You might also like
- 2-7 Plain Carbon and Carbon Maganese SteelsDocument49 pages2-7 Plain Carbon and Carbon Maganese SteelsSolomonNo ratings yet
- Welding Martensitic Stainless SteelsDocument4 pagesWelding Martensitic Stainless SteelsBabar Manzoor GhauriNo ratings yet
- Qualification Checklists For WPS PQR - Welding AnswersDocument7 pagesQualification Checklists For WPS PQR - Welding AnswersIbe ChinonsoNo ratings yet
- Welding Processes Used in Saudi AramcoDocument62 pagesWelding Processes Used in Saudi AramcoAnand RaoNo ratings yet
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Titanium - Welding and Heat Treating: Topics CoveredDocument13 pagesTitanium - Welding and Heat Treating: Topics CoveredSisira ChandrasomaNo ratings yet
- Cast Iron Welding AlloysDocument4 pagesCast Iron Welding AlloysKhin Aung ShweNo ratings yet
- Austenitic stainless steels properties and welding guideDocument4 pagesAustenitic stainless steels properties and welding guideandy1036No ratings yet
- PFI-ES-01 (2001) IntMachBackRingsButtsDocument8 pagesPFI-ES-01 (2001) IntMachBackRingsButtsdon_romanticko281236No ratings yet
- Cladding Clad RestorationDocument41 pagesCladding Clad RestorationBaveenaDinesh100% (2)
- Weld Cladding Overlay - Topics by ScienceDocument73 pagesWeld Cladding Overlay - Topics by ScienceMichael TayactacNo ratings yet
- Welding InspectionDocument637 pagesWelding InspectionChaitanya Sai T100% (1)
- Welding Code IndexDocument6 pagesWelding Code IndexAkhilesh KumarNo ratings yet
- Introduction To BrazingDocument24 pagesIntroduction To BrazingSundaravaradhan Iyengar100% (1)
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANNo ratings yet
- 904LDocument5 pages904LManish542No ratings yet
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 pagesOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketNo ratings yet
- Weld - Symbol PDFDocument3 pagesWeld - Symbol PDFniraj nair100% (1)
- 625 Overlay WeldingDocument9 pages625 Overlay Weldingdaviesgang360100% (2)
- AWS Electrode classifications explainedDocument3 pagesAWS Electrode classifications explainedUsamaIjazNo ratings yet
- Welding Metallurgy and Weldability of Nickel-Base AlloysFrom EverandWelding Metallurgy and Weldability of Nickel-Base AlloysRating: 5 out of 5 stars5/5 (1)
- Form of Corrosion Illustration Form of Corrosion IllustrationDocument2 pagesForm of Corrosion Illustration Form of Corrosion IllustrationkhalesnabilNo ratings yet
- Delta FerriteDocument9 pagesDelta FerritealadinsaneNo ratings yet
- Stainless Steel Cladding and Weld Overlays PDFDocument13 pagesStainless Steel Cladding and Weld Overlays PDFm5416No ratings yet
- Welding Defects GuideDocument16 pagesWelding Defects Guidepozolab0% (1)
- Welding of Austenitic Stainless Steel - Job Knowledge 103Document2 pagesWelding of Austenitic Stainless Steel - Job Knowledge 103chowhkNo ratings yet
- Super Duplex Stainless SteelDocument3 pagesSuper Duplex Stainless SteelNisa_nisheNo ratings yet
- Review of Current Practice for Welding of Grade 92Document13 pagesReview of Current Practice for Welding of Grade 92pipedown456100% (1)
- MIG-MAG Welding Course OverviewDocument10 pagesMIG-MAG Welding Course OverviewGanesanGovindarjNo ratings yet
- Welding of Nickel AlloysDocument4 pagesWelding of Nickel AlloysMuhammed SulfeekNo ratings yet
- PART 65 ASME IX - Part 3 How To Carry Out A Welder QualificationDocument9 pagesPART 65 ASME IX - Part 3 How To Carry Out A Welder Qualificationravindra_jivaniNo ratings yet
- Ingenieria de La Soldadura PDFDocument11 pagesIngenieria de La Soldadura PDFedscesc10100% (1)
