You might also like
- Astm E340-15 EspañolDocument4 pagesAstm E340-15 EspañolDANIEL BELLA0% (1)
- DEFECTOS DE SOLDADURA y PROCEDIMIENTOS INSPECCIÓNDocument7 pagesDEFECTOS DE SOLDADURA y PROCEDIMIENTOS INSPECCIÓNjtelmo1No ratings yet
- Proteccion Anticorrosiva de Estructuras EnterradasDocument80 pagesProteccion Anticorrosiva de Estructuras EnterradasFelix Julio Céspedes Soto100% (1)
- Presentacion de CorrosionDocument15 pagesPresentacion de CorrosionAndres Felipe Valencia Agudelo100% (1)
- Soldadura de InoxidableDocument17 pagesSoldadura de InoxidableNegrito RosarinoNo ratings yet
- NMX B 454 1987Document14 pagesNMX B 454 1987EdyNo ratings yet
- Origen de Defectos en Alambron y Otros P PDFDocument10 pagesOrigen de Defectos en Alambron y Otros P PDFsantiago gonzalezNo ratings yet
- Limpieza Decapado y Pasivado Del Acero Inoxidable en Aplicaciones Industriales.2 PDFDocument25 pagesLimpieza Decapado y Pasivado Del Acero Inoxidable en Aplicaciones Industriales.2 PDFJeisson PerezNo ratings yet
- Manual Con Anexo Dtvp-2Document0 pagesManual Con Anexo Dtvp-2Nochipa_Psicol100% (8)
- Mindfulness, ansiedad y estudiantes universitariosDocument43 pagesMindfulness, ansiedad y estudiantes universitariosSeleny Soto BenitesNo ratings yet
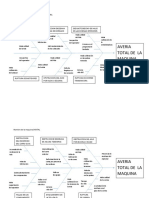
- Espina de PescadoDocument4 pagesEspina de Pescadojesus medinaNo ratings yet
- Diseno Cintas TransportadorasDocument22 pagesDiseno Cintas Transportadorasscrollblack100% (5)
- Geometria de Las Juntas y SimbologiaDocument28 pagesGeometria de Las Juntas y SimbologiaXavier Edwin CariapumaNo ratings yet
- Calificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GDocument17 pagesCalificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GSneider PalaciosNo ratings yet
- Astm E-3Document14 pagesAstm E-3CarlosAntonioAguilarRamirezNo ratings yet
- Amasado - HumectaciónDocument29 pagesAmasado - HumectaciónJorge Enrique SalazarNo ratings yet
- Soldabilidad de los aceros al carbón: Factores clave y consideraciones para la soldaduraDocument36 pagesSoldabilidad de los aceros al carbón: Factores clave y consideraciones para la soldaduraangelNo ratings yet
- Clase 13 DefectosDocument191 pagesClase 13 Defectosnedduc20100% (1)
- Normas y defectos en soldadurasDocument62 pagesNormas y defectos en soldadurasChristian BustamanteNo ratings yet
- 4 Metalografía y Ataque de ProbetasDocument14 pages4 Metalografía y Ataque de ProbetasCarlos GuevaraNo ratings yet
- Formato WPSDocument4 pagesFormato WPSÁlejandro FlorezNo ratings yet
- Seguridad Electrica Distancias Minimas de SeguridadDocument16 pagesSeguridad Electrica Distancias Minimas de Seguridadyessicavt0309No ratings yet
- Replicas MetalograficasDocument9 pagesReplicas MetalograficasLuis René Galdos RománNo ratings yet
- NT Vvs 103 Thermometers Español PDFDocument7 pagesNT Vvs 103 Thermometers Español PDFMetrología Fundiciones Universo50% (2)
- WPS Bases de Aluminio MigDocument2 pagesWPS Bases de Aluminio MigRuben GomezNo ratings yet
- Ensayo de DobladoDocument2 pagesEnsayo de DobladoJose A. PlacenciaNo ratings yet
- DefectologiaDocument10 pagesDefectologiaGermán EdilbertoNo ratings yet
- Wps BlancoDocument2 pagesWps BlancoChristian GramNo ratings yet
