You might also like
- Oscar Wilde The Importance of Being EarnestDocument40 pagesOscar Wilde The Importance of Being EarnestcelectricNo ratings yet
- Section MillingDocument2 pagesSection MillingCharles DesmazuresNo ratings yet
- 123456Document34 pages123456ankitsarvaiyaNo ratings yet
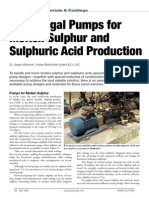
- Centrifugal Pumps For Molten Sulphur & H2so4 ProductionDocument6 pagesCentrifugal Pumps For Molten Sulphur & H2so4 ProductionSamir Ganguli100% (2)
- Determination of Forming Limit Curves On ARGOMDocument58 pagesDetermination of Forming Limit Curves On ARGOMEduardo Felippe de SouzaNo ratings yet
- Dioun Light Metal Alloys Applications Ed by Waldemar A Monteiro PDFDocument245 pagesDioun Light Metal Alloys Applications Ed by Waldemar A Monteiro PDFelmardaNo ratings yet
- Catalogue: Grippers & AccessoriesDocument32 pagesCatalogue: Grippers & AccessoriesVladimirAgeevNo ratings yet
- Permaglide Glijlagers LRDocument76 pagesPermaglide Glijlagers LRVitor GodoyNo ratings yet
- Surface Finish ChartDocument1 pageSurface Finish ChartMACKAY9999No ratings yet
- Anchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification ForDocument8 pagesAnchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification Forsafak kahramanNo ratings yet
- Tube Upsetting Machines BrochureDocument10 pagesTube Upsetting Machines BrochuredemirilkNo ratings yet
- Sheet Metal FormingDocument26 pagesSheet Metal FormingsyedamiriqbalNo ratings yet
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDocument12 pagesComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- IE 337 W10 Lecture 7.casting 1Document48 pagesIE 337 W10 Lecture 7.casting 1linkinunNo ratings yet
- Foundry Tech TheoryDocument105 pagesFoundry Tech TheoryOmo Yapayaski100% (1)
- Ams 2406N PDFDocument7 pagesAms 2406N PDFAnonymous tIwg2AyNo ratings yet
- Forging Processes: Presented By: Rudra Mani Ghimire Assistant Professor Department of Mechanical EngineeringDocument31 pagesForging Processes: Presented By: Rudra Mani Ghimire Assistant Professor Department of Mechanical EngineeringHimanshu GuptaNo ratings yet
- North American Series 4682 Flame Retention Gas Burner Nozzles 4682 - BulDocument2 pagesNorth American Series 4682 Flame Retention Gas Burner Nozzles 4682 - BulcelectricNo ratings yet
- Die Casting Design PDFDocument38 pagesDie Casting Design PDFPrabagarane Ramachandran100% (2)
- Design ParametersDocument25 pagesDesign ParametersNagaraj RaviNo ratings yet
- RT ProcedureDocument18 pagesRT Procedure1339979No ratings yet
- How To Compute Tonnage RequirementsDocument5 pagesHow To Compute Tonnage RequirementsPrabhat SharmaNo ratings yet
- Roll ForgingDocument6 pagesRoll ForgingSaptarshi SinhaNo ratings yet
- Reaction Injection MoldingDocument8 pagesReaction Injection MoldingAmeer_Takashim_9385No ratings yet
- Flowforming or Metal Spinning (Spin Forming)Document2 pagesFlowforming or Metal Spinning (Spin Forming)ShivajiNo ratings yet
- Surface Roughness by Different Processing MethodsDocument1 pageSurface Roughness by Different Processing Methodsapi-3848892100% (1)
- InstrumentationFittingsCat PDFDocument48 pagesInstrumentationFittingsCat PDFChowdhury FatemaNo ratings yet
- QuikCAST-2014 ReleaseNotes PDFDocument28 pagesQuikCAST-2014 ReleaseNotes PDFSimon RisteskiNo ratings yet
- Welding Procedure: Job KnowledgeDocument4 pagesWelding Procedure: Job KnowledgeMuhammed SulfeekNo ratings yet
- Forging PDF NotesDocument51 pagesForging PDF Notesaman prasadNo ratings yet
