You might also like
- PA-CATTM Measures Metal Loss at Pipe Supports Using Phased ArrayDocument12 pagesPA-CATTM Measures Metal Loss at Pipe Supports Using Phased ArrayPetrNo ratings yet
- ECTDocument17 pagesECTvikramNo ratings yet
- IRISDocument67 pagesIRISArinze7No ratings yet
- IRTS NDT in Service Corrosion Mapping Procedure Revision 1Document11 pagesIRTS NDT in Service Corrosion Mapping Procedure Revision 1PeterNo ratings yet
- CN-11-Section 11 Teletest Functional Tests and Troubleshooting Rev0.1Document18 pagesCN-11-Section 11 Teletest Functional Tests and Troubleshooting Rev0.1Tĩnh Hồ TrungNo ratings yet
- Silverwing Scorpion2 Swift Robotic Tank Shell Inspection 1 01 PDFDocument4 pagesSilverwing Scorpion2 Swift Robotic Tank Shell Inspection 1 01 PDFBladimir OviedoNo ratings yet
- Ipc2022-87151 Advanced Non-Destructive Methods For Defect Characterization UnderDocument7 pagesIpc2022-87151 Advanced Non-Destructive Methods For Defect Characterization UnderOswaldo MontenegroNo ratings yet
- Al-Iris E-25a-02-003 PDFDocument12 pagesAl-Iris E-25a-02-003 PDFHao TranNo ratings yet
- CMAP Reporting - Operating ManualDocument46 pagesCMAP Reporting - Operating ManualJesus E ContrerasNo ratings yet
- Sims Tank Inspection SoftwareDocument4 pagesSims Tank Inspection SoftwareWilmer CarrascoNo ratings yet
- ANDT InspectionsDocument98 pagesANDT InspectionsHerris SimamoraNo ratings yet
- IRIS SetupDocument32 pagesIRIS SetupAqib AliNo ratings yet
- ACFM® & TSC Products OverviewDocument27 pagesACFM® & TSC Products OverviewStu SutcliffeNo ratings yet
- CN-5-Section 5 Introduction To The Teletest Software Rev0.1Document34 pagesCN-5-Section 5 Introduction To The Teletest Software Rev0.1Tĩnh Hồ TrungNo ratings yet
- Phased Array Probes Application MatrixDocument1 pagePhased Array Probes Application MatrixFethi BELOUISNo ratings yet
- Corrosion & Erosion: Inspection Solutions For Detection, Sizing & MonitoringDocument15 pagesCorrosion & Erosion: Inspection Solutions For Detection, Sizing & MonitoringMohd Azrul AzmanNo ratings yet
- Automated Robotic InspectionDocument6 pagesAutomated Robotic Inspectionprakush01975225403No ratings yet
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaNo ratings yet
- Level IiiDocument3 pagesLevel IiiMangalraj MadasamyNo ratings yet
- IRTS Pulsed Eddy Current Testing Work ProcedureDocument10 pagesIRTS Pulsed Eddy Current Testing Work ProcedurePeterNo ratings yet
- Rms Auto Ut Corrosion Mapping PDFDocument6 pagesRms Auto Ut Corrosion Mapping PDFSangeeth Kavil PNo ratings yet
- IrisDocument16 pagesIrisvibinkumarsNo ratings yet
- Proc. For Radiographic Profile Thk. MeasurementDocument7 pagesProc. For Radiographic Profile Thk. MeasurementSergey KichenkoNo ratings yet
- NDT in Canada 2017 Olivier LavoieDocument20 pagesNDT in Canada 2017 Olivier LavoieChandrashekhar ThiramdasuNo ratings yet
- Omniscan Setup - Basic SetupDocument29 pagesOmniscan Setup - Basic SetupcarlosNo ratings yet
- Corrosion Mapping Solutions EddyfiDocument4 pagesCorrosion Mapping Solutions EddyfiTHIRU.SNo ratings yet
- Advances in Tube Testing 2008Document39 pagesAdvances in Tube Testing 2008AhmedA.HassanNo ratings yet
- Si EvertDocument4 pagesSi EvertLaxmikant TiwariNo ratings yet
- Advanced Inspection - Magnetic Flux Leakage (MFL) Tank InspectionDocument2 pagesAdvanced Inspection - Magnetic Flux Leakage (MFL) Tank InspectionVajid MadathilNo ratings yet
- Feritscope FMP30 Measurement of The Ferrite Content in Austenitic and Duplex SteelDocument8 pagesFeritscope FMP30 Measurement of The Ferrite Content in Austenitic and Duplex SteelBiju_PottayilNo ratings yet
- HTHA - Relatório SGS PDFDocument231 pagesHTHA - Relatório SGS PDFlgustavocoelhoNo ratings yet
- Technology - Magnetic Eddy Current MEC Inspection TechniqueDocument12 pagesTechnology - Magnetic Eddy Current MEC Inspection TechniqueCepi Sindang KamulanNo ratings yet
- Plant Integrity BookletDocument79 pagesPlant Integrity Bookletkihal zohirNo ratings yet
- ARTICLE - Remote Visual Inspection Basics (2010)Document3 pagesARTICLE - Remote Visual Inspection Basics (2010)Sangameswaran RamarajNo ratings yet
- HSE - Recommended Practice For MFLDocument108 pagesHSE - Recommended Practice For MFLMoisés MonteiroNo ratings yet
- Electromagnetic Acoustic Transducers (Emats) : Standard Guide ForDocument8 pagesElectromagnetic Acoustic Transducers (Emats) : Standard Guide ForEric GozzerNo ratings yet
- NDT ServicesDocument4 pagesNDT ServicesAdnan RanaNo ratings yet
- DLA Corrosion Probe en 201608 WebDocument2 pagesDLA Corrosion Probe en 201608 WebDennis ChaiNo ratings yet
- Pipescan MFL Pipe InspectionDocument4 pagesPipescan MFL Pipe InspectionRICARDO3454No ratings yet
- Phased Array Ultrasonic Techniques For Detection, Characterization and Sizing of High Temperature Hydrogen AttackDocument11 pagesPhased Array Ultrasonic Techniques For Detection, Characterization and Sizing of High Temperature Hydrogen AttackGetapo Ramin100% (1)
- MFL Tank Cleaning Requirements for InspectionDocument2 pagesMFL Tank Cleaning Requirements for Inspectioncal2_uniNo ratings yet
- Positive Material Identification (Pmi)Document2 pagesPositive Material Identification (Pmi)MurugadossRajendranNo ratings yet
- Fast, Reliable Pipe Scanner Detects CorrosionDocument4 pagesFast, Reliable Pipe Scanner Detects CorrosionJoseph MidouNo ratings yet
- Experienced NDT engineer CVDocument6 pagesExperienced NDT engineer CVTrung Tinh HoNo ratings yet
- 015 Emat Slofec TechniqueDocument9 pages015 Emat Slofec TechniquejasminneeNo ratings yet
- BPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Document32 pagesBPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Agung Prastyo WibowoNo ratings yet
- NDT and IRIS Status RCON SD 2015extractedDocument9 pagesNDT and IRIS Status RCON SD 2015extractedWIZKHALIFA100% (1)
- EMAT CatalogDocument4 pagesEMAT CatalogcanakyuzNo ratings yet
- 10 003591 01EN FlexoFORM User PDFDocument86 pages10 003591 01EN FlexoFORM User PDFSabino LaraNo ratings yet
- IRIS Parts - enDocument2 pagesIRIS Parts - enbenergy84No ratings yet
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocument7 pagesSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNo ratings yet
- 16" MFL-DMR Vers.15.15: ILI Tool Data SheetDocument3 pages16" MFL-DMR Vers.15.15: ILI Tool Data SheetJudo HardiantoNo ratings yet
- Info Sheet Iris Inspection of TubesDocument2 pagesInfo Sheet Iris Inspection of TubesCepi Sindang KamulanNo ratings yet
- Conventional and Phased Array UT Weld Application GuideDocument20 pagesConventional and Phased Array UT Weld Application Guidepokeboy19No ratings yet
- Instruction IRIS Tube Inspection EngDocument47 pagesInstruction IRIS Tube Inspection EngVasilyNo ratings yet
- ECT Inspection Technique: Setup and CalibrationDocument19 pagesECT Inspection Technique: Setup and CalibrationAbhishek DevarajNo ratings yet