- Procesos planta tratamiento Esmeralda E.A.A.VDocument10 pagesProcesos planta tratamiento Esmeralda E.A.A.VAndrea CeronNo ratings yet
- CISOLD - PRINCIPIOS DEL ULTRASONIDO - 1 - Rev0Document42 pagesCISOLD - PRINCIPIOS DEL ULTRASONIDO - 1 - Rev0MiguelNo ratings yet
- Aceros MartensíticosDocument3 pagesAceros MartensíticosEduardo SNNo ratings yet
- Radiografia 3 PucpDocument51 pagesRadiografia 3 PucpPercyAlexanderNo ratings yet
- 1-Parte 9 Evaluación de Discontinuidades PlanaresDocument68 pages1-Parte 9 Evaluación de Discontinuidades PlanaresfedemochileroNo ratings yet
- Macroataque Import Sold PDFDocument29 pagesMacroataque Import Sold PDFDavid LiliNo ratings yet
- Analisis MetalograficosDocument42 pagesAnalisis MetalograficosRodrigo CarizNo ratings yet
- MetalografiaDocument3 pagesMetalografiaJorge Enrique Cardenas Garcia100% (1)
- END Liquidos Penetrantes para Alabes de CompresorDocument16 pagesEND Liquidos Penetrantes para Alabes de CompresorMoriano Castro Hernan100% (1)
- Defetologia de SoldaduraDocument12 pagesDefetologia de Soldadurajuan david lucumiNo ratings yet
- Defectos de SoldaduraDocument4 pagesDefectos de Soldadurawgomez_175543No ratings yet
- Curso de Reparacion de Equipos y Tuberias deDocument26 pagesCurso de Reparacion de Equipos y Tuberias deAngello Santander PeraltaNo ratings yet
- Análisis de Fallas de Una Tubería de AceroDocument14 pagesAnálisis de Fallas de Una Tubería de AceroLesly LeyvaNo ratings yet
- Manual Nivel II Ultrasonido - AeronaúticaDocument86 pagesManual Nivel II Ultrasonido - AeronaúticaWilson RodriguezNo ratings yet
- Soldadura de Aleados en TermoelectricasDocument102 pagesSoldadura de Aleados en Termoelectricasjf2587100% (1)
- Metalurgia de La SoldaduraDocument34 pagesMetalurgia de La SoldaduraJulaymis MendozaNo ratings yet
- Ensayos No DestructivosDocument13 pagesEnsayos No DestructivosZidani RvNo ratings yet
- Procedimiento AwsDocument27 pagesProcedimiento AwsAndres Eloy Castro VillaltaNo ratings yet
- Ensayos no destructivos en soldadura esencialDocument89 pagesEnsayos no destructivos en soldadura esencialAjrod RodNo ratings yet
- Aws D1.5 PDFDocument13 pagesAws D1.5 PDFsergioNo ratings yet
- ASTM E 709-1 - CastDocument20 pagesASTM E 709-1 - CastOperaciones RL Oilfield SolutionsNo ratings yet
- ASME PCC-1 Juntas BridadasDocument22 pagesASME PCC-1 Juntas BridadasjorgeNo ratings yet
- Estados Superficiales Caracteristicas Normas SimbologiaDocument50 pagesEstados Superficiales Caracteristicas Normas SimbologiaCourtney DukeNo ratings yet
- Pintura MOLLENDODocument85 pagesPintura MOLLENDOWilmarNo ratings yet
- Defectos de Fundición - USDocument37 pagesDefectos de Fundición - USFélix Luis Ramos Vilaró100% (1)
- Tabla Corrosión: Causas y Métodos de ProtecciónDocument2 pagesTabla Corrosión: Causas y Métodos de ProtecciónGenaro CamachoNo ratings yet
- Catalogo TubosDocument18 pagesCatalogo TubosJoel Moore100% (1)
- Introduccion de Los END en Los Processo de ProduccionPresentationDocument168 pagesIntroduccion de Los END en Los Processo de ProduccionPresentationJuan José VallejoNo ratings yet
- Clasificacion de Los ElectrodosDocument24 pagesClasificacion de Los Electrodoscolombia555100% (1)
