You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Coal Sampling IndiaDocument27 pagesCoal Sampling IndiaMed Amine RessadNo ratings yet
- Indian Ferro Alloy Industry: A Review of its Development, Current Status, and Future OutlookDocument18 pagesIndian Ferro Alloy Industry: A Review of its Development, Current Status, and Future OutlookGourav ChoudhuriNo ratings yet
- FRF MergedDocument201 pagesFRF MergedSrinivas KumarNo ratings yet
- Blast Furnace ProcessDocument4 pagesBlast Furnace ProcessmohommedaamirNo ratings yet
- Coal Charaterization and Blending Criteria - A Perspective at RinlDocument13 pagesCoal Charaterization and Blending Criteria - A Perspective at Rinlbhujakhia_748657110No ratings yet
- Developments in Blast Furnace Process Control at Port Kembla BaseDocument13 pagesDevelopments in Blast Furnace Process Control at Port Kembla BaseBinod Kumar PadhiNo ratings yet
- Astm C33 PDFDocument8 pagesAstm C33 PDFJorge R. Vega C100% (4)
- (D 6970-Collection of Calcined Petroleum Coke Samples For Analysis) PDFDocument3 pages(D 6970-Collection of Calcined Petroleum Coke Samples For Analysis) PDFyuliaNo ratings yet
- 4 Tanur Tinggi (Blast Furnace)Document67 pages4 Tanur Tinggi (Blast Furnace)Samsul BahriNo ratings yet
- Coke CVDocument4 pagesCoke CVAshutosh MishraNo ratings yet
- Chapter 2: Coal IndustryDocument7 pagesChapter 2: Coal IndustryyondelaNo ratings yet
- ASTM Volume 05.06, September 2018 Gaseous Fuels Coal and Coke Catalysts Bioenergy and Industrial Chemicals From BiomassDocument5 pagesASTM Volume 05.06, September 2018 Gaseous Fuels Coal and Coke Catalysts Bioenergy and Industrial Chemicals From BiomassSamsul BahriNo ratings yet
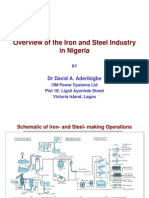
- Overview of The Iron and Steel Industry in Nigeria: DR David A. AderibigbeDocument17 pagesOverview of The Iron and Steel Industry in Nigeria: DR David A. AderibigbeNaz Onuzo0% (1)
- Bhushan Steel - Plant and FacilityDocument6 pagesBhushan Steel - Plant and Facilityanurag3069No ratings yet
- Fastmarkets Iron Ore New Dimension LAtes PDFDocument22 pagesFastmarkets Iron Ore New Dimension LAtes PDFSatyam AvhadNo ratings yet
- Behaviour of NINL Blast Furnace With 100% Calibrated Lump Iron OreDocument9 pagesBehaviour of NINL Blast Furnace With 100% Calibrated Lump Iron OreROWHEITNo ratings yet
- Astm D5341 D5341M-19Document5 pagesAstm D5341 D5341M-19wahyusetyawanNo ratings yet
- Blast Furnace in BSPDocument51 pagesBlast Furnace in BSPAbhishek KhareNo ratings yet
- Group 1Document16 pagesGroup 1Abdul QayyumNo ratings yet
- Standard Test Methods For Analysis of Coal and Coke Ash'Document7 pagesStandard Test Methods For Analysis of Coal and Coke Ash'OmarNo ratings yet
- LPG StandardsDocument115 pagesLPG StandardsKatie RamirezNo ratings yet
- CokeDocument6 pagesCokeDendy Wahyu RadityaNo ratings yet
- D 6559 - 00 - Rdy1ntk - PDFDocument5 pagesD 6559 - 00 - Rdy1ntk - PDFabutaflahNo ratings yet
- MT's Guide PDFDocument309 pagesMT's Guide PDFAvik DeyNo ratings yet
- Ironmaking and Steelmaking Theory and PracticeDocument494 pagesIronmaking and Steelmaking Theory and PracticeDrKinnor Chattopadhyay100% (12)
- EIA EMP Report of JSW SteelDocument879 pagesEIA EMP Report of JSW Steelamo75% (4)
- D3682-Standard Test Method For Major and Minor Elements in Combustion Residues From Coal Utilization ProcessesDocument7 pagesD3682-Standard Test Method For Major and Minor Elements in Combustion Residues From Coal Utilization ProcessesAyaNo ratings yet
- Is.439.1989 CokeDocument11 pagesIs.439.1989 CokeS M SwadiNo ratings yet
- Presentation Nickel in IndonesiaDocument22 pagesPresentation Nickel in IndonesiaIwan AbdurahmanNo ratings yet
- Banda Conveyor PDFDocument38 pagesBanda Conveyor PDFJorge Rios RNo ratings yet