running feedwater pumps.
First, the small bypass MOV will be opened. Then, if the pressure difference across the main
MOV is less than 5 bar, the main MOV is opened. The small bypass MOV will be closed after
the main MOV is fully opened.
These valves shall be protectionally closed if following happen;
* When HP drum level (HAD-90-CL-001/002/003) reaches the High/High water level (230 mm
from C.L).
2) IP Feedwater Main (LAB-94-AA-001) and Bypass (LAB-94-AA-002) stop MOV.
Due to the high pressure difference between the running feedwater pumps and the HRSG,
small bypass MOV is provided. As preparation activity for HRSG start, these valves will be used
to pressurize the economizer zone by the running feedwater pumps.
First, the small bypass MOV will be opened. The, if the pressure difference across the main
MOV is less than 5 bar, the main MOV is opened. The small bypass MOV will be closed after
the main MOV is fully opened.
These valves shall be protectionally closed if following happen;
EE-01509-006 HRSG System Description.docx Page 75 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
* When IP drum level (HAD-94-CL-001/002/003) reaches the High/High water level (230 mm
from C.L).
3) Condensate Stop MOV (LCA-90-AA-001)
As preparation activity for HRSG start, this valve will be opened before HRSG start.
This valve shall be protectionally closed if following happen;
* When LP drum level (HAD-97-CL-001/002/003) reaches the High/High water level (725 mm
from C.L).
3.14 HRSG Steam line stop MOV
These valves make HRSG isolaton from the steam header in case of HRSG not in service. Also
these valves are used to connect the HRSG into the operation steam header during start-up.
During the plant start up, shutdown and trip, pressure builds in the HRSG will be controlled by
HP steam bypass system, IP steam line PCV, HRH steam bypass system and LP steam bypass
system. The HP steam bypass steam will be admitted to the CRH piping. The HRH and LP
steam bypass is routed to the condenser respectively.
1) HP Steam Main (LBA-90-AA-003) and Bypass (LBA-90-AA-004) stop MOV.
1.1) For HRSG Start up Mode.
* Lead HRSG HP steam stop MOV ;
The Main stop MOV is opened at the initiation of the HRSG start while the bypass stop MOV is
closed. And the HP main steam header is warmed, drained and pressurized along with the
HRSG.
* Lag HRSG HP steam stop MOV ;
The lag HRSG is started with closed steam stop valves. When the following conditions are
satisfied, Open small bypass stop valve first.
z Temperature difference between lag HRSG steam and operation header steam is lower than
50 deg.C.
EE-01509-006 HRSG System Description.docx Page 76 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
z The lag HRSG (HP) steam pressure is higher (Approximately, 2 bar) than the operation
header pressure.
After small bypass stop valve open, then open the main stop valve and close the small bypass
stop valve.
* Last HRSG HP steam stop MOV ;
The last HRSG HP steam stop MOV’s operation is the same with lag HRSG.
1.2) For HRSG shutdown mode.
* Lead HRSG HP steam stop MOV ;
With HRSG shutdown command, the diverter damper will be closed with normal speed (60
seconds). Then the HP steam bypass system will open to control HP steam pressure (if
necessary) and the HRH steam bypass system will open as a result of the HP steam bypass
system opening.
The HP steam stop valve will be closed when HRSG shutdown initiated.
* Lag HRSG HP steam stop MOV ;
The lag HRSG HP steam stop MOV’s operation is the same with lead HRSG.
* Last HRSG HP steam stop MOV ;
During the last unit shutdown, the Steam turbine MCV is ramped closed. The Steam turbine
continues to unload and finally the Steam turbine valves are tripped closed. When the ST is
tripped, the last HRSG HP and HRH steam stop valves are closed.
2) CRH Steam Stop MOV (LBC-90-AA-001)
2.1) For HRSG Start up Mode.
* Lead HRSG CRH steam stop MOV ;
The CRH steam stop MOV is opened at the initiation of the HRSG start. And the CRH steam
header is warmed, drained and pressurized along with the HRSG.
* Lag HRSG CRH steam stop MOV ;
EE-01509-006 HRSG System Description.docx Page 77 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
The lag HRSG reheater is started with closed steam stop valves. Thus, the reheater is initially
isolated from the steam header. Steam from the HP steam bypass system passes through the
reheater to the condenser via the HRH steam bypass system.
When the steam conditions are satisfied, the lag HRSG HRH steam isolation valve open
initiated. At this moment, the CRH steam stop valve will be opened simultaneously.
* Lag HRSG CRH steam stop MOV ;
The last HRSG CRH steam stop MOV’s operation is the same with lag HRSG.
2.2) For HRSG shutdown mode.
* Lead HRSG CRH steam stop MOV ;
With HRSG shutdown command, the diverter damper will be closed normal speed. Then the HP
steam bypass system will open to control HP steam pressure (if necessary) and the HRH steam
bypass system will open as a result of the HP steam bypass opening.
The HP steam stop valve and CRH steam stop MOV will be closed when HRSG shutdown
initiated.
The lead HRSG HP steam is isolated from the HP header.
At this moment, the HRH, CRH and LP steam stop valve will be closed simultaneously.
* Lag HRSG CRH steam stop MOV ;
The lag HRSG CRH steam stop MOV’s operation is the same with lead HRSG.
* Last HRSG CRH steam stop MOV ;
During the last unit shutdown, the Steam turbine MCV is ramped closed. The Steam turbine
continues to unload and finally the Steam turbine valves are tripped closed. When the ST is
tripped and HP steam bypass system is completely closed, the last HRSG CRH steam stop
valve is closed.
3) LP Steam Main (LBD-90-AA-002) and Bypass (LBD-90-AA-003) stop MOV.
3.1) For HRSG Start up Mode.