- Corrosion Problems Associated With Stainless SteelDocument11 pagesCorrosion Problems Associated With Stainless SteelVivek RathodNo ratings yet
- Welding of Nonferrous Metal and Their AlloysDocument62 pagesWelding of Nonferrous Metal and Their AlloysKhin Aung ShweNo ratings yet
- Basic Welding EngineeringDocument60 pagesBasic Welding EngineeringYuwantoniAlNo ratings yet
- Butt weld imperfections and defects guideDocument47 pagesButt weld imperfections and defects guidearash59_4uNo ratings yet
- Dissimilar Stainless Steel Welding ConsumableDocument1 pageDissimilar Stainless Steel Welding ConsumablecraccerNo ratings yet
- Nickel Alloy Based Filler MetalDocument1 pageNickel Alloy Based Filler MetaljoehodohNo ratings yet
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- CRAHF Weld OverlayDocument2 pagesCRAHF Weld OverlayGogulu KumarNo ratings yet
- Class 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced FlangesDocument1 pageClass 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced Flanges║║ Joe Beca ║║No ratings yet
- Dissimilar Metal Weldability Concepts Alber SadekDocument45 pagesDissimilar Metal Weldability Concepts Alber SadekMohammad AliNo ratings yet
- Cathodic Disbondment PDFDocument25 pagesCathodic Disbondment PDFsanjayaNo ratings yet
- Welding Rod For c5 & f5 - Er 80s-b6Document1 pageWelding Rod For c5 & f5 - Er 80s-b6SatyamEngNo ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Hydrostatic Test Pressure For Flanges PDFDocument2 pagesHydrostatic Test Pressure For Flanges PDFChegg ChemNo ratings yet
- Clad & Weld Overlay Solutions for Oil & Gas IndustriesDocument8 pagesClad & Weld Overlay Solutions for Oil & Gas Industrieskatchani50% (2)
- SMAW GTAW Guide Filler Metal SelectionDocument3 pagesSMAW GTAW Guide Filler Metal SelectionBipin SinghNo ratings yet
- HeadDocument1 pageHeadabdulloh_99No ratings yet
- Welding Consumables-Cast IronDocument9 pagesWelding Consumables-Cast Ironshabbir626No ratings yet
- Steel Plates For Offshore StructuresDocument8 pagesSteel Plates For Offshore StructuresYiengeChanYeeNo ratings yet
- K FactorDocument1 pageK FactorcarloslaioloNo ratings yet
- ASME Specification For Fastener MaterialsDocument11 pagesASME Specification For Fastener MaterialsAnonymous IwqK1Nl100% (1)
- Helium Leak TestDocument0 pagesHelium Leak TestJegan ThiyagarajanNo ratings yet
- Welding of Tubular Structures: Proceedings of the Second International Conference Held in Boston, Massachusetts, USA, 16-17 July 1984 under the Auspices of the International Institute of WeldingFrom EverandWelding of Tubular Structures: Proceedings of the Second International Conference Held in Boston, Massachusetts, USA, 16-17 July 1984 under the Auspices of the International Institute of WeldingRating: 5 out of 5 stars5/5 (1)
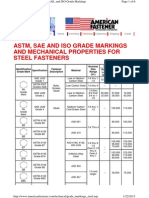
- ASTM, SAE AND ISO GRADE MARKINGS FOR STEEL FASTENERSDocument6 pagesASTM, SAE AND ISO GRADE MARKINGS FOR STEEL FASTENERShoannhuNo ratings yet
- The Physics of Welding: International Institute of WeldingFrom EverandThe Physics of Welding: International Institute of WeldingRating: 1.5 out of 5 stars1.5/5 (2)
- 127.study The Effect of Welding Parameters of Tig Welding of PlateDocument43 pages127.study The Effect of Welding Parameters of Tig Welding of PlatemoorthikumarNo ratings yet
- 2018 New TitlesDocument4 pages2018 New TitleseshuNo ratings yet
- Improving Piston Ring Wear Resistance Through Coated SurfacesDocument47 pagesImproving Piston Ring Wear Resistance Through Coated SurfaceseshuNo ratings yet
- Design and Analysis of Petrol With Hydrogen Fuel Used For Agri SprayerDocument1 pageDesign and Analysis of Petrol With Hydrogen Fuel Used For Agri SprayereshuNo ratings yet
