You might also like
- Forensic Audit: Prepared by - Ameer Shafiq Bin KamalullailDocument16 pagesForensic Audit: Prepared by - Ameer Shafiq Bin KamalullailAmeer Shafiq100% (5)
- ISO 9001 Internal Audit Checklist GuidanceDocument8 pagesISO 9001 Internal Audit Checklist GuidanceFauzul MutaqinNo ratings yet
- Risk-Based Thinking ISO 9001Document14 pagesRisk-Based Thinking ISO 9001Cesar Dumayag100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Sample Exam: Business Management + Administration Career ClusterDocument34 pagesSample Exam: Business Management + Administration Career ClusterKamauWafulaWanyamaNo ratings yet
- BS en 12062Document16 pagesBS en 12062Einsteinw275% (4)
- Iso 15614-3-2008 PDFDocument24 pagesIso 15614-3-2008 PDFAlex RotsNo ratings yet
- Guide To CE Marking of Structural SteelworkDocument73 pagesGuide To CE Marking of Structural Steelworkxevi00100% (1)
- Guide To ISO14731Document8 pagesGuide To ISO14731scandalthegoodNo ratings yet
- Maine Exporter's Guide To The European Union's: CE Marking RequirementsDocument35 pagesMaine Exporter's Guide To The European Union's: CE Marking Requirementssopuser100% (1)
- BS en Iso 15614-12-2014 PDFDocument20 pagesBS en Iso 15614-12-2014 PDFjohn100% (3)
- IT External Provider Audit Checklist TemplateDocument4 pagesIT External Provider Audit Checklist TemplateBrenda Amelia PanggabeanNo ratings yet
- Hot Work (Welding & Cutting) )Document2 pagesHot Work (Welding & Cutting) )CnuNo ratings yet
- Ce MarkingDocument148 pagesCe MarkinghenhuangNo ratings yet
- SAMPLE-Building BoQ 01Document86 pagesSAMPLE-Building BoQ 01iGp2013No ratings yet
- Steps To CE Mark According To EN 1090-1 Version 1.1Document1 pageSteps To CE Mark According To EN 1090-1 Version 1.1CE_WizardNo ratings yet
- Salient Features of Ra 9520Document46 pagesSalient Features of Ra 9520jex100% (3)
- EN 1090 Checklist - Industries > Metal Fabrication > EN 1090 ComplianceDocument3 pagesEN 1090 Checklist - Industries > Metal Fabrication > EN 1090 Compliance26110100% (1)
- ISO 9692 3 2002 Joint PreparationDocument16 pagesISO 9692 3 2002 Joint PreparationLHYT NTUANo ratings yet
- Steel Construction: CE MarkingDocument20 pagesSteel Construction: CE MarkingMarshall BravestarNo ratings yet
- ISO 9606-1 Interpretations 2019-04-10Document5 pagesISO 9606-1 Interpretations 2019-04-10alevent100% (1)
- Din en Iso 3834 5Document17 pagesDin en Iso 3834 5Eduardo Elí Garcia Jimenez100% (2)
- 6 Steps To CE Marking in EuropeDocument16 pages6 Steps To CE Marking in EuropeEU Chamber Of Commerce in Canada-WestNo ratings yet
- EN ISO 14119: Safety of MachineryDocument16 pagesEN ISO 14119: Safety of MachineryHudson LegnarNo ratings yet
- Design of pile cap reinforcement for 4-pile groupDocument13 pagesDesign of pile cap reinforcement for 4-pile groupShabbir OsmaniNo ratings yet
- 128 Execution of Steel Structure en 1090 (Compatibility Mode)Document45 pages128 Execution of Steel Structure en 1090 (Compatibility Mode)Katherine Boyle100% (3)
- BS Iso 4990Document23 pagesBS Iso 4990Thomas ValoNo ratings yet
- Quest Audit 3834Document38 pagesQuest Audit 3834g33k59100% (2)
- FPC Manual PreviewDocument5 pagesFPC Manual PreviewIbrahim Levent AkkoyunluNo ratings yet
