You might also like
- Asme Sec Ix PT QW Article IVDocument139 pagesAsme Sec Ix PT QW Article IVjorgeNo ratings yet
- Distortion in Weld JointDocument54 pagesDistortion in Weld JointDiVik BhargAva100% (1)
- Welding QA Quidelines For FabricationDocument12 pagesWelding QA Quidelines For FabricationRyan Vizcarra FerrerNo ratings yet
- Standard and Utility Parts CatalogDocument395 pagesStandard and Utility Parts Catalogau7usa50% (2)
- ASME Sec IXDocument46 pagesASME Sec IXShyam Singh100% (2)
- Asme Section IxDocument71 pagesAsme Section Ixranjitkumar1977100% (2)
- Welding Procedure SpecificationDocument6 pagesWelding Procedure SpecificationJorge SanchezNo ratings yet
- ASME Sec IX Flashcards - QuizletDocument10 pagesASME Sec IX Flashcards - Quizletqazi12No ratings yet
- QW 381Document1 pageQW 381Waqas WaqasNo ratings yet
- Basic Workholding TechniquesDocument112 pagesBasic Workholding Techniquessuperalitos100% (1)
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- Astm A513 PDFDocument20 pagesAstm A513 PDFpradelles89% (9)
- Asme Sec Ix 2021Document79 pagesAsme Sec Ix 2021abdelkader bensatal100% (1)
- Mfjo770 Activity ScheduleDocument1 pageMfjo770 Activity ScheduleAkhtar AnsariNo ratings yet
- Asme 9 DatosDocument47 pagesAsme 9 Datosvichu_villamarNo ratings yet
- KPIs FOR MEASURING THE SUCCESS OF SHUTDOWN PDFDocument67 pagesKPIs FOR MEASURING THE SUCCESS OF SHUTDOWN PDFMohamed F Morsy60% (5)
- Variables For Wps/Welder Qualification Variable WPS Welder: ParagDocument2 pagesVariables For Wps/Welder Qualification Variable WPS Welder: Paragahmed sobhyNo ratings yet
- QW-403 6Document1 pageQW-403 6Solikhul HarisNo ratings yet
- Equipment AssemblyDocument8 pagesEquipment AssemblyAkhtar AnsariNo ratings yet
- PART 66 ASME IX - Part 2 Essential Variable For Welder QualificationDocument13 pagesPART 66 ASME IX - Part 2 Essential Variable For Welder Qualificationravindra_jivaniNo ratings yet
- Aws and Asme WpsDocument59 pagesAws and Asme Wpsfaizalzol100% (1)
- API 510 - DAY 3: G T Technical & Management Institute PVT - LTD.Document102 pagesAPI 510 - DAY 3: G T Technical & Management Institute PVT - LTD.hamedNo ratings yet
- Capacities of Various Plant and MachineryDocument4 pagesCapacities of Various Plant and MachineryRightie CubeNo ratings yet
- ASME Sec IX Groove To Fillet WeldDocument3 pagesASME Sec IX Groove To Fillet WeldAzhar Ali0% (1)
- Asme Ix QW PDFDocument183 pagesAsme Ix QW PDFAnonymous 4e7GNjzGW100% (4)
- ASME IX Temper Bead WeldingDocument4 pagesASME IX Temper Bead WeldingAhmadiBinAhmadNo ratings yet
- 05-Welder Certification PDFDocument11 pages05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- Think and Grow Rich Made EasyDocument116 pagesThink and Grow Rich Made EasyAkhtar AnsariNo ratings yet
- Asme Boiler & Pressure Vessel CodeDocument33 pagesAsme Boiler & Pressure Vessel CodeYuwantoniAl100% (1)
- More Tricks With The: "Quorn"Document5 pagesMore Tricks With The: "Quorn"Dan HendersonNo ratings yet
- S690ql ThyssenkruppDocument7 pagesS690ql ThyssenkruppSivabalan100% (1)
- Welder Performance Qualification WPQDocument3 pagesWelder Performance Qualification WPQramzi5ben5ahmed100% (1)
- Butt JointsDocument21 pagesButt JointsRaj1-23No ratings yet
- BookshelfDocument4 pagesBookshelfJerry Kn100% (2)
- Brief of Variables: Smaw Gtaw Gmaw SawDocument3 pagesBrief of Variables: Smaw Gtaw Gmaw SawAdilMunirNo ratings yet
- Essential and Non-Essential Variables For WPS - PQRDocument4 pagesEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanNo ratings yet
- Asme 9 TipsDocument13 pagesAsme 9 TipsnasrpkNo ratings yet
- H 99 Sec 9 QwivDocument79 pagesH 99 Sec 9 QwivJhon HernandezNo ratings yet
- Table QW-442 Table QW-442 Table QW-432 QW-404.5: ASME BPVC - IX-2023Document1 pageTable QW-442 Table QW-442 Table QW-432 QW-404.5: ASME BPVC - IX-2023ahmadrizkiqcNo ratings yet
- Sec Viii D2 Art F-3Document2 pagesSec Viii D2 Art F-3Manus79No ratings yet
- Asme Ix 2 PDFDocument34 pagesAsme Ix 2 PDFAli Ben AmorNo ratings yet
