You might also like
- Risk MGMT Thrugh Process ApproachDocument1 pageRisk MGMT Thrugh Process ApproachSadashiw PatilNo ratings yet
- Refractory Inspection-3Document2 pagesRefractory Inspection-3Sadashiw PatilNo ratings yet
- Apendix ADocument1 pageApendix ASadashiw PatilNo ratings yet
- Safety Goggles 1) Sure Safety 1.1) 3M Indoor - Outdoor Safety EyewearDocument2 pagesSafety Goggles 1) Sure Safety 1.1) 3M Indoor - Outdoor Safety EyewearSadashiw PatilNo ratings yet
- The Static and Mobile Pressure VesselsDocument28 pagesThe Static and Mobile Pressure VesselsSadashiw PatilNo ratings yet
- EOI For Competent Persons Under SMPV (U) Rules 2016Document2 pagesEOI For Competent Persons Under SMPV (U) Rules 2016Sadashiw PatilNo ratings yet
- Recognition of Competent Person Under SMPV 0Document6 pagesRecognition of Competent Person Under SMPV 0Sadashiw PatilNo ratings yet
- Travel Camera Comparison TableDocument1 pageTravel Camera Comparison TableSadashiw Patil0% (1)
- Project Quality ManagementDocument4 pagesProject Quality ManagementSadashiw PatilNo ratings yet
- Pressure Conversion PDFDocument1 pagePressure Conversion PDFSadashiw Patil100% (1)
- Boilers and Hrsgs 171: Fig. 7.4 Pressure ConversionsDocument1 pageBoilers and Hrsgs 171: Fig. 7.4 Pressure ConversionsSadashiw PatilNo ratings yet
- Metric UnitsDocument47 pagesMetric UnitsSadashiw PatilNo ratings yet
- Company ProfileDocument9 pagesCompany ProfileSadashiw PatilNo ratings yet
- Determination of Necessary Preheating Temperature in Steel WeldingDocument7 pagesDetermination of Necessary Preheating Temperature in Steel WeldingKelvin LabarezNo ratings yet
- Dail Indicator Shaft Alignment (Sag)Document3 pagesDail Indicator Shaft Alignment (Sag)Sadashiw PatilNo ratings yet
- 04 Welding Consumables Control (Welder)Document1 page04 Welding Consumables Control (Welder)Sadashiw PatilNo ratings yet
- Pressure Vessel Plate InspectionDocument5 pagesPressure Vessel Plate InspectionSadashiw PatilNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Oxford Reading Circle tg-4 2nd EditionDocument92 pagesOxford Reading Circle tg-4 2nd EditionAreeb Siddiqui89% (9)
- Percy Bysshe ShelleyDocument20 pagesPercy Bysshe Shelleynishat_haider_2100% (1)
- 576 1 1179 1 10 20181220Document15 pages576 1 1179 1 10 20181220Sana MuzaffarNo ratings yet
- Technique Du Micro-Enseignement Une Approche PourDocument11 pagesTechnique Du Micro-Enseignement Une Approche PourMohamed NaciriNo ratings yet
- Process of CounsellingDocument15 pagesProcess of CounsellingSamuel Njenga100% (1)
- What Is Folate WPS OfficeDocument4 pagesWhat Is Folate WPS OfficeMerly Grael LigligenNo ratings yet
- Spiritual Transcendence in Transhumanism PDFDocument10 pagesSpiritual Transcendence in Transhumanism PDFZeljko SaricNo ratings yet
- Playwriting Pedagogy and The Myth of IntrinsicDocument17 pagesPlaywriting Pedagogy and The Myth of IntrinsicCaetano BarsoteliNo ratings yet
- Blunders and How To Avoid Them Dunnington PDFDocument147 pagesBlunders and How To Avoid Them Dunnington PDFrajveer404100% (2)
- Unified Power Quality Conditioner (Upqc) With Pi and Hysteresis Controller For Power Quality Improvement in Distribution SystemsDocument7 pagesUnified Power Quality Conditioner (Upqc) With Pi and Hysteresis Controller For Power Quality Improvement in Distribution SystemsKANNAN MANINo ratings yet
- On Wallace Stevens - by Marianne Moore - The New York Review of BooksDocument2 pagesOn Wallace Stevens - by Marianne Moore - The New York Review of BooksTuvshinzaya GantulgaNo ratings yet
- My ResumeDocument2 pagesMy ResumeWan NaqimNo ratings yet
- Ideal Weight ChartDocument4 pagesIdeal Weight ChartMarvin Osmar Estrada JuarezNo ratings yet
- Nahs Syllabus Comparative ReligionsDocument4 pagesNahs Syllabus Comparative Religionsapi-279748131No ratings yet
- Ergatividad Del Vasco, Teoría Del CasoDocument58 pagesErgatividad Del Vasco, Teoría Del CasoCristian David Urueña UribeNo ratings yet
- Nastran 2012 Superelements UgDocument974 pagesNastran 2012 Superelements Ugds_srinivasNo ratings yet
- Diploma Pendidikan Awal Kanak-Kanak: Diploma in Early Childhood EducationDocument8 pagesDiploma Pendidikan Awal Kanak-Kanak: Diploma in Early Childhood Educationsiti aisyahNo ratings yet
- KAHOOT - Assignment 4.1 Lesson PlanDocument3 pagesKAHOOT - Assignment 4.1 Lesson PlanJan ZimmermannNo ratings yet
- Maths Lowersixth ExamsDocument2 pagesMaths Lowersixth ExamsAlphonsius WongNo ratings yet
- Policarpio Vs Manila Times - Unprotected Speech LibelDocument3 pagesPolicarpio Vs Manila Times - Unprotected Speech LibelStef BernardoNo ratings yet
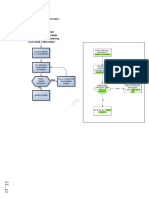
- #6 Decision Control InstructionDocument9 pages#6 Decision Control InstructionTimothy King LincolnNo ratings yet
- VtDA - The Ashen Cults (Vampire Dark Ages) PDFDocument94 pagesVtDA - The Ashen Cults (Vampire Dark Ages) PDFRafãoAraujo100% (1)
- United States Court of Appeals, Third CircuitDocument1 pageUnited States Court of Appeals, Third CircuitScribd Government DocsNo ratings yet
- The Changeling by Thomas MiddletonDocument47 pagesThe Changeling by Thomas MiddletonPaulinaOdeth RothNo ratings yet
- OglalaDocument6 pagesOglalaNandu RaviNo ratings yet
- Nursing Care Plan: Pt.'s Data Nursing Diagnosis GoalsDocument1 pageNursing Care Plan: Pt.'s Data Nursing Diagnosis GoalsKiran Ali100% (3)
- City/ The Countryside: VocabularyDocument2 pagesCity/ The Countryside: VocabularyHương Phạm QuỳnhNo ratings yet
- Calendar of Cases (May 3, 2018)Document4 pagesCalendar of Cases (May 3, 2018)Roy BacaniNo ratings yet
- War Thesis StatementsDocument8 pagesWar Thesis StatementsHelpPaperRochester100% (2)
- MINIMENTAL, Puntos de Corte ColombianosDocument5 pagesMINIMENTAL, Puntos de Corte ColombianosCatalina GutiérrezNo ratings yet