- Iso 15608Document7 pagesIso 15608korhankarakayaNo ratings yet
- Guideline Welding Coordination For ISO 1090-2Document33 pagesGuideline Welding Coordination For ISO 1090-2apostolidis83100% (1)
- ISO 3834 Awareness Program OutlineDocument1 pageISO 3834 Awareness Program OutlineSatish KeskarNo ratings yet
- SA8000 Standard 2014Document16 pagesSA8000 Standard 2014Enrique Navarrete Morales100% (2)
- CE Marking GuideDocument26 pagesCE Marking GuideshaggerukNo ratings yet
- BpweldtiDocument36 pagesBpweldtiBivashNo ratings yet
- Mapeo ISO 17024Document11 pagesMapeo ISO 17024WaldomiroCanoNo ratings yet
- Job Order CostingDocument40 pagesJob Order CostingjanineNo ratings yet
- BS EN 30042 (Alum)Document18 pagesBS EN 30042 (Alum)Pablo OchoaNo ratings yet
- 5S Audit Checklist and Report PDFDocument2 pages5S Audit Checklist and Report PDFshahiraNo ratings yet
- Audit Checklist TemplateDocument18 pagesAudit Checklist TemplateDesi AgustiniNo ratings yet
- En Iso 13916 1996 Scanned OkDocument7 pagesEn Iso 13916 1996 Scanned Oksoft4gsm100% (1)
- CE Marking of StructuralDocument31 pagesCE Marking of StructuralRavi ValiyaNo ratings yet
- 1274 Business Partnering Report FINALDocument7 pages1274 Business Partnering Report FINALMerlo Sebasthian SilvaNo ratings yet
- BS en 10244-1-2009 - (2020-02-03 - 11-24-27 Am) PDFDocument12 pagesBS en 10244-1-2009 - (2020-02-03 - 11-24-27 Am) PDFJacky LeongNo ratings yet
- COURSE SYLLABUS (Reporting and Financial Analysis 2020)Document6 pagesCOURSE SYLLABUS (Reporting and Financial Analysis 2020)Armalyn CangqueNo ratings yet
- Steps To CE Marking According To BS EN 1090-1Document1 pageSteps To CE Marking According To BS EN 1090-1CE_WizardNo ratings yet
- FPC ManualDocument17 pagesFPC ManualCE_Wizard100% (2)
- Conformity Assessment For The Execution of Steel & Aluminium StructuresDocument14 pagesConformity Assessment For The Execution of Steel & Aluminium StructuresJevgenijsKolupajevsNo ratings yet
- Iso 3834-5 2005Document14 pagesIso 3834-5 2005HARISH KUMAR B MEKINSNo ratings yet
- Final Draft Pren Iso 15607: European Standard Norme Européenne Europäische NormDocument19 pagesFinal Draft Pren Iso 15607: European Standard Norme Européenne Europäische Normunnamed90100% (1)
- En 1090Document30 pagesEn 1090Paulo Henrique Ribeiro PenicheNo ratings yet
- CE Marking GuideDocument26 pagesCE Marking GuideAnonymous qjoKrp0oNo ratings yet
- ISO 3834 InterpretationDocument14 pagesISO 3834 InterpretationMako SkyNo ratings yet
- Iwe Iwt IwsDocument2 pagesIwe Iwt Iwskhairy2013No ratings yet
- CE Marking ThesisDocument47 pagesCE Marking ThesisScott TrainorNo ratings yet
- Iso 2768-Mk - Solidworks ForumsDocument3 pagesIso 2768-Mk - Solidworks Forumsmohsen_267100% (1)
- Eco Labelling Programme - Iso 14024Document7 pagesEco Labelling Programme - Iso 14024Maureen Grace LebriaNo ratings yet
- UKCA Step by Step GuideDocument5 pagesUKCA Step by Step GuideVikram MohanNo ratings yet
- ISO 19011 audit terminology and conceptsDocument10 pagesISO 19011 audit terminology and conceptsCristianGomez50% (2)
- Kobe Welding Handbook 2004Document183 pagesKobe Welding Handbook 2004Nasywafi AlyaNo ratings yet