- Extracted Pages From ASME BPVC 2021 Section IX-2Document2 pagesExtracted Pages From ASME BPVC 2021 Section IX-2Roberto Carlos Arana ChumpitazNo ratings yet
- Summary of Changes in ASME Section IX, 2002 AddendaDocument6 pagesSummary of Changes in ASME Section IX, 2002 AddendaAnonymous 6LwW4qi6TiNo ratings yet
- ASME Section IX Code Edition 2017 Summary of Changes: Working Together For A Safer WorldDocument38 pagesASME Section IX Code Edition 2017 Summary of Changes: Working Together For A Safer WorldWagner ClaudioNo ratings yet
- WPS PQR For Alumunium Reactor TankDocument31 pagesWPS PQR For Alumunium Reactor TankAlirza Aliyev100% (1)
- Asme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserDocument80 pagesAsme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserjswldeepNo ratings yet
- Pages From Asme Sec Ix 2017-3Document1 pagePages From Asme Sec Ix 2017-3Akhtar AnsariNo ratings yet
- WPS, PQR & WQT According To ASME Section IX - 2019Document50 pagesWPS, PQR & WQT According To ASME Section IX - 2019Anon YmousNo ratings yet
- How To Write A Welding Procedure Specification (WPS)Document5 pagesHow To Write A Welding Procedure Specification (WPS)Mohamed Atef100% (1)
- Part QW Welding Article IDocument13 pagesPart QW Welding Article IHiago BragaNo ratings yet
- How To Write A Welding Procedure SpecificationDocument5 pagesHow To Write A Welding Procedure SpecificationBN JadhavNo ratings yet
- Variables For Welding 11-3-2016 - 264B1DF6 PDFDocument2 pagesVariables For Welding 11-3-2016 - 264B1DF6 PDFSameh AminNo ratings yet
- Asme Sec 9Document12 pagesAsme Sec 9ckkashyap0007No ratings yet
- Variable E SE NE Description of Variable As in Code 2011a QW SMAW Welding Variables For WPS - ASME Sec IX 2011aDocument7 pagesVariable E SE NE Description of Variable As in Code 2011a QW SMAW Welding Variables For WPS - ASME Sec IX 2011aSaut Maruli Tua SamosirNo ratings yet
- 7.lap Hammer TestDocument2 pages7.lap Hammer TestOckto Ferry Harahap EtsfNo ratings yet
- Asme IX BQ Art 11Document5 pagesAsme IX BQ Art 11Maria Alexandra Lange LenzNo ratings yet
- PW3Document49 pagesPW3Mujaffar ShaikhNo ratings yet
- Asme Sec Ix PT QB Article Xiv - Brazing DataDocument24 pagesAsme Sec Ix PT QB Article Xiv - Brazing Datasamitha505No ratings yet
- 303 2Document1 page303 2SARSAN NDTNo ratings yet
- Summary of Important Points in Asme IxDocument36 pagesSummary of Important Points in Asme IxRedzuanNo ratings yet
- Api 510 PTR 7Document3 pagesApi 510 PTR 7HemaNo ratings yet
- ASMEDocument20 pagesASMENorazzah AbdullahNo ratings yet
- QW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Document2 pagesQW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Gangadhar SahuNo ratings yet
- Procedure Qualification Record (PQR)Document2 pagesProcedure Qualification Record (PQR)Ankit KumarNo ratings yet
- AsmeDocument11 pagesAsmeManoj BallaNo ratings yet
- Asme Ix Changes 2017Document4 pagesAsme Ix Changes 2017END - PTSC S.A.S.No ratings yet
- Ix+ 3. (WPQ) Welding Performance QualificationsDocument7 pagesIx+ 3. (WPQ) Welding Performance QualificationsAMAL VISHNUNo ratings yet
- Asme Ix WPS TestDocument6 pagesAsme Ix WPS Testmuhammad hadiNo ratings yet
- Interpretation 22-774Document1 pageInterpretation 22-774Shyam KrishnanNo ratings yet
- ANSI AWS Writing and Qualifying Welding Procedures - Technical BulletinsDocument4 pagesANSI AWS Writing and Qualifying Welding Procedures - Technical Bulletinscleiton.wtecNo ratings yet
- Part QW Welding: Article I Welding General RequirementsDocument6 pagesPart QW Welding: Article I Welding General RequirementsmohammadNo ratings yet
- PQRDocument4 pagesPQRmoonstar_dmeNo ratings yet
- Inspection Call Request Format - 46967 - 018 - Dated 04.08.2022Document1 pageInspection Call Request Format - 46967 - 018 - Dated 04.08.2022Akhtar AnsariNo ratings yet
- Inspection Call Request Format - 441715 - 003 - Dated 04.08.2022Document1 pageInspection Call Request Format - 441715 - 003 - Dated 04.08.2022Akhtar AnsariNo ratings yet
- Inspection Call Request Format - 47758 - 004 - Dated 04.08.2022Document1 pageInspection Call Request Format - 47758 - 004 - Dated 04.08.2022Akhtar AnsariNo ratings yet
- Photo Annexure To IR No.189123-231221-01Document3 pagesPhoto Annexure To IR No.189123-231221-01Akhtar AnsariNo ratings yet
- EXCEL Formulas BibleDocument42 pagesEXCEL Formulas BibleParkash Chander RughaniNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- ST 52 DIN 2391 Part 2 (Germany) : StandardsDocument1 pageST 52 DIN 2391 Part 2 (Germany) : StandardsKandregula Mohan BabuNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Project CharterDocument27 pagesProject CharterAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Training On: 5S Housekeeping TrainingDocument1 pageTraining On: 5S Housekeeping TrainingAkhtar AnsariNo ratings yet
- Wps - PQR List: Page 1 of 4Document4 pagesWps - PQR List: Page 1 of 4Akhtar AnsariNo ratings yet
- MFJO723 - As Built DrawingDocument9 pagesMFJO723 - As Built DrawingAkhtar AnsariNo ratings yet
- Rir 0002Document1 pageRir 0002Akhtar AnsariNo ratings yet
- Attendance Sheet - 5S Housekeeping TrainingDocument1 pageAttendance Sheet - 5S Housekeeping TrainingAkhtar Ansari100% (1)
- Load Test Report For Spreader Bar A & BDocument2 pagesLoad Test Report For Spreader Bar A & BAkhtar AnsariNo ratings yet
- Memo StyleDocument5 pagesMemo StyleAkhtar AnsariNo ratings yet
- MFJO738A - Prssure Test CertificateDocument10 pagesMFJO738A - Prssure Test CertificateAkhtar AnsariNo ratings yet
- MFJO738A - RT Film - Pipe SpoolDocument2 pagesMFJO738A - RT Film - Pipe SpoolAkhtar AnsariNo ratings yet
- Memo StyleDocument5 pagesMemo StyleAkhtar AnsariNo ratings yet
- NDE Request: Metalfab Middle East FZ LLCDocument1 pageNDE Request: Metalfab Middle East FZ LLCAkhtar AnsariNo ratings yet
- 3 HardeningDocument14 pages3 HardeningyuvarajchiNo ratings yet
- 016 TS Hardox Cutting of Hardox Wear Plate UK PDFDocument4 pages016 TS Hardox Cutting of Hardox Wear Plate UK PDFNenad SmiljkovicNo ratings yet
- Gear Data 20-6Document3 pagesGear Data 20-6Kallol MahalanabisNo ratings yet
- Setup SheetDocument9 pagesSetup SheetJeevaRamanNo ratings yet
- Orthogonal & Oblique CuttingDocument2 pagesOrthogonal & Oblique CuttingShivanshu shekhar100% (3)
- Module - IntroductioninMetalWorkDocument19 pagesModule - IntroductioninMetalWorkDaniel Daryl CalingNo ratings yet
- MP Unit 2Document61 pagesMP Unit 2Abhishek KhatavkarNo ratings yet
- ch06 PDFDocument6 pagesch06 PDFjannNo ratings yet
- Zed Purlins Roll Forming LeafletDocument6 pagesZed Purlins Roll Forming LeafletTakis ApostolidesNo ratings yet
- 07 Rawlbolts Plugs AnchorsDocument1 page07 Rawlbolts Plugs AnchorsLincolnNo ratings yet
- B MetaboDocument16 pagesB Metaboedi saputra ediNo ratings yet
- Lesson 3 - Covered Electrodes For Welding Mild Steels PDFDocument1 pageLesson 3 - Covered Electrodes For Welding Mild Steels PDFMelissa MurrayNo ratings yet
- CK6132A CNC Lathe MachineDocument2 pagesCK6132A CNC Lathe MachineMUHAMMAD NAUMANNo ratings yet
- 01 Bs 3692 Grade 88 Bolt Nut CompressDocument1 page01 Bs 3692 Grade 88 Bolt Nut Compresssssaiyed786yahoo.com ShoebNo ratings yet
- Crystal Report Viewer 2Document4 pagesCrystal Report Viewer 2jeswinNo ratings yet
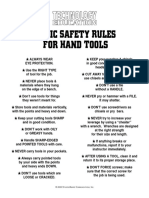
- Hand Tool SafetyDocument1 pageHand Tool SafetymardyNo ratings yet
- 2 Inoculation of Cast IronDocument2 pages2 Inoculation of Cast IronAdams Godoy0% (1)
- How To Build A Drill Press Table - The Family HandymanDocument2 pagesHow To Build A Drill Press Table - The Family HandymanahdickwongNo ratings yet
- The Huck Bobtail System: Engineered For Ease of Installation, High Strength, and Vibration ResistanceDocument9 pagesThe Huck Bobtail System: Engineered For Ease of Installation, High Strength, and Vibration ResistanceGIRONHNo ratings yet
- Single Point Cutting ToolDocument16 pagesSingle Point Cutting ToolSoumik DasNo ratings yet
- MEM560 Chapter 3 NotesDocument115 pagesMEM560 Chapter 3 NotesIrfanNo ratings yet