- d01c25e978d2f79c771828530390SHIPPING CI PDocument1 paged01c25e978d2f79c771828530390SHIPPING CI PsaminasritnNo ratings yet
- STG2-40 100psi AirCooled 04 11 2016Document1 pageSTG2-40 100psi AirCooled 04 11 2016saminasritnNo ratings yet
- Pip 686aDocument8 pagesPip 686asaminasritn50% (2)
- ERFIFRANCE English Catalog PDFDocument111 pagesERFIFRANCE English Catalog PDFsaminasritnNo ratings yet
- Test Equipment 2 (Accbe) Answer KeyDocument1 pageTest Equipment 2 (Accbe) Answer KeysaminasritnNo ratings yet
- 336 AcDocument172 pages336 AcsaminasritnNo ratings yet
- 2.11 FinalReport MFL-DMR-GEO EXAMPLE PDFDocument19 pages2.11 FinalReport MFL-DMR-GEO EXAMPLE PDFsaminasritnNo ratings yet
- Drawer 75 MM Wall For 2940B Cabinet - 2940B-75: DescriptionDocument1 pageDrawer 75 MM Wall For 2940B Cabinet - 2940B-75: DescriptionsaminasritnNo ratings yet
- VCXT ™ Data Sheet: Debtor in PossessionDocument2 pagesVCXT ™ Data Sheet: Debtor in PossessionsaminasritnNo ratings yet
- Attachement E-Square Catalogue PDFDocument225 pagesAttachement E-Square Catalogue PDFsaminasritnNo ratings yet
- Understanding Major Accident HazardsDocument15 pagesUnderstanding Major Accident HazardssaminasritnNo ratings yet
- Natural Gas Knowledge Series - Laying Natural Gas PipelineDocument15 pagesNatural Gas Knowledge Series - Laying Natural Gas PipelineswordprincesNo ratings yet
- Problems With B16.5 and B16.47 Flange StandardsDocument1 pageProblems With B16.5 and B16.47 Flange StandardsManohar SeetharamNo ratings yet
- 6604 Issue 2 Testing of Insulating JointsDocument5 pages6604 Issue 2 Testing of Insulating Jointssaminasritn100% (1)
- GPT 1-9CasingSpacerManual OCT2013 LR en-NA 21Document2 pagesGPT 1-9CasingSpacerManual OCT2013 LR en-NA 21saminasritnNo ratings yet
- Paper20508 5121Document5 pagesPaper20508 5121saminasritnNo ratings yet
- Commissionning of Atlantic LNG Plant-PassingthebatonDocument12 pagesCommissionning of Atlantic LNG Plant-Passingthebatonsaminasritn100% (1)
- Energies 05 03892Document16 pagesEnergies 05 03892Daodu Olugbenga OlusegunNo ratings yet
- Integration of Major Liquefaction Units Within Existing Import TerminalsDocument8 pagesIntegration of Major Liquefaction Units Within Existing Import TerminalshortalemosNo ratings yet
- EE37 PPR ET 1919 0032 Rev 1 - Drying - Purge ProcedureDocument7 pagesEE37 PPR ET 1919 0032 Rev 1 - Drying - Purge ProceduresaminasritnNo ratings yet
- Offshore LNG Loading Problem SolvedDocument13 pagesOffshore LNG Loading Problem SolvedpriyoNo ratings yet
- Operation LNG TankDocument4 pagesOperation LNG TankpramodtryNo ratings yet
- PE Pipe Joining Procedures PDFDocument31 pagesPE Pipe Joining Procedures PDFymessaoudNo ratings yet
- Measuring Equipment Calibration Project InstructionsDocument3 pagesMeasuring Equipment Calibration Project InstructionssaminasritnNo ratings yet
- Typrical Piping TCCIDocument18 pagesTyprical Piping TCCIsaminasritnNo ratings yet
- Support Pipng TechnipDocument23 pagesSupport Pipng TechnipsaminasritnNo ratings yet
- G. Spare Parts ManagementDocument12 pagesG. Spare Parts ManagementVipul TikekarNo ratings yet
- Material Class ChevronDocument29 pagesMaterial Class ChevronsaminasritnNo ratings yet
- Corrosion Protection Under Insulation: PanoramaDocument4 pagesCorrosion Protection Under Insulation: PanoramasaminasritnNo ratings yet
- 5102024-00A Relay Kit Workboat 11 1 MEDocument2 pages5102024-00A Relay Kit Workboat 11 1 MEPatrickNo ratings yet
- How To Enable DHCP On MikroTik WinboxDocument2 pagesHow To Enable DHCP On MikroTik WinboxNikola DukicNo ratings yet
- Cambridge Assessment International Education: Computer Science 2210/13 October/November 2019Document14 pagesCambridge Assessment International Education: Computer Science 2210/13 October/November 2019Sarim JavedNo ratings yet
- History of The InternetDocument3 pagesHistory of The InternetAngelly V Velasco100% (1)
- Librosa - Audio and Music Signal Analysis in Python SCIPY 2015Document7 pagesLibrosa - Audio and Music Signal Analysis in Python SCIPY 2015Kate ZenNo ratings yet
- Graphing Polynomial FunctionsDocument30 pagesGraphing Polynomial FunctionsJean Aristonet Woods LeysonNo ratings yet
- ReceiptDocument2 pagesReceiptshaikh rehmanNo ratings yet
- محاضرة اختبار صلاحية تدريسDocument8 pagesمحاضرة اختبار صلاحية تدريسZiad Qais100% (1)
- Ece4009 - Wireless and Mobile Communication Review 2 Group Members Slot 1. 2. 3. TitleDocument10 pagesEce4009 - Wireless and Mobile Communication Review 2 Group Members Slot 1. 2. 3. TitledwijaNo ratings yet
- By 228-Damper DiodeDocument7 pagesBy 228-Damper DiodefrarainsNo ratings yet
- GSI Geological Survey Map PortalDocument2 pagesGSI Geological Survey Map PortalPraveen KumarNo ratings yet
- Hawk Eye TechnologyDocument14 pagesHawk Eye TechnologyDerrick MillerNo ratings yet
- Full Stack Java Developer ResumeDocument7 pagesFull Stack Java Developer Resumevitig2No ratings yet
- Daikin Inverter Air Cooled Screw ChillerDocument14 pagesDaikin Inverter Air Cooled Screw Chillerfiqrinovel100% (1)
- Thales Sophie LR-1Document15 pagesThales Sophie LR-1ashfaqNo ratings yet
- U2 Activity1 A-BDocument2 pagesU2 Activity1 A-BFELIX ROBERT VALENZUELANo ratings yet
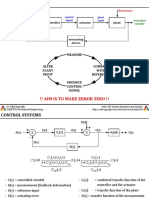
- CONTROL SYSTEMS: MINIMIZING ERRORSDocument11 pagesCONTROL SYSTEMS: MINIMIZING ERRORScapturemrahNo ratings yet
- Introduction To SageERPX31Document33 pagesIntroduction To SageERPX31Usman Khan100% (1)
- Real Estate Market Data Scraping and Analysis For Financial InvestmentsDocument67 pagesReal Estate Market Data Scraping and Analysis For Financial InvestmentsAgnaldo BenvenhoNo ratings yet
- Omnithreadlibrary SampleDocument85 pagesOmnithreadlibrary SamplePablo Ernesto Vigneaux WiltonNo ratings yet
- Custom Storage ClassesDocument2 pagesCustom Storage ClassesSameer KumthekarNo ratings yet
- E360 BrosurDocument6 pagesE360 BrosurPutra DalimaNo ratings yet
- The Best Web App To Convert JPG To PDFDocument1 pageThe Best Web App To Convert JPG To PDFJekly MoningkaNo ratings yet
- Software Project Management 4th Edition: Selection of An Appropriate Project ApproachDocument14 pagesSoftware Project Management 4th Edition: Selection of An Appropriate Project ApproachSudha KarNo ratings yet
- COMPARISON OF SORTING TECHNIQUES FOR DYNAMIC DATADocument40 pagesCOMPARISON OF SORTING TECHNIQUES FOR DYNAMIC DATAZubair AhmadNo ratings yet
- CHRMP Generative AI Sept 2023 1Document19 pagesCHRMP Generative AI Sept 2023 1shajmalikNo ratings yet
- GeorgeMagazine - February1997 - SurvivalGuideToTheFuture - Bill - Gates - Interview - CopieDocument18 pagesGeorgeMagazine - February1997 - SurvivalGuideToTheFuture - Bill - Gates - Interview - CopieYoBjj100% (3)
- Final MALIWALO CENTRAL ES BE-LCOP 2021-2022Document123 pagesFinal MALIWALO CENTRAL ES BE-LCOP 2021-2022Teng Sevilla0% (1)
- Dashboard Design LayoutDocument6 pagesDashboard Design Layoutluis anchayhua pradoNo ratings yet
- (FE) Hax GuiDocument5 pages(FE) Hax GuiSogeki LeeNo ratings yet