- Ahss Guidelines V 23Document113 pagesAhss Guidelines V 23Radesh VangipuramNo ratings yet
- Beta Die Casting Buyers GuideDocument19 pagesBeta Die Casting Buyers Guidekaniappan sakthivel100% (1)
- MES Die Castings Design and Specification Guide: Delivery Engineered SolutionsDocument12 pagesMES Die Castings Design and Specification Guide: Delivery Engineered SolutionsRafał Lesiczka100% (1)
- Safeset Torque Limiting CouplingsDocument16 pagesSafeset Torque Limiting CouplingscelectricNo ratings yet
- GREASe Process ReportDocument110 pagesGREASe Process Reportrazamalik01No ratings yet
- BrazingDocument16 pagesBrazingbalamurugan_me100% (3)
- Automotive Grade PDFDocument3 pagesAutomotive Grade PDFGuilhermeDirksenNo ratings yet
- Gears HoningDocument7 pagesGears Honingsav33No ratings yet
- Schuler Massivumformung Broschuere eDocument74 pagesSchuler Massivumformung Broschuere echidambaram kasiNo ratings yet
- Roll Forging.Document36 pagesRoll Forging.jaydee420No ratings yet
- Standards For Expanded Metal: EMMA 557Document18 pagesStandards For Expanded Metal: EMMA 557vangoetheNo ratings yet
- Series 5100Document12 pagesSeries 5100HectorMaldonadoNo ratings yet
- Sintered Metal BushDocument5 pagesSintered Metal Bush124swadeshiNo ratings yet
- BrassDocument1 pageBrassFred Duarte CaldeiraNo ratings yet
- 1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Document52 pages1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Jerry WangNo ratings yet
- TM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)Document5 pagesTM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)方綵樺100% (1)
- Manganese 12 14%Document3 pagesManganese 12 14%Sreedhar Rakesh VellankiNo ratings yet
- Die Casting Prod Design NADCA MinDocument163 pagesDie Casting Prod Design NADCA MinatahanNo ratings yet
- Steel-Smith PDF CatalogueDocument93 pagesSteel-Smith PDF CatalogueneetadaeroNo ratings yet
- Gears Cutting and GrindingDocument8 pagesGears Cutting and GrindingАлександар ВујаковићNo ratings yet
- Fasteners-Technical Data and ChartsDocument15 pagesFasteners-Technical Data and ChartsChrill DsilvaNo ratings yet
- Steel ShotDocument6 pagesSteel ShotExcel Hydro Pneumatics (INDIA) EHPINo ratings yet
- National Machinery - Cold Forming Glossary of TermsDocument17 pagesNational Machinery - Cold Forming Glossary of Termssergio_daqNo ratings yet
- Hydraulic Rod Bending MachineDocument14 pagesHydraulic Rod Bending Machinek.santhosh kumar50% (2)
- Claw Pole Forging ProcessDocument8 pagesClaw Pole Forging ProcessBhagat SinghNo ratings yet
- Design and Fabrication of Fixture For Labyrinth RingDocument6 pagesDesign and Fabrication of Fixture For Labyrinth RingAkhilesh KumarNo ratings yet
- Mechanical Drawing PDFDocument50 pagesMechanical Drawing PDFSagar KapadeNo ratings yet
- Agarwal Fastners Pvt. Ltd.Document1 pageAgarwal Fastners Pvt. Ltd.satyam nagaichNo ratings yet
- Chemical Composition: LM6 LM4Document2 pagesChemical Composition: LM6 LM4SiDdu KalashettiNo ratings yet
- TOOL AND DIE STEEL FinalDocument73 pagesTOOL AND DIE STEEL FinalSapan KansaraNo ratings yet
- Project Report On NBCDocument49 pagesProject Report On NBCamaramar511No ratings yet
- Extrusion KM2833-20190917035934Document94 pagesExtrusion KM2833-20190917035934Sajjad0% (1)
- List - Is StandardDocument19 pagesList - Is StandardvishalNo ratings yet
- Casting Brochure 1 PDFDocument12 pagesCasting Brochure 1 PDFAkshayNo ratings yet
- Closed Die Forging Reading MaterialDocument27 pagesClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- En 19Document1 pageEn 19Parvee K Nakwal100% (1)
- 002005ea 2Document34 pages002005ea 2AliArababadiNo ratings yet
- ProCAST 2013.0 ReleaseNotes PDFDocument62 pagesProCAST 2013.0 ReleaseNotes PDFAndre Oliveira100% (1)
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- E1221Document20 pagesE1221LLNo ratings yet
- 0614 GearSolutionsDocument60 pages0614 GearSolutionsMarco Vinicius100% (1)
- Af125 CatDocument14 pagesAf125 CatAntonio MartínezNo ratings yet
- Ceco Brochure PDFDocument8 pagesCeco Brochure PDFHerdi PriyoNo ratings yet
- ZX350LC 6 - ZX380LC 6 - Digital Only - 15 10Document24 pagesZX350LC 6 - ZX380LC 6 - Digital Only - 15 10Ryan Abubakar Obili Pakaya100% (1)
- Yo5-Yl5 UlDocument1 pageYo5-Yl5 UlcelectricNo ratings yet
- FP-700 Im PDFDocument50 pagesFP-700 Im PDFcelectricNo ratings yet
- IppDocument40 pagesIppcelectricNo ratings yet
- At4 Website Catalog 7-19-16Document88 pagesAt4 Website Catalog 7-19-16celectric100% (1)
- GlobalXPE Teco PDFDocument4 pagesGlobalXPE Teco PDFcelectricNo ratings yet
- Schneider LR9 F Overload RelaysDocument15 pagesSchneider LR9 F Overload RelayscelectricNo ratings yet
- PDFDocument160 pagesPDFJorge Luis Camarena BerrospiNo ratings yet
- High Tensile - Hard Drawn - ASTM A 679 - Spring Wire PropertiesDocument1 pageHigh Tensile - Hard Drawn - ASTM A 679 - Spring Wire PropertiescelectricNo ratings yet
- 2.b Poster - Ferrous Material and AlloyDocument1 page2.b Poster - Ferrous Material and AlloyChristian Dave RoneNo ratings yet
- FIPA G Magnetgreifer en USDocument3 pagesFIPA G Magnetgreifer en UStushar7000No ratings yet
- TLE 7-Carpentry: S.Y. 2020-2021 Name: Score: Year & Section: Parent's SignatureDocument2 pagesTLE 7-Carpentry: S.Y. 2020-2021 Name: Score: Year & Section: Parent's SignatureNhatz Gallosa MarticioNo ratings yet
- Rapid ToolingDocument60 pagesRapid ToolingSohamz11100% (1)
- Spyderco's Serrata - A Stuart Ackerman DesignDocument4 pagesSpyderco's Serrata - A Stuart Ackerman DesignTwobirds Flying PublicationsNo ratings yet
- Pipes and UnionsDocument27 pagesPipes and Unionsraj mohanNo ratings yet
- Application Data Sheet: Soldering and Brazing Copper Tube and FittingsDocument8 pagesApplication Data Sheet: Soldering and Brazing Copper Tube and FittingsDavid MurphyNo ratings yet
- Fresa Men ToDocument292 pagesFresa Men ToSandra CrisostomoNo ratings yet
- A507Document4 pagesA507Shakeel Ahmed100% (1)
- Shade Sails InformationDocument8 pagesShade Sails InformationParmiss KiaNo ratings yet
- Jump To Navigationjump To Search: This Article Is About The Metallic Element. For Other Uses, SeeDocument5 pagesJump To Navigationjump To Search: This Article Is About The Metallic Element. For Other Uses, SeekjshkjahsdfjkashdjkNo ratings yet
- 01.4TB.076 Bus Duct Enclosure MaterialDocument1 page01.4TB.076 Bus Duct Enclosure MaterialJonathan FerueloNo ratings yet
- Types of Magnesium Treatment Processes PDFDocument2 pagesTypes of Magnesium Treatment Processes PDFAdrià BorregoNo ratings yet
- Soldering and Brazing PDFDocument4 pagesSoldering and Brazing PDFnaresh naikNo ratings yet
- Corrosion Resistance Mounted Ball Bearing UnitsDocument39 pagesCorrosion Resistance Mounted Ball Bearing UnitsJason ZhouNo ratings yet
- 3monograph 0-50Document51 pages3monograph 0-50Scorpian HuntNo ratings yet
- Abb Spa COMEM Operating UnitDocument8 pagesAbb Spa COMEM Operating UnitiamlpNo ratings yet
- B 898 - 99 - Qjg5oaDocument6 pagesB 898 - 99 - Qjg5oaPoovelan ViswanathanNo ratings yet