* Lead HRSG LP steam stop MOV ;
EE-01509-006 HRSG System Description.docx Page 78 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
The Main stop MOV is opened at the initiation of the HRSG start while the bypass stop MOV is
closed. And the LP main steam header is warmed, drained and pressurized along with the
HRSG.
* Lag HRSG LP steam stop MOV ;
The lag HRSG is started with closed steam stop valves. When the following conditions are
satisfied, Open small bypass stop valve first.
z Temperature difference between lag HRSG steam and operation header steam is lower than
30 deg.C.
z The lag HRSG (LP) steam pressure is higher (Approximately, 0.5 bar) than the operation
header pressure.
After small bypass stop valve open, then open the main stop valve and close the small bypass
stop valve.
* Last HRSG LP steam stop MOV ;
The last HRSG LP steam stop MOV’s operation is the same with lag HRSG.
3.2) For HRSG shutdown mode.
* Lead HRSG LP steam stop MOV ;
With HRSG shutdown command, the diverter damper will be closed with normal speed. Then
the LP steam bypass system will open to control LP steam pressure if necessary.
The HP steam stop valve and LP steam stop MOV will be closed when HRSG shutdown
initiated.
The lead HRSG HP steam is isolated from the HP header.
At this moment, the HRH, CRH and LP steam stop valve will be closed simultaneously.
* Lag HRSG LP steam stop MOV ;
The lag HRSG LP steam stop MOV’s operation is the same with lead HRSG.
* Last HRSG LP steam stop MOV ;
During the last unit shutdown, the ST LP control valve is placed in position control and ramped
closed. At this moment, the HRSG LP steam stop is closed.
EE-01509-006 HRSG System Description.docx Page 79 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
4 HRSG PROTECTION DESCRIPTION
The HRSG protection fulfils all requirements to ensure the safe operation with high availability of
the HRSG and its main components and the affected/linked plant aggregates. Besides the
prevention of personal hazards the HRSG, protection shall avoid failure of major parts of the
plant with high financial risk and strong reduction in lifetime of components.
The following items are implemented for HRSG protection.
4.1 HP Drum Level > H.H
The HP drum level is protected against impermissible high water level to avoid water carry over
into the superheater, the main steam line and in an extreme case also into the steam turbine. In
this case temperature shocks with damages to the superheater and main steam line might
occur. Water droplets to the steam turbine might result in mechanical damages to the blades.
1) Signal; High/High(+230 mm from C.L) by 2 out of 3 HP drum level (HAD-90-CL-001/002/003).
2) Actions after time delay of 2 sec;
* HRSG Trip by Fast close of diverter damper.
* Close HP feedwater stop valves (LAB-90-AA-001/002).
* Trip HP/IP feedwater pumps, if the HP feedwater stop valves (LAB-90-AA-001/002) is not
closed within 50 seconds.
4.2 HP Drum Level < L.L
The HP evaporator has to be protected from running dry to avoid local overheating on
evaporator due to missing feed water.
1) Signal; Low/Low (-785 mm from C.L) by 2 out of 3 HP drum level (HAD-90-CL-001/002/003).
2) Actions after time delay of 2 sec;
* HRSG Trip by Fast close of diverter damper.
4.3 IP Drum Level > H.H
The IP drum level is protected against impermissible high water level to avoid water carry over
into the superheater, the main steam line and in an extreme case also into the steam turbine. In
this case temperature shocks with damages to the superheater and main steam line might
occur. Water droplets to the steam turbine might result in mechanical damages to the blades.
EE-01509-006 HRSG System Description.docx Page 80 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
1) Signal; High/High (+230 mm from C.L) by 2 out of 3 IP drum level (HAD-94-CL-001/002/003).
2) Actions after time delay of 2 sec;
* HRSG Trip by Fast close of diverter damper.
* Close IP feedwater stop valves (LAB-94-AA-001/002).
* Trip HP/IP feedwater pumps, if the IP feedwater stop valves (LAB-94-AA-001/002) is not
closed within 50 seconds.
4.4 IP Drum Level < L.L
The IP evaporator has to be protected from running dry to avoid local overheating on evaporator
due to missing feed water.
1) Signal; Low/Low (-630 mm from C.L) by 2 out of 3 IP drum level (HAD-94-CL-001/002/003).
2) Actions after time delay of 2 sec;
* HRSG Trip by Fast close of diverter damper.
4.5 LP Drum Level > H.H
The LP drum level is protected against impermissible high water level to avoid water carry over
into the superheater, the main steam line and in an extreme case also into the steam turbine. In
this case temperature shocks with damages to the superheater and main steam line might
occur. Water droplets to the steam turbine might result in mechanical damages to the blades.
1) Signal; High/High (+725 mm from C.L) by 2 out of 3 LP drum level (HAD-97-CL-001/002/003).
2) Actions after time delay of 2 sec;
* HRSG Trip by Fast close of diverter damper.
* Close condensate stop valves (LCA-90-AA-001).
* Trip Condensate pumps, if the condensate stop valves (LCA-90-AA-001) is not closed within
50 seconds.
4.6 LP Drum Level < L.L
The LP evaporator has to be protected from running dry to avoid local overheating on
evaporator due to missing feed water. The feedwater pumps also have to be protected from
cavitations in case of extreme low level of LP drum.
EE-01509-006 HRSG System Description.docx Page 81 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
1) Signal; Low/Low (-1165 mm from C.L) by 2 out of 3 LP drum level (HAD-97-CL-001/002/003).
2) Actions after time delay of 2 sec;
* HRSG Trip by Fast close of diverter damper.
* Trip HP/IP feedwater pumps.
4.7 HP Steam Temperature > H.H
In case of failure of the HP desuperheater steam temperature control, the HRSG has to be
protected to avoid impermissible high temp.
1) Signal; High/High (582 deg.C) by 2 out of 3 HP steam temperature (LBA-90-CT-001/002/003)
2) Actions after time delay of 60 sec;
* HRSG Trip by Fast close of diverter damper.
4.8 Hot Reheat Steam Temperature > H.H
In case of failure of the Reheater desuperheater steam temperature control, the HRSG has to
be protected to avoid impermissible high temp.
1) Signal; High/High (581 deg.C) by 2 out of 3 RH steam temperature (LBB-90-CT-001/002/003)
2) Actions after time delay of 60 sec;
* HRSG Trip by Fast close of diverter damper.
4.9 HRSG Inlet Duct Temperature > H.H
The HRSG inlet duct has to be protected against impermissible high exhaust gas temperature.
1) Signal; High/High (659 deg.C) by 2 out of 3 Gas temperature (HNA-90-CT-001/002/003)
2) Actions after time delay of 120 sec;
* HRSG Trip by Fast close of diverter damper.
EE-01509-006 HRSG System Description.docx Page 82 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
4.10 HRSG Stack Closure Damper Failure
In case of failure of the HRSG stack damper, the HRSG has to be protected to avoid HRSG
duct or HRSG wall over pressurization or rupture caused by closure of the stack damper.
1) Signal; Two out of three open limit switches (HNE-90-CG-081/082/083) do not indicate the
stack damper fully open.
2) Actions;
* HRSG Trip by Fast close of diverter damper.
4.11 All HP/IP Feedwater Pumps OFF
In case of failure of all HP/IP feedwater pumps, the HRSG (HP and IP Drum) has to be
protected to avoid missing feedwater.
1) Signal; by logic.
2) Actions after time delay of 60 sec;
* HRSG Trip by Fast close of diverter damper.
4.12 All Condensate Extraction Pumps OFF
In case of failure of all condensate extraction pumps, the HRSG (LP Drum) has to be protected
to avoid missing condensate.
1) Signal; by logic.
2) Actions after time delay of 60 sec;
* HRSG Trip by Fast close of diverter damper.
4.13 Gas Turbine Trip
In case of a GT trip, the HRSG has also to be tripped to avoid cooling of HRSG by running
down GT.
1) Signal; by logic
2) Actions;
* HRSG Trip by Fast close of the diverter damper.
EE-01509-006 HRSG System Description.docx Page 83 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
4.14 HRSG Trip Command from C.C.R
HRSG shall be tripped when trip command from C.C.R. decided by the operator.
1) Signal; by logic
2) Actions;
* HRSG Trip by Fast close of the diverter damper.
4.15 HRSG Trip and Diverter damper Not Closed
In case that the diverter damper is not closed within required time, the GT shall be tripped.
1) Signal; by logic
(The diverter damper is not closed within 20 seconds after HRSG trip initiated).
2) Actions;
* HRSG Trip by the GT trip
4.16 Steam bypass system trip and bypass operation required
In this case the produced HRSG steam cannot be routed completely to the condenser. To avoid
steam pressure increase and blowing of the safety valves, the HRSG has to be protected.
1) Signal; by logic.
2) Actions;
* HRSG Trip by Fast close of the diverter damper.
4.17 CW (Circulation Water) System Trip
In this case the produced HRSG steam cannot be routed completely to the condenser due to
the lack of condenser vacuum. To avoid steam pressure increase and blowing of the safety
valves, the HRSG has to be protected.
1) Signal; by logic.
2) Actions;
* HRSG Trip by Fast close of the diverter damper.
EE-01509-006 HRSG System Description.docx Page 84 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
5 Alarm and Set Point List
Item. Service
Tag.No. Set Point Required Action
No. Description
1 HNA-90-CT- HRSG inlet duct ≥ 659 deg.C * Alarm H,H
001/002/003 Gas Temperaure * HRSG Trip (Time delay 120 sec).
≥ 655 deg.C * Alarm H
* Gas Turbine Run Back until alarm
disappeared.
2 LAB-90-CP-001 HP Econ. Pressure ≥ 210 barg * Alarm H
* Econ. Safety valve Set Pressure.
3 HAD-90-CL- HP drum level ≥ + 230mm * Alarm H,H
001/002/003 From Center Line * HRSG Trip (Time delay 2 sec).
* Protective close F.W stop MOV
(LAB-90-AA-001/002).
* HP/IP F.W pumps Trip, if F.W stop
MOV is not closed within 50 seconds.
≥ + 180mm * Alarm H
From Center Line * Open set point of HP IBD MOV
(HAD-91-AA-001) for Normal
operation.
= 0mm * Normal Water Level.
From Center Line * Open set point of HP IBD MOV
(HAD-91-AA-001) for start up
operation.
= - 200mm * High Start up Water Level, when
From Center Line Drum Press > 40 barg.
= - 550mm * Low Start up Water Level, when
From Center Line Drum Press < 40 barg.
≤ - 685mm * Alarm L.
From Center Line * Protective close HP CBD MOV
(HAD-91-AA-002) & IBD MOV (HAD-
91-AA-001).
≤ - 785mm * Alarm L,L
From Center Line * HRSG Trip (Time delay 2 sec).
EE-01509-006 HRSG System Description.docx Page 85 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Item. Service
Tag.No. Set Point Required Action
No. Description
HAD-90-CT-001 Wall differential ≥ 50 deg.C * Alarm H.
4 Vs temperature at HP * limiting GT load change during load
HAD-90-CT-002 Drum lower side. change.
HAD-90-CT-003 Wall differential ≥ 50 deg.C * Alarm H.
5 Vs temperature at HP * limiting GT load change during load
HAD-90-CT-004 Drum upper side. change.
6 HAD-90-CP- HP drum pressure ≥ 153 barg * Alarm H.
001/002/003 * Drum Safety valve Set Pressure.
HAH-90-CT-008 ≥ 40 deg.C * Alarm H.
