You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Measurement of Gear ElementsDocument28 pagesMeasurement of Gear ElementsPK SinghNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Metrology Prof. DR Kanakuppi Sadashivappa Bapuji Institute of Engineering and Technology Davangere Lecture - 25 Introduction of GearsDocument29 pagesMetrology Prof. DR Kanakuppi Sadashivappa Bapuji Institute of Engineering and Technology Davangere Lecture - 25 Introduction of GearsPK SinghNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Measurement of Screw Thread ElementDocument33 pagesMeasurement of Screw Thread ElementPK SinghNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Screw Thread Production and TerminologyDocument28 pagesScrew Thread Production and TerminologyPK SinghNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Measurement of Screw Thread ElementDocument33 pagesMeasurement of Screw Thread ElementPK SinghNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Torque Converter Clutch Case: Automatic TransmissionDocument4 pagesTorque Converter Clutch Case: Automatic TransmissionAnton FortovNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Manejadora de Aire V1Document26 pagesManejadora de Aire V1Jose Bravo RojasNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Handbook MachinistsDocument156 pagesHandbook Machinistssontouched100% (14)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Main Schematic 980KDocument4 pagesMain Schematic 980KHENRYNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- AHU ChecklistDocument11 pagesAHU Checklistaneesh50% (2)
- Laporan Kegiatan Harian KPP PT - DDT 3Document3 pagesLaporan Kegiatan Harian KPP PT - DDT 3TokekNo ratings yet
- Your Institute Name & Logo: Abcd Abcd Abcd Abcd AbcdDocument1 pageYour Institute Name & Logo: Abcd Abcd Abcd Abcd AbcdNayan AgrawalNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- S20-1 2001 Service Manuals DirectoryDocument2 pagesS20-1 2001 Service Manuals DirectorySean JonesNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
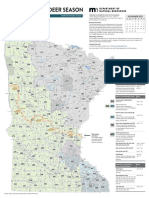
- Minnesota Deer Permit Areas 2022Document2 pagesMinnesota Deer Permit Areas 2022inforumdocsNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- RR Rto-14615Document50 pagesRR Rto-14615gestada023No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- EMSCO Drwks. ELECTROHOIST V C&O PDFDocument186 pagesEMSCO Drwks. ELECTROHOIST V C&O PDFalex albinoNo ratings yet
- Materials of Kitchen Tools and Equipment PowerpointDocument68 pagesMaterials of Kitchen Tools and Equipment Powerpointtheresamay100% (3)
- Chapter HydroDocument32 pagesChapter HydroA. A. SherpedoNo ratings yet
- U.S. Military: Springfield 1903, A1 & A3Document6 pagesU.S. Military: Springfield 1903, A1 & A3blackta6100% (2)
- Transmission CaseDocument14 pagesTransmission CaseJeff PascoeNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Introduction to Pivot Table AnalysisDocument14 pagesIntroduction to Pivot Table AnalysisSupanut KaewumpaiNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Saginomiya: June 2010Document14 pagesSaginomiya: June 2010Luis Alberto Huamán MalcaNo ratings yet
- MSTP Reviewer MidtermsDocument9 pagesMSTP Reviewer MidtermsCarl Jay R. IntacNo ratings yet
- Belimo Globe Valve g6 g7 Flange Installation Instructions en UsDocument20 pagesBelimo Globe Valve g6 g7 Flange Installation Instructions en UsMatheus LucareviskiNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Suport Sticle Vin PDFDocument5 pagesSuport Sticle Vin PDFLavinia LupulescuNo ratings yet
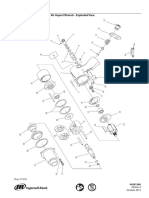
- 231HA ImpactDocument2 pages231HA Impactabdi rachmanNo ratings yet
- Roller Catalogue Edea October-2021 LRDocument33 pagesRoller Catalogue Edea October-2021 LRAsesoresNo ratings yet
- Q and A BallisticsDocument12 pagesQ and A BallisticsQayes Al-Quqa100% (7)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Alfra Rotabest Midi 5050 Operation ManualDocument13 pagesAlfra Rotabest Midi 5050 Operation Manualsudofim2006No ratings yet
- The World's Simplest SMGDocument7 pagesThe World's Simplest SMGRoddy PfeifferNo ratings yet
- Input Output List IO ListDocument1 pageInput Output List IO ListkapsarcNo ratings yet
- Maintain Training Facilities TMIDocument13 pagesMaintain Training Facilities TMISam Louis LepitenNo ratings yet
- Bosch GSH388Document8 pagesBosch GSH388sanprojectNo ratings yet
- Blade - February 2021 USADocument84 pagesBlade - February 2021 USASa Waji100% (1)
- Zulu War Pistols 2Document5 pagesZulu War Pistols 2Bill Nash100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)