- BS en 15266-2007Document56 pagesBS en 15266-2007Rachid MounirNo ratings yet
- TR ISO 15608 Steel Grouping AvskriftDocument5 pagesTR ISO 15608 Steel Grouping AvskriftBohdanNo ratings yet
- Ce BS en 1090 Steelwork & AluminiumDocument9 pagesCe BS en 1090 Steelwork & AluminiumALOKE GANGULYNo ratings yet
- BS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)Document3 pagesBS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)alanlongfieldNo ratings yet
- CE Marking Construction ProductsDocument2 pagesCE Marking Construction ProductsteedNo ratings yet
- BS en 1090 Certification ProcessDocument5 pagesBS en 1090 Certification ProcessALOKE GANGULYNo ratings yet
- The Importance of The Responsible Welding Coordinator in Structural Metalworks According To The Requirements of en 1090Document19 pagesThe Importance of The Responsible Welding Coordinator in Structural Metalworks According To The Requirements of en 1090chrysomall_georgNo ratings yet
- 1 CE Marking in A Brexit WorldDocument65 pages1 CE Marking in A Brexit WorldScott TrainorNo ratings yet
- 2.calaculul Imbinarii Cu Sudura Imbinare Guseu-Contravantuire: 2UPN 160Document2 pages2.calaculul Imbinarii Cu Sudura Imbinare Guseu-Contravantuire: 2UPN 160Anonymous qjoKrp0oNo ratings yet
- E46 PDFDocument2 pagesE46 PDFAnonymous qjoKrp0oNo ratings yet
- 2.calaculul Imbinarii Cu Sudura Imbinare Guseu-Contravantuire: 2UPN 160Document1 page2.calaculul Imbinarii Cu Sudura Imbinare Guseu-Contravantuire: 2UPN 160Anonymous qjoKrp0oNo ratings yet
- Lista Desene PDFDocument2 pagesLista Desene PDFAnonymous qjoKrp0oNo ratings yet
- Structural Steelwork Eurocodes: Development of A Trans-National ApproachDocument23 pagesStructural Steelwork Eurocodes: Development of A Trans-National ApproachAnonymous qjoKrp0oNo ratings yet
- Working Together in Allplan enDocument25 pagesWorking Together in Allplan enAnonymous qjoKrp0oNo ratings yet
- Ce Marking in Steel Construction: Luís Simões Da SilvaDocument57 pagesCe Marking in Steel Construction: Luís Simões Da SilvaAnonymous qjoKrp0oNo ratings yet
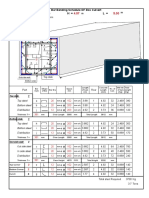
- Bar Bending Schedule OF Box Culvert: Top Steel Bottom Steel DistributionDocument1 pageBar Bending Schedule OF Box Culvert: Top Steel Bottom Steel DistributionAnonymous qjoKrp0oNo ratings yet
- NoticeDocument3 pagesNoticeDaniel David Ortiz CastroNo ratings yet
- Radio Frequency Transmitter Type 1: System OperationDocument2 pagesRadio Frequency Transmitter Type 1: System OperationAnonymous qjoKrp0oNo ratings yet
- Steel Construction - CE MarkingDocument20 pagesSteel Construction - CE MarkingAnonymous qjoKrp0oNo ratings yet
- Windows - Password For ArchiveDocument1 pageWindows - Password For ArchiveAnonymous qjoKrp0oNo ratings yet
- Adina Cladiri Fatada1 A2Document1 pageAdina Cladiri Fatada1 A2Anonymous qjoKrp0oNo ratings yet
- P128 CEmarking Versao AtualDocument128 pagesP128 CEmarking Versao AtualAnonymous qjoKrp0oNo ratings yet
- Research and Design Assisted by TestingDocument16 pagesResearch and Design Assisted by TestingAnonymous qjoKrp0oNo ratings yet
- Lecture 18Document15 pagesLecture 18Anonymous qjoKrp0oNo ratings yet