Vs * limiting GT load change during load
HAH-90-CT-009. change.
or
HAH-90-CT-010
Vs
HAH-90-CT-011. Wall differential
7 or temperature at HP
HAH-90-CT-012 S.H outlet Header.
Vs
HAH-90-CT-013.
or
HAH-90-CT-014
Vs
HAH-90-CT-015.
8 LBA-90-CT- HP final steam ≥ 582 deg.C * Alarm H.H
001/002/003 temperature * HRSG Trip (Time delay 60 sec).
≥ 575 deg.C * Alarm H.
* Gas Turbine Run Back until alarm
disappeared.
= 567 deg.C * Set Point of HP desuperheater
control
9 LBA-90-CP- HP steam pressure ≥ 146 barg * Alarm H.
001/002/003 * S.H Safety valve Set Pressure.
EE-01509-006 HRSG System Description.docx Page 86 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Item. Service
Tag.No. Set Point Required Action
No. Description
10 LAE-90-CP-101 Strainer Del. ≥ 0.5 bar * Alarm H
Pressure on HP * For strainer blocking warning.
DESH. Spray line
11 LBC-90-CP-001 CRH steam ≥ 42.5 barg * Alarm H.
pressure * CRH Safety valve Set Pressure.
12 LBB-90-CT- RH final steam ≥ 581 deg.C * Alarm H.H
001/002/003 temperature * HRSG Trip (Time delay 60 sec).
≥ 574 deg.C * Alarm H.
* Gas Turbine Run Back until alarm
disappeared.
= 566 deg.C * Set Point of RH desuperheater
control
13 LBB-90-CP- Hot RH steam ≥ 40.5 barg * Alarm H.
001/002/003 pressure * HRH Safety valve Set Pressure.
≥ 39.5 barg * Set point of RH start up vent PCV
control (LBB-90-AA-081)
≥ 39 barg * Open Set point of RH start up vent
isolation MOV (LBB-90-AA-001)
14 LAF-90-CP-101 Strainer Del. ≥ 0.5 bar * Alarm H
Pressure on RH * For strainer blocking warning.
DESH. Spray line
15 LAB-94-CP-001 IP Econ. Pressure ≥ 75 barg * Alarm H
* Econ. Safety valve Set Pressure.
16 HAD-94-CL- IP drum level ≥ + 230mm * Alarm H,H
001/002/003 From Center Line * HRSG Trip (Time delay 2 sec).
* Protective close F.W stop MOV
(LAB-94-AA-001/002).
* HP/IP F.W pumps Trip, if F.W stop
MOV is not closed within 50 seconds.
EE-01509-006 HRSG System Description.docx Page 87 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Item. Service
Tag.No. Set Point Required Action
No. Description
≥ + 180mm * Alarm H
From Center Line * Open set point of IP IBD MOV
(HAD-95-AA-001) for Normal
operation.
= 0mm * Normal Water Level.
From Center Line * Open set point of IP IBD MOV
(HAD-95-AA-001) for start up
operation.
= - 200mm * High Start up Water Level, when
From Center Line Drum Press > 10 barg.
= - 450mm * Low Start up Water Level, when
From Center Line Drum Press < 10 barg.
≤ - 530mm * Alarm L.
From Center Line * Protective close IP CBD MOV
(HAD-95-AA-002) & IBD MOV (HAD-
95-AA-001).
≤ - 630mm * Alarm L,L
From Center Line * HRSG Trip (Time delay 2 sec).
17 HAD-94-CP- IP drum pressure ≥ 45 barg * Alarm H.
001/002/003 * Drum Safety valve Set Pressure.
18 LBA-95-CP- IP steam pressure ≥ 43 barg * Alarm H.
001/002 * S.H Safety valve Set Pressure.
19 LCA-90-CP-101 CPH Pressure ≥ 40 barg * Alarm H.
* C.P.H Safety valve Set Pressure.
20 LCA-92-CP-101 Strainer Del. ≥ 0.1 bar * Alarm H
Pressure on CPH * For strainer blocking warning.
Recirculation Pump
21 LCA-93-CP-101 Strainer Del. ≥ 0.1 bar * Alarm H
Pressure on CPH * For strainer blocking warning.
Recirculation Pump
EE-01509-006 HRSG System Description.docx Page 88 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Item. Service
Tag.No. Set Point Required Action
No. Description
22 LCA-90-CT- CPH inlet = 70 deg.C * Set Point of CPH recirculaiton temp.
003/004 Temperature control
≤ 67 deg.C * Alarm L
23 LCA-94-CF- CPH Recirculation ≥ 330,000 kg/hr * Alarm H.H
001/002 flow * Stop the operation pump.
≥ 300,000 kg/hr * Alarm H.
* Limit further opening of TCV(LCA-
94-AA-081).
≤ 65,000 kg/hr * Alarm L.
* Limit further closing of TCV(LCA-94-
AA-081).
≤ 60,000 kg/hr * Alarm L.L
* Stop the operation pump.
24 HAD-97-CL- LP drum level ≥ + 725mm * Alarm H,H
001/002/003 From Center Line * HRSG Trip (Time delay 2 sec).
* Protective close Condensate stop
MOV (LCA-90-AA-001).
* Condensate extraction pumps Trip,
if Condensate stop MOV is not closed
within 50 seconds.
≥ + 680mm * Alarm H
From Center Line * Open set point of LP IBD MOV
(HAD-98-AA-001) for Normal
operation.
= + 500mm * Normal Water Level.
From Center Line * Open set point of LP IBD MOV
(HAD-98-AA-001) for start up
operation.
= + 300mm * High Start up Water Level, when
From Center Line Drum Press > 2 barg.
= - 100mm * Low Start up Water Level, when
From Center Line Drum Press < 2 barg.
EE-01509-006 HRSG System Description.docx Page 89 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
Item. Service
Tag.No. Set Point Required Action
No. Description
≤ - 1065mm * Alarm L.
From Center Line * Protective close LP IBD MOV (HAD-
98-AA-001).
≤ - 1165mm * Alarm L,L
From Center Line * HRSG Trip (Time delay 2 sec).
* HP/IP feedwater pumps Trip.
25 HAD-97-CP- LP drum pressure ≥ 10 barg * Alarm H.
001/002/003 * Drum Safety valve Set Pressure.
≥ 7 barg * Protective close pegging stop MOV
(LBA-96-AA-001).
= 3 barg * Set Point of LP Drum pegging
control
26 LBD-90-CP- LP steam pressure ≥ 9 barg * Alarm H.
001/002/003 * S.H Safety valve Set Pressure.
≥ 8 barg * Set point of LP start up vent PCV control
(LBD-90-AA-081)
≥ 7.5 barg * Open Set point of LP start up vent
isolation MOV (LBD-90-AA-001)
EE-01509-006 HRSG System Description.docx Page 90 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
6 HRSG Water Chemistry Requirements
The main objectives of water chemistry control are to insure the long term integrity of the
materials of construction and the successful operation of the water & steam cycle. The particular
types of chemical treatment may vary depending on many factors such as the variety of
materials, operating conditions, system design, etc.
These guidelines are generally in accordance with published guidelines from EPRI, VGB, ASME,
as well as ABMA (American Boiler Manufacturers Association).
- Demineralized Water (at Demineralizer Water Plant Outlet)
Target (See table for Maximum Annual Exposure to
Contaminant Conditions and Action Level Criteria)
Parameter Unit Normal
Specific conductivity μS/cm < 0.2
Silica as SiO2 ppb < 20
Sodium + Potassium as Na+K ppb < 10
Iron as Fe ppb < 20
Copper as Cu ppb < 3
TOC ppb < 300
- Condensate (at Condensate Pump Discharge)
Target (See table for Maximum Annual Exposure to
Contaminant Conditions and Action Level Criteria)
Parameter Unit Normal Level 1 Level 2 Level 3
Cation Conductivity μS/cm < 0.2 < 0.4 < 0.8 > 0.8
pH-value - 9.0 - 9.6 - - -
Silica as SiO2 ppb < 20 > 20 - -
Iron as Fe ppb < 20 > 20 - -
Sodium as Na ppb < 10 < 20 < 40 >40
Copper as Cu ppb <3 >3 - -
Oxigen ppb < 10 < 20 > 20 -
EE-01509-006 HRSG System Description.docx Page 91 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
- Feedwater (at Feedwater pump Discharge)
Target (See table for Maximum Annual Exposure to
Contaminant Conditions and Action Level Criteria)
Parameter Unit Normal Level 1 Level 2 Level 3
Cation Conductivity μS/cm < 0.2 < 0.4 < 0.8 > 0.8
pH-value - 9.0 - 9.6 - - -
Silica as SiO2 ppb < 20 > 20 - -
Iron as Fe ppb < 20 > 20 - -
Sodium as Na ppb < 10 < 15 < 30 >30
Copper as Cu ppb <3 >3 - -
Oxigen ppb < 10 < 15 < 20 >20
- Boiler Water (HP, IP and LP Drum)
Note: These guidelines do not apply to the Low Pressure (LP) drum because LP drum acts as
a feedwater tank. In such a case, the feedwater guidelines are applicable to the LP boilerwater.
Target (See table for Maximum Annual Exposure to
Contaminant Conditions and Action Level Criteria)
Parameter Unit Normal Level 1 Level 2 Level 3 Immediate
shutdown
Specific Conductivity (HP drum) μS/cm < 40 < 50 > 50 - -
Cation Conductivity (HP drum) μS/cm < 30 < 40 > 40 - -
pH-value (HP drum) - 9.1 - 9.6 - - - <8
Silica as SiO2 (HP drum) ppm < 0.6 < 1.2 < 2.4 > 2.4 -
Phosphate as PO4 (HP drum) ppm <6 <8 < 15 > 15 -
Specific Conductivity (IP drum) μS/cm < 50 < 60 > 60 - -
Cation Conductivity (IP drum) μS/cm < 40 < 50 > 50 - -
pH-value (IP drum) - 9.1 - 9.6 - - - <8
Silica as SiO2 (IP drum) ppm <7 < 10 < 20 > 20 -
Phosphate as PO4 (IP drum) ppm <6 <8 < 15 > 15 -
EE-01509-006 HRSG System Description.docx Page 92 of 93
QURAYYAH COMBINED
CYCLE PLANT
HRSG System Description
DOC.NO. EE-01509
- Maximum Annual Exposure to Contaminant Conditions and Action Level Criteria
Targets Cumulative Hours per Year Action Level Criteria
Base Load Cycling
Normal - - Values are consistent with long-term reliability.
Action Level 1 336 (2 weeks) 672 (4 weeks) There is a potential for the accumulation of
contaminants and corrosion. Return values to
normal levels within 1 week.
Action Level 2 48 (2 days) 96 (4 days) The accumulation of impurities an corrosion will
occur. Return values to normal levels within 24
hours.
Action Level 3 8 16 Experience indicates that rapid corrosion could
occur, which can be avoided by shutdown of the
unit within 4 hours.
Immediate 1 2 There is clear evidence of rapid boiler tube
shutdown damage by low boiler water pH. Immediate
shutdown of the unit is required to avoid such
damage.
EE-01509-006 HRSG System Description.docx Page 93 of 93
You might also like
- Thermal Engineering I Full Book FinalDocument175 pagesThermal Engineering I Full Book FinalKumar SubramanianNo ratings yet
- Heat Recovery Steam Generator - Wiki - Odesie by Tech TransferDocument16 pagesHeat Recovery Steam Generator - Wiki - Odesie by Tech Transferkriziameiahn100% (1)
- M3013-E Micropack 15 User ManuelDocument54 pagesM3013-E Micropack 15 User ManuelhaizammNo ratings yet
- HRSG PDFDocument248 pagesHRSG PDFHema Nandh100% (1)
- 00 Ta - S 41 002 001Document136 pages00 Ta - S 41 002 001BALACHITRA100% (1)
- 1004 E GD 0010 X Electrical Load ListDocument7 pages1004 E GD 0010 X Electrical Load Listcherif yahyaoui100% (1)
- 77.tec-Saukem-Loi003-E01-092 V1 R2Document13 pages77.tec-Saukem-Loi003-E01-092 V1 R2Purushothaman SeenuNo ratings yet
- 6 MW Plant On Rice-HuskDocument23 pages6 MW Plant On Rice-HuskAamirMalikNo ratings yet
- Surface Pressure Distribution Over A CylinderDocument5 pagesSurface Pressure Distribution Over A CylinderHari Manoj Ram GandrothuNo ratings yet
- Process Control and Instrumentation For BoilerDocument76 pagesProcess Control and Instrumentation For BoilertuyencntnNo ratings yet
- P&ID Process Gas System PDFDocument2 pagesP&ID Process Gas System PDFmuieed siddiquiNo ratings yet
- CCPP Plant Operating Procedures PDFDocument123 pagesCCPP Plant Operating Procedures PDFReda Nari100% (1)
- PB02-STG-001 Steam Turbine System (A10-P-2001)Document1 pagePB02-STG-001 Steam Turbine System (A10-P-2001)zhangNo ratings yet
- A10 A Pid Va 718768 206Document1 pageA10 A Pid Va 718768 206zhangNo ratings yet
- Qurayyah Combined Cycle Power Plant - SATDocument10 pagesQurayyah Combined Cycle Power Plant - SATrenjithv_4100% (1)
- Turbine Control SystemDocument8 pagesTurbine Control SystemZakariya50% (2)
- Voltage RegulatorDocument11 pagesVoltage Regulatorfatank04100% (1)
- 00 Eg - GTC 003Document94 pages00 Eg - GTC 003SARAVANANo ratings yet
- SATIP-ME-2002 HRSG Installation Rev 5Document6 pagesSATIP-ME-2002 HRSG Installation Rev 5zhang100% (1)
- P&ID CondensationDocument4 pagesP&ID CondensationdnbinhNo ratings yet
- ENQUIRY SPEC OF TURBINES Rev Compressed PDFDocument184 pagesENQUIRY SPEC OF TURBINES Rev Compressed PDFumeshNo ratings yet
- DPR Power PlantDocument22 pagesDPR Power PlantSandip Ray100% (1)
- Tech Diary - Ii PDFDocument155 pagesTech Diary - Ii PDFS P SINGHNo ratings yet
- MIF II Instruction ManualDocument245 pagesMIF II Instruction Manualmikaellasy100% (1)
- 000-Performance Test Procedure (General)Document10 pages000-Performance Test Procedure (General)K R Kumar RanjanNo ratings yet
- Thermax HRSGDocument12 pagesThermax HRSGrevenk100% (1)
- Quality Induction ManualDocument79 pagesQuality Induction ManualSamir Zaghlool100% (3)
- BLK-2 I&c MSDDocument958 pagesBLK-2 I&c MSDanbesivam87_49857255No ratings yet
- Transmittal Joseph Thomas: D F Power Systems Pvt. LTDDocument58 pagesTransmittal Joseph Thomas: D F Power Systems Pvt. LTDVinod MahajanNo ratings yet
- Heat Recovery Steam Generators Optimized For Any ApplicationDocument7 pagesHeat Recovery Steam Generators Optimized For Any ApplicationKVVNo ratings yet
- DBR 300 MW PDFDocument78 pagesDBR 300 MW PDFcynaiduNo ratings yet
- Shuaiba North HRSG ManualDocument91 pagesShuaiba North HRSG Manualmartinp17171100% (7)
- 2 X 660MW NCC POWER PROJECT VALVE SCHEDULEDocument53 pages2 X 660MW NCC POWER PROJECT VALVE SCHEDULEkkumar_717405No ratings yet
- CCPP Plant Operating ProceduresDocument123 pagesCCPP Plant Operating Proceduressprotkar100% (5)
- MC-ST-I-31-F00100 - 2 (Inst Flow Diagram - Loop Diagram)Document59 pagesMC-ST-I-31-F00100 - 2 (Inst Flow Diagram - Loop Diagram)Zillur RahmanNo ratings yet
- Qurayyah CCPP Block Load Control DocDocument20 pagesQurayyah CCPP Block Load Control Docanbesivam87No ratings yet
- Operation Philosophy of 209HA CCPP BhikkiDocument34 pagesOperation Philosophy of 209HA CCPP BhikkiMunibNo ratings yet
- STG SiemensDocument2 pagesSTG SiemensjoncperezNo ratings yet
- JO003-10-MA - MDD-DSP-001 P&ID Steam WaterDocument1 pageJO003-10-MA - MDD-DSP-001 P&ID Steam WaterHasan MustafaNo ratings yet
- Combined CycleDocument482 pagesCombined CycleEu Aumentado100% (1)
- How To Start Combined Cycle Power PlantDocument37 pagesHow To Start Combined Cycle Power PlantBv Rao100% (1)
- Instruction Manual: GEA Mechanical EquipmentDocument216 pagesInstruction Manual: GEA Mechanical EquipmentSamir ZaghloolNo ratings yet