- Inspeccion VisualDocument26 pagesInspeccion VisualRoloContreras100% (1)
- CAP III LIQUIDOS PENETRANTES - PpsDocument67 pagesCAP III LIQUIDOS PENETRANTES - PpsEnriqueNo ratings yet
- WeldDocument86 pagesWeldCOCONEITORNo ratings yet
- Curso API 653Document3 pagesCurso API 653Lennyn Mamani VenturaNo ratings yet
- Imperfecciones en Soldadura Tipos de DiscontinuidadesDocument3 pagesImperfecciones en Soldadura Tipos de Discontinuidadeswgomez_175543No ratings yet
- Corrosión IntergranularDocument12 pagesCorrosión IntergranularHelder Daniel Cutire SotoNo ratings yet
- Soldadura HicDocument104 pagesSoldadura HicIrving Mireles ReyesNo ratings yet
- INGE-VT-01-2022 Inspección Visual AWS D 1.1Document13 pagesINGE-VT-01-2022 Inspección Visual AWS D 1.1Tiare Morales100% (1)
- Deflexion, Pandeo y SoldaduraDocument19 pagesDeflexion, Pandeo y SoldaduraJeferson Calderon YalleNo ratings yet
- Traduccion de Astm E340Document4 pagesTraduccion de Astm E340César SánchezNo ratings yet
- Sintesis Norma G1Document4 pagesSintesis Norma G1Daniel CortezNo ratings yet
- Unidad de rodamientos Y con pestaña cuadrada FYJ 2. TFDocument2 pagesUnidad de rodamientos Y con pestaña cuadrada FYJ 2. TFjesus medinaNo ratings yet
- Analisis FodaDocument1 pageAnalisis Fodajesus medinaNo ratings yet
- Cilindro 163453Document1 pageCilindro 163453jesus medinaNo ratings yet
- Catalogo SKF Rodamientos yDocument8 pagesCatalogo SKF Rodamientos yjesus medinaNo ratings yet
- Uniones PermanentesDocument20 pagesUniones Permanentesjesus medinaNo ratings yet
- Informe Temporizadores y RelesDocument9 pagesInforme Temporizadores y Relesjesus medinaNo ratings yet
- Simbolos SoldadurasDocument2 pagesSimbolos Soldadurasjesus medinaNo ratings yet
- Sistemas de UnionDocument12 pagesSistemas de Unionjesus medinaNo ratings yet
- Asignacion Leva 1.2Document2 pagesAsignacion Leva 1.2jesus medinaNo ratings yet
- Presscontrol automatiza bombas de aguaDocument1 pagePresscontrol automatiza bombas de aguajesus medinaNo ratings yet
- Guia de SoldadurasDocument19 pagesGuia de Soldadurasjesus medinaNo ratings yet
- Tolerancias dimensionales y funcionalidad de piezasDocument14 pagesTolerancias dimensionales y funcionalidad de piezasjesus medinaNo ratings yet
- AleacionesDocument1 pageAleacionesjesus medinaNo ratings yet
- Modelos Mentales de Los Gerentes ExcepcionalesDocument2 pagesModelos Mentales de Los Gerentes Excepcionalesjesus medinaNo ratings yet
- Por HendiduraDocument20 pagesPor Hendiduravaleria zaragoza0% (2)
- Cintas Transportadoras InformeDocument23 pagesCintas Transportadoras Informejesus medinaNo ratings yet
- Energía y CombustiónDocument15 pagesEnergía y Combustiónjesus medinaNo ratings yet
- Capitulo 1 Introduccion A La Ingenieria EconomicaDocument7 pagesCapitulo 1 Introduccion A La Ingenieria EconomicaJonhyy MataNo ratings yet
- La Parábola de La Rana HervidaDocument1 pageLa Parábola de La Rana Hervidajesus medinaNo ratings yet
- Cintas Transportadoras InformeDocument23 pagesCintas Transportadoras Informejesus medinaNo ratings yet
- Velocidad de CorrosionDocument34 pagesVelocidad de Corrosionjesus medinaNo ratings yet
- Qué Es La Energía MareomotrizDocument11 pagesQué Es La Energía Mareomotrizjesus medinaNo ratings yet
- Unidad IvDocument18 pagesUnidad Ivjesus medinaNo ratings yet
- 3 El ConflictoDocument16 pages3 El Conflictojesus medinaNo ratings yet
- Tesis 1 Ant PDFDocument208 pagesTesis 1 Ant PDFjesus medinaNo ratings yet
- Minimizar La Corrosión Prest 7-1Document24 pagesMinimizar La Corrosión Prest 7-1jesus medinaNo ratings yet
- Oxidación y Corrosión de MaterialesDocument34 pagesOxidación y Corrosión de MaterialesMiguel Ángel De La Cruz García67% (3)
- Modelo de innovación en la industria automotriz usando nanomaterialesDocument11 pagesModelo de innovación en la industria automotriz usando nanomaterialesjesus medinaNo ratings yet
- ECP SPI 61-11-003 R0 Ahbghuccesorios ConduitDocument9 pagesECP SPI 61-11-003 R0 Ahbghuccesorios ConduitJohn Jairo Bueno OrtizNo ratings yet
- Catálogo Velux 2012 PDFDocument24 pagesCatálogo Velux 2012 PDFPamela GoncalvezNo ratings yet
- Hoja de Seguridad y Ficha Tecnica Manvert AlDocument6 pagesHoja de Seguridad y Ficha Tecnica Manvert Aledwin medinaNo ratings yet
- Torno Hass Abc PDFDocument464 pagesTorno Hass Abc PDFalexander gonzalez100% (1)
- AtrazinaDocument37 pagesAtrazinaMandragora ScreamNo ratings yet
- Asig. #3, Mypm, Grupo #2, I-2021Document8 pagesAsig. #3, Mypm, Grupo #2, I-2021Isabel OliverosNo ratings yet
- 1.1.4.corona CompletaDocument8 pages1.1.4.corona CompletaIvonnyDesulovichNo ratings yet
- Concreto LigeroDocument17 pagesConcreto LigeroIgor ChoquenairaNo ratings yet
- Reporte 1 ElectricaDocument13 pagesReporte 1 ElectricaJorge ReynaNo ratings yet
- Mapas ConaguaDocument132 pagesMapas Conaguajosahin100% (1)
- Tesis Cano 4 Final PDFDocument115 pagesTesis Cano 4 Final PDFAna Patricia Catari RodriguezNo ratings yet
- Laboratorio Nomenclatura Quimica PDFDocument4 pagesLaboratorio Nomenclatura Quimica PDFJuan DavidNo ratings yet
- Implantes BiomedicosDocument56 pagesImplantes Biomedicosdani198626No ratings yet
- Conductividad en SolidosDocument9 pagesConductividad en SolidospauloibarraNo ratings yet
- Catalogo TeilenDocument16 pagesCatalogo TeilenAdministrativo ElectrohelpNo ratings yet
- Cessna Single Engine SID presentationSP (2) OKDocument70 pagesCessna Single Engine SID presentationSP (2) OKWilliam PhillipsNo ratings yet
- Compactacion en Caliente de PolvoDocument96 pagesCompactacion en Caliente de PolvoJUANNo ratings yet
- Sistemas de Protección CatodicaDocument4 pagesSistemas de Protección CatodicaAlex TopónNo ratings yet
- Cuerpo de La EstimacionDocument35 pagesCuerpo de La EstimacionAgustinNo ratings yet
- Soluciones de Los Problemas Del Libro de Tecnologia de 1 y Posibles Evaluaciones y ActividadesDocument15 pagesSoluciones de Los Problemas Del Libro de Tecnologia de 1 y Posibles Evaluaciones y ActividadesIri LovNo ratings yet
- JOSE MIGUEL GALERA - PPT - T&M - Revestimiento T Hid PRESENTACION PDFDocument49 pagesJOSE MIGUEL GALERA - PPT - T&M - Revestimiento T Hid PRESENTACION PDFDavid OlanoNo ratings yet
- Prueba Ciencias Naturales 5 Coef 2 ElectricidadDocument4 pagesPrueba Ciencias Naturales 5 Coef 2 ElectricidadChela Medina Fonseca0% (1)
- Manual AllegroDocument47 pagesManual Allegromkurtz87No ratings yet
- Modelacion AmbientalDocument63 pagesModelacion AmbientalEsteban AngelNo ratings yet