You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Solutions To ExercisesDocument47 pagesSolutions To ExercisesNathan D. Gutzmann60% (5)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- New Wiring Diagram Electric EMS2-tad1640ge PDFDocument2 pagesNew Wiring Diagram Electric EMS2-tad1640ge PDFVanHoang95% (22)
- 240 Writing Topics With Sample - LIKE TEST PREPDocument383 pages240 Writing Topics With Sample - LIKE TEST PREPKhánhHưngNguyễn94% (17)
- TriPac EVOLUTION 55711-19-OPDocument52 pagesTriPac EVOLUTION 55711-19-OPRodrigo Hernandez100% (1)
- Current Transformer - Electrical Notes & ArticlesDocument47 pagesCurrent Transformer - Electrical Notes & Articlesnomy158100% (1)
- Wa500-6 Sen00236-04d PDFDocument1,705 pagesWa500-6 Sen00236-04d PDFanggie100% (4)
- 6-Achs SPMT 210.12.4 G4 6-Axle SPMT 210.12.4 G4: Scheuerle-Fahrzeugfabrik GMBHDocument22 pages6-Achs SPMT 210.12.4 G4 6-Axle SPMT 210.12.4 G4: Scheuerle-Fahrzeugfabrik GMBHsrikanthc8550% (2)
- Genie GTH 4013Document202 pagesGenie GTH 4013Sam Manutenção100% (2)
- 9.6MVA - Technical Specifications For Inverter Duty TransformerDocument7 pages9.6MVA - Technical Specifications For Inverter Duty Transformerarunghandwal100% (2)
- Load Flow and SC ETAPDocument4 pagesLoad Flow and SC ETAPmuraliNo ratings yet
- Wind Turbine Installation-ManualDocument23 pagesWind Turbine Installation-Manualויליאם סן מרמיגיוסNo ratings yet
- Alternative Energy in The Middle EastDocument206 pagesAlternative Energy in The Middle EastMuhammad Arsalan AshrafNo ratings yet
- QTR2015 6J Process IntensificationDocument29 pagesQTR2015 6J Process IntensificationMuhammad Arsalan AshrafNo ratings yet
- Biofuels Bioproducts and BiorefiningDocument3 pagesBiofuels Bioproducts and BiorefiningMuhammad Arsalan AshrafNo ratings yet
- The IELTS PDFDocument374 pagesThe IELTS PDFLâm Duy Nguyễn100% (1)
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument31 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherMuhammad Arsalan AshrafNo ratings yet
- Safe Road TransportDocument46 pagesSafe Road TransportMuhammad Arsalan AshrafNo ratings yet
- Aplicación de Catalizadores para Microreactores Metal SistemasDocument21 pagesAplicación de Catalizadores para Microreactores Metal SistemasverosnoopyNo ratings yet
- Intensifying Multiphase Reactions and Reactors: Strategies and ExamplesDocument16 pagesIntensifying Multiphase Reactions and Reactors: Strategies and ExamplesMuhammad Arsalan AshrafNo ratings yet
- EC Marie Curie Initial Training Network: Advanced Technologies For Biogas Efficiency, Sustainability and TransportDocument15 pagesEC Marie Curie Initial Training Network: Advanced Technologies For Biogas Efficiency, Sustainability and TransportMuhammad Arsalan AshrafNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument17 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherMuhammad Arsalan AshrafNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument33 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherMuhammad Arsalan AshrafNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument23 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherMuhammad Arsalan AshrafNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument25 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherMuhammad Arsalan AshrafNo ratings yet
- Accepted Manuscript: Chemical Engineering Research and DesignDocument26 pagesAccepted Manuscript: Chemical Engineering Research and DesignMuhammad Arsalan AshrafNo ratings yet
- ProcessesDocument23 pagesProcessesMuhammad Arsalan AshrafNo ratings yet
- PCC-01-ceramic Foam PDFDocument11 pagesPCC-01-ceramic Foam PDFMuhammad Arsalan AshrafNo ratings yet
- Science and Technology On Catalysis For EuropeDocument116 pagesScience and Technology On Catalysis For EuropeMuhammad Arsalan AshrafNo ratings yet
- PDFDocument139 pagesPDFMuhammad Arsalan AshrafNo ratings yet
- Intensifying Multiphase Reactions and Reactors: Strategies and ExamplesDocument16 pagesIntensifying Multiphase Reactions and Reactors: Strategies and ExamplesMuhammad Arsalan AshrafNo ratings yet
- Catalysis Science & Technology: Accepted ManuscriptDocument12 pagesCatalysis Science & Technology: Accepted ManuscriptMuhammad Arsalan AshrafNo ratings yet
- Reactive liquid-liquid extraction design methodology for succinic acid recoveryDocument15 pagesReactive liquid-liquid extraction design methodology for succinic acid recoveryMuhammad Arsalan AshrafNo ratings yet
- Techno-Economic Analysis of Green Hydrogen Production From Biogas Autothermal ReformingDocument11 pagesTechno-Economic Analysis of Green Hydrogen Production From Biogas Autothermal ReformingMuhammad Arsalan AshrafNo ratings yet
- Turning Harmful Greenhouse Gas Into Valuable Fuel: A Novel Method For Biogas ReformingDocument1 pageTurning Harmful Greenhouse Gas Into Valuable Fuel: A Novel Method For Biogas ReformingMuhammad Arsalan AshrafNo ratings yet
- Acid Base ExtractionDocument6 pagesAcid Base ExtractionNagwa MansyNo ratings yet
- EC Marie Curie Initial Training Network: Advanced Technologies For Biogas Efficiency, Sustainability and TransportDocument15 pagesEC Marie Curie Initial Training Network: Advanced Technologies For Biogas Efficiency, Sustainability and TransportMuhammad Arsalan AshrafNo ratings yet
- Microtomography Based Simulation of Transport Through Open Cell Metal Foams - 2Document19 pagesMicrotomography Based Simulation of Transport Through Open Cell Metal Foams - 2Muhammad Arsalan AshrafNo ratings yet
- Monolith ReactorDocument5 pagesMonolith ReactorMuhammad Arsalan AshrafNo ratings yet
- Techno Economic Assessment of BiogasDocument16 pagesTechno Economic Assessment of BiogasMuhammad Arsalan AshrafNo ratings yet
- Brazil's ratification adds momentum to Paris climate agreementDocument3 pagesBrazil's ratification adds momentum to Paris climate agreementlauro sNo ratings yet
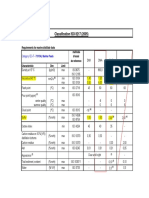
- Classification ISO 8217 (2005)Document5 pagesClassification ISO 8217 (2005)Salah JallaliNo ratings yet
- With Refanned Jt8D Engines: CR-1348s Report Mdcj4519Document238 pagesWith Refanned Jt8D Engines: CR-1348s Report Mdcj4519FernandoNo ratings yet
- Ceiling Mounted Chilled Water UnitDocument2 pagesCeiling Mounted Chilled Water UnitPrinces Katherine VergaraNo ratings yet
- Dual Nature of Radiation and MatterDocument6 pagesDual Nature of Radiation and Mattersub100% (1)
- FMM Question Set 1Document16 pagesFMM Question Set 1Abhijit KuchbhilikhtaNo ratings yet
- Enatel's microCOMPACT Power SystemDocument2 pagesEnatel's microCOMPACT Power SystemomarpatNo ratings yet
- Survey of Tea Vendors 01Document2 pagesSurvey of Tea Vendors 01Sandeep SinghNo ratings yet
- Rectificador A Diodos Siemens-Sitras-Rec-Pi-EnDocument6 pagesRectificador A Diodos Siemens-Sitras-Rec-Pi-EnVictor Manuel BonettoNo ratings yet
- Makita 8271DWAE Bedienungsanleitung D328acDocument48 pagesMakita 8271DWAE Bedienungsanleitung D328acJonathan Giovanni Asti CastilloNo ratings yet
- Hum BirdDocument179 pagesHum BirdSuman ChhetryNo ratings yet
- Factors Affecting Potential EnergyDocument3 pagesFactors Affecting Potential EnergyArgyll PaguibitanNo ratings yet
- Sub Sea Hot Stab (Sub Sea High Pressure Quick Disconnect)Document2 pagesSub Sea Hot Stab (Sub Sea High Pressure Quick Disconnect)estelauNo ratings yet
- Valve RecessionDocument26 pagesValve RecessionHamid HasanNo ratings yet
- YM80SA Abrasive Belt Polishing Machine-Operation ManualDocument7 pagesYM80SA Abrasive Belt Polishing Machine-Operation ManualAgha Ali KhanNo ratings yet
- More power in less space with SMA SUNNY CENTRAL UPDocument4 pagesMore power in less space with SMA SUNNY CENTRAL UPBrahadeesh Perinkolam MuraliNo ratings yet
- JIMMA UNIVERSITY INTERNS' MANUFACTURING EXPERIENCEDocument41 pagesJIMMA UNIVERSITY INTERNS' MANUFACTURING EXPERIENCEAmanuelNo ratings yet
- DVC6200Document4 pagesDVC6200Jesus BolivarNo ratings yet
- Halogen Linear - 76534 - Tu k12 c100w 240v r7s 78mm Ge tbl1 10mih - 0 - EmeaDocument3 pagesHalogen Linear - 76534 - Tu k12 c100w 240v r7s 78mm Ge tbl1 10mih - 0 - EmeaMarcos AfonsoNo ratings yet
- Ethics IndividualDocument3 pagesEthics IndividualJustin JJNo ratings yet