- Contoh CCPP Plant Operating Manual ProceduresDocument163 pagesContoh CCPP Plant Operating Manual ProceduresDwi Mulyanti Dwimulyantishop100% (1)
- PP10CC 00 6LBB Yr Abc 001 PDFDocument26 pagesPP10CC 00 6LBB Yr Abc 001 PDFanbesivam87No ratings yet
- LS-TSZD - QJ005 Turbine Bypass System Commissioning ProcedureDocument24 pagesLS-TSZD - QJ005 Turbine Bypass System Commissioning ProcedureBharath Nadimpalli100% (1)
- Water Hammer Arrestor (Handbook JR Smith) PDFDocument22 pagesWater Hammer Arrestor (Handbook JR Smith) PDFLubyanka100% (1)
- A-K Document OverviewDocument3 pagesA-K Document OverviewHasan MustafaNo ratings yet
- Control Logic Diagram of HRSG: Conversion of Qurayyah Open Cycle Power Plant To Combined Cycle Power Plant Project CDocument65 pagesControl Logic Diagram of HRSG: Conversion of Qurayyah Open Cycle Power Plant To Combined Cycle Power Plant Project CanbarasusivaprakasamNo ratings yet
- LPBFP - Sizing Calculation LP HRSG Feed Pump - Doc PG DC 292 100 d603 - R 1Document8 pagesLPBFP - Sizing Calculation LP HRSG Feed Pump - Doc PG DC 292 100 d603 - R 1anbesivam87_49857255No ratings yet
- HRSGDocument13 pagesHRSGMohit Tyagi100% (1)
- T07073-LBH-SY-M001 Rev.A PDFDocument43 pagesT07073-LBH-SY-M001 Rev.A PDFRanjanaWajeNo ratings yet
- Turbine Start UpDocument42 pagesTurbine Start Upminhhoang091100% (1)
- Aux Steam Ee 00100 Axs 002Document15 pagesAux Steam Ee 00100 Axs 002anbarasusivaprakasam100% (1)
- Advances in Thermal Design of Heat Ex ChangersDocument530 pagesAdvances in Thermal Design of Heat Ex ChangersBabbare Voltaire100% (3)
- HRSG references overviewDocument24 pagesHRSG references overviewthanhtbk2000No ratings yet
- RTR RHSG Start-Up Time Chart (Cold Start-Up)Document8 pagesRTR RHSG Start-Up Time Chart (Cold Start-Up)Sarah FrazierNo ratings yet
- T219AB-384A9554 Rev E Deaerating Condenser Functional SpecificationDocument6 pagesT219AB-384A9554 Rev E Deaerating Condenser Functional SpecificationvankayalasuryaNo ratings yet
- Engineering Progress Report for Tanjung Uncang 100-120 MW Power PlantDocument11 pagesEngineering Progress Report for Tanjung Uncang 100-120 MW Power PlantDwi Mulyanti DwimulyantishopNo ratings yet
- Fs 4041 TG Package, Rev-0Document88 pagesFs 4041 TG Package, Rev-0Othman RejabNo ratings yet
- Project Specification: Saudi Arabian Oil CompanyDocument5 pagesProject Specification: Saudi Arabian Oil CompanyzhangNo ratings yet
- KG - 008 Write Up For Steam Blowing Scheme For Khargone Units PDFDocument92 pagesKG - 008 Write Up For Steam Blowing Scheme For Khargone Units PDFHimanshu ChaturvediNo ratings yet
- SEC A Bekasi Design SpecDocument20 pagesSEC A Bekasi Design Speccharleselitb92No ratings yet
- 003-Auxiliary Power Consumption PGT ProcedureDocument9 pages003-Auxiliary Power Consumption PGT ProcedureK R Kumar RanjanNo ratings yet
- N2 Gas Bottle Outline DrawingDocument2 pagesN2 Gas Bottle Outline DrawingMathivanan AnbazhaganNo ratings yet
- Shop Test InspectionDocument1 pageShop Test InspectionMathivanan AnbazhaganNo ratings yet
- (Mech) Gland Steam SystemDocument7 pages(Mech) Gland Steam SystemThanh Son100% (1)
- Attachment#6 Burner SystemDocument3 pagesAttachment#6 Burner SystemzhangNo ratings yet
- SH1 Dhi P1PCB M M01 Pid 5325Document1 pageSH1 Dhi P1PCB M M01 Pid 5325Thanh SonNo ratings yet
- Aalborg Industries Selected Boiler ReferencesDocument16 pagesAalborg Industries Selected Boiler ReferencesagusaryasNo ratings yet
- Properties of Gases, Vapors, Liquids and Solids: Nitin GoelDocument12 pagesProperties of Gases, Vapors, Liquids and Solids: Nitin GoelSamir ZaghloolNo ratings yet
- c005 PDFDocument10 pagesc005 PDFSamir ZaghloolNo ratings yet
- Q 2007 by Taylor & Francis Group, LLCDocument18 pagesQ 2007 by Taylor & Francis Group, LLCSamir ZaghloolNo ratings yet
- 2Document26 pages2Samir ZaghloolNo ratings yet
- Ultimate Analysis of Biomass Fuels: Nitin GoelDocument2 pagesUltimate Analysis of Biomass Fuels: Nitin GoelSamir ZaghloolNo ratings yet
- Nuclear Resources: 4.1 The Nuclear Fuel CycleDocument4 pagesNuclear Resources: 4.1 The Nuclear Fuel CycleSamir ZaghloolNo ratings yet
- ,MNLOHOHOLDocument10 pages,MNLOHOHOLRenjith GopinathNo ratings yet
- Transportation: University of South FloridaDocument12 pagesTransportation: University of South FloridaSamir ZaghloolNo ratings yet
- The International System of Units, Fundamental Constants, and Conversion FactorsDocument4 pagesThe International System of Units, Fundamental Constants, and Conversion FactorsSamir ZaghloolNo ratings yet
- A002 PDFDocument22 pagesA002 PDFPribowo AnglingNo ratings yet
- Hvac System 10052-9-V18-Mah0-00071Document229 pagesHvac System 10052-9-V18-Mah0-00071Samir ZaghloolNo ratings yet
- Sha80m - M66MM100 ADocument569 pagesSha80m - M66MM100 ASamir ZaghloolNo ratings yet
- Sha80m - M45MM100 ADocument545 pagesSha80m - M45MM100 ASamir ZaghloolNo ratings yet
- Shoaiba Steam Power Plant Stage III Equipment ListDocument130 pagesShoaiba Steam Power Plant Stage III Equipment ListSamir ZaghloolNo ratings yet
- 01.EHS Elevator IL Course Material UpdatedDocument87 pages01.EHS Elevator IL Course Material UpdatedSamir ZaghloolNo ratings yet
- Sheet 4 Problems 7 8 9Document18 pagesSheet 4 Problems 7 8 9Samir ZaghloolNo ratings yet
- 0 - Sha 14 M - B15 DL 006 ADocument2 pages0 - Sha 14 M - B15 DL 006 ASamir ZaghloolNo ratings yet
- 7-Performance Test For Auxiliary C.W.pumpsDocument2 pages7-Performance Test For Auxiliary C.W.pumpsSamir ZaghloolNo ratings yet
- 8-Technical Specifications For Coatings & Paintings.Document17 pages8-Technical Specifications For Coatings & Paintings.Samir ZaghloolNo ratings yet
- Lessons in Electric Circuits Volume 1 DCDocument548 pagesLessons in Electric Circuits Volume 1 DCIssues that Matter MostNo ratings yet
- Hydro StaticDocument8 pagesHydro StaticSamir ZaghloolNo ratings yet
- 6-Data Sheet of Coupling For C.C.W Pumps.Document2 pages6-Data Sheet of Coupling For C.C.W Pumps.Samir ZaghloolNo ratings yet
- Sha 14 M Laa - Oi 001 ADocument79 pagesSha 14 M Laa - Oi 001 ASamir ZaghloolNo ratings yet
- Sha 14 M - C05 MM 100 ADocument361 pagesSha 14 M - C05 MM 100 ASamir ZaghloolNo ratings yet
- SHA80M - D10CD002 Rev.cDocument140 pagesSHA80M - D10CD002 Rev.cSamir ZaghloolNo ratings yet
- Exercise 15 DynamicsDocument20 pagesExercise 15 DynamicsSamir ZaghloolNo ratings yet
- Solar TimeDocument28 pagesSolar TimeArdi KotoNo ratings yet
- Green House Cau-Wps OfficeDocument19 pagesGreen House Cau-Wps Officecherish calachanNo ratings yet
- Basic ElexDocument160 pagesBasic ElexUmashankar VermaNo ratings yet
- NIPPON STEEL TECHNICAL REPORT No. 104 AUGUST 2013Document5 pagesNIPPON STEEL TECHNICAL REPORT No. 104 AUGUST 2013FredNo ratings yet
- Rock Eval 6Document24 pagesRock Eval 6Mukul GoyalNo ratings yet
- Greenhouse Gas Reduction Strategy 2020 2022Document2 pagesGreenhouse Gas Reduction Strategy 2020 2022te fannyNo ratings yet
- GE Zenith Automatic Transfer SwitchesDocument22 pagesGE Zenith Automatic Transfer SwitchesHai Nguyễn Quang100% (1)
- Seltzer Reaction Rates PDFDocument11 pagesSeltzer Reaction Rates PDFNahum CortezzoNo ratings yet
- Colorful Convection CurrentsDocument2 pagesColorful Convection CurrentsJustin LoredoNo ratings yet
- Ee/Econ 458 PF Equations: J. MccalleyDocument34 pagesEe/Econ 458 PF Equations: J. Mccalleykaren dejoNo ratings yet
- Bosch Filtertype Smokemeter EFAW65B PDFDocument4 pagesBosch Filtertype Smokemeter EFAW65B PDFMuhammad JawadNo ratings yet
- 1-2 Internal Combustion Power PlantDocument19 pages1-2 Internal Combustion Power PlantGeethika NayanaprabhaNo ratings yet
- Mech370 S07 L1Document48 pagesMech370 S07 L1insolacNo ratings yet
- TNEB 110KV Incomer-I TNEB 110KV Incomer-IIDocument14 pagesTNEB 110KV Incomer-I TNEB 110KV Incomer-IINKNo ratings yet
- Universal Service Pump Type Au V - Gear Size 47Document2 pagesUniversal Service Pump Type Au V - Gear Size 47mochammad RezaNo ratings yet
- Cyberview SB Corporate PresentationDocument11 pagesCyberview SB Corporate PresentationVaniesa EdwardNo ratings yet
- GE MARC Projector Lamp Bulletin 1978Document2 pagesGE MARC Projector Lamp Bulletin 1978Alan MastersNo ratings yet
- Transmission Poles/Towers Audit Form: Electrical Power Transmission (EE-352)Document7 pagesTransmission Poles/Towers Audit Form: Electrical Power Transmission (EE-352)akif amirNo ratings yet
- PGT43C Product Sheet Pegasus A4 2016Document1 pagePGT43C Product Sheet Pegasus A4 2016unduhNo ratings yet
- FICCI India Office Repurposed To Scaleup ReportDocument17 pagesFICCI India Office Repurposed To Scaleup ReportRitesh KurarNo ratings yet
- B E MechDocument45 pagesB E MechRAMESHKUMAR.S MCE-LECT/MECHNo ratings yet
- AmpsentryDocument6 pagesAmpsentryMarcos C.No ratings yet
- General Procedure For Steam Blowing of Steam SystemDocument9 pagesGeneral Procedure For Steam Blowing of Steam SystemBalasubramanian CNo ratings yet
- Ultrasonic Waves: 1. Production of UltrasonicsDocument7 pagesUltrasonic Waves: 1. Production of UltrasonicsAmit KumarNo ratings yet