- Lecture 18 Worked ExampleDocument4 pagesLecture 18 Worked ExampleAnonymous qjoKrp0oNo ratings yet
- Adina Cladiri Fatada2 A2Document1 pageAdina Cladiri Fatada2 A2Anonymous qjoKrp0oNo ratings yet
- Adina-Cladiri ETAJ-A2Document1 pageAdina-Cladiri ETAJ-A2Anonymous qjoKrp0oNo ratings yet
- IncercariDocument7 pagesIncercariAnonymous qjoKrp0oNo ratings yet
- Imbinare Heb 500 Cu Ipe 240Document5 pagesImbinare Heb 500 Cu Ipe 240Anonymous qjoKrp0oNo ratings yet
- Mef Partea 2b NDocument10 pagesMef Partea 2b NAnonymous qjoKrp0oNo ratings yet
- Imbinare Continuitate StalpDocument5 pagesImbinare Continuitate StalpAnonymous qjoKrp0oNo ratings yet
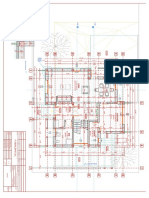
- Plan ParterDocument1 pagePlan ParterAnonymous qjoKrp0oNo ratings yet
- Plan Parter A.02Document1 pagePlan Parter A.02Anonymous qjoKrp0oNo ratings yet
- Research Article: ISSN: 0975-833XDocument8 pagesResearch Article: ISSN: 0975-833XAbeer AbdullahNo ratings yet
- Fmma Midterm Activity 121123Document2 pagesFmma Midterm Activity 121123gerald paduaNo ratings yet
- Assignment Brief APDocument4 pagesAssignment Brief APmudassar saeed100% (1)
- Revised PC-I 2011-2014Document14 pagesRevised PC-I 2011-2014IhsanNo ratings yet
- CPA Adeel ResumeDocument2 pagesCPA Adeel ResumeMH ULTRANo ratings yet
- Accounting Theory 9Document70 pagesAccounting Theory 9Durjoy BairagiNo ratings yet
- Syed Anis Badshah: March.2014 To CurrentDocument2 pagesSyed Anis Badshah: March.2014 To CurrentAnis BadshahNo ratings yet
- 01Document24 pages01Mon Cui100% (1)
- Account, Audit and Control Account, Audit and ControlDocument5 pagesAccount, Audit and Control Account, Audit and ControlMelissa Formento LustadoNo ratings yet
- Naved Farooqui: (Nebosh HSW)Document3 pagesNaved Farooqui: (Nebosh HSW)makdelNo ratings yet
- Auditing Problems: Analyzing Property, Plant, and EquipmentDocument7 pagesAuditing Problems: Analyzing Property, Plant, and EquipmentJerico MamaradloNo ratings yet
- Ais Module 2 3 PDFDocument29 pagesAis Module 2 3 PDFJamie Rose AragonesNo ratings yet
- Arrow Greentech AGM NoticeDocument96 pagesArrow Greentech AGM NoticeRavi RanjanNo ratings yet
- Alliance Global Acgr 2014Document41 pagesAlliance Global Acgr 2014ArleneCastroNo ratings yet
- Assess FSTD ComplianceDocument24 pagesAssess FSTD ComplianceBouchaib DollaNo ratings yet
- Field Attachment Report SummaryDocument24 pagesField Attachment Report SummaryEliasNo ratings yet
- Baylon v. Fact-Finding Intelligence, G.R. No. 150870, December 11, 2002Document9 pagesBaylon v. Fact-Finding Intelligence, G.R. No. 150870, December 11, 2002Alan Vincent FontanosaNo ratings yet
- The Importance of Internal Audit in Fraud DetectioDocument31 pagesThe Importance of Internal Audit in Fraud DetectiodesmondnsohNo ratings yet
- Auditor Liability: Fair and Reasonable' Punishment?Document6 pagesAuditor Liability: Fair and Reasonable' Punishment?kawsursharifNo ratings yet
- Shareholderse of SGX-Catalist Listed Rokko Approved S$8.0M Acuisition of Jade Precision Engineering Pte LTDDocument2 pagesShareholderse of SGX-Catalist Listed Rokko Approved S$8.0M Acuisition of Jade Precision Engineering Pte LTDWeR1 Consultants Pte LtdNo ratings yet