- Abstract OnlyDocument12 pagesAbstract OnlyeshuNo ratings yet
- Al-Ni-Cr Composite Material Improves Disc Brake PerformanceDocument56 pagesAl-Ni-Cr Composite Material Improves Disc Brake Performanceeshu50% (2)
- 14.experimental and Stress Analysis of Pipe Routing at Various Temperature and Pressure by Changing The Various Material and SupportDocument54 pages14.experimental and Stress Analysis of Pipe Routing at Various Temperature and Pressure by Changing The Various Material and Supporteshu100% (2)
- 83.design and Fabrication of Cam Shaft Using Nickel, Choromium and Zinc CoatingDocument78 pages83.design and Fabrication of Cam Shaft Using Nickel, Choromium and Zinc CoatingeshuNo ratings yet
- 16 IJARSET VijayaramnathDocument5 pages16 IJARSET VijayaramnatheshuNo ratings yet
- Chi Square Test Case Processing SummaryDocument5 pagesChi Square Test Case Processing SummaryeshuNo ratings yet
- Thirumalai Kumar CompletionDocument1 pageThirumalai Kumar CompletioneshuNo ratings yet
- 44.al Si MG Pin FinDocument73 pages44.al Si MG Pin FineshuNo ratings yet
- Mechanical Behaviour Carbon FiberDocument46 pagesMechanical Behaviour Carbon FibereshuNo ratings yet
- 17.experimental and Investigation of Spark Plug Using Silicon Foul Release CoatingDocument52 pages17.experimental and Investigation of Spark Plug Using Silicon Foul Release CoatingeshuNo ratings yet
- 16.chromium PVD Tool CoatingDocument58 pages16.chromium PVD Tool CoatingeshuNo ratings yet
- Transform Tool India PVT LimitedDocument1 pageTransform Tool India PVT LimitedeshuNo ratings yet
- U.balaji - Karpagam Institute of Technology-Kinematic Trading Abd CoDocument2 pagesU.balaji - Karpagam Institute of Technology-Kinematic Trading Abd CoeshuNo ratings yet
- A Study On Organization Development in Atlantic Fabrics in KarurDocument20 pagesA Study On Organization Development in Atlantic Fabrics in KarurvigneshNo ratings yet
- Al-Ni-Cr Composite Material Improves Disc Brake PerformanceDocument56 pagesAl-Ni-Cr Composite Material Improves Disc Brake Performanceeshu50% (2)
- A Study On Impact of Intra Organizational Relationship On Organizational Effectiveness of VKC Compan1Document92 pagesA Study On Impact of Intra Organizational Relationship On Organizational Effectiveness of VKC Compan1eshu83% (12)
- Extra QuestinariesDocument11 pagesExtra QuestinarieseshuNo ratings yet
- Inconal and Monel WeldDocument49 pagesInconal and Monel Weldeshu100% (1)
- Polyalthia LongifoliaDocument4 pagesPolyalthia LongifoliaeshuNo ratings yet
- A Study On Welfare Measure in Amman Steel and Allied Industry at TrichyDocument2 pagesA Study On Welfare Measure in Amman Steel and Allied Industry at TrichyeswariNo ratings yet
- Introduction RajeshDocument33 pagesIntroduction Rajesheswari0% (1)
- Piping ProjectDocument1 pagePiping ProjecteshuNo ratings yet
- Abd Faiz Muhammad (CD 5056)Document24 pagesAbd Faiz Muhammad (CD 5056)eshuNo ratings yet
- BiodieselDocument1 pageBiodieseleswariNo ratings yet
- Al-Ni-Cr Composite Material Improves Disc Brake PerformanceDocument56 pagesAl-Ni-Cr Composite Material Improves Disc Brake Performanceeshu50% (2)
- K-PRIX means quality, cost and service in grinding wheelsDocument10 pagesK-PRIX means quality, cost and service in grinding wheelskarthikNo ratings yet
- Reasons to Replace Expired Fire ExtinguishersDocument3 pagesReasons to Replace Expired Fire ExtinguishersswapnilmanwtkarNo ratings yet
- Properties and Uses: Report by Group 2Document56 pagesProperties and Uses: Report by Group 2Carl Ashlee Perez AsiNo ratings yet
- E.O.Paton Electric Welding Institute Activity in The FieldDocument10 pagesE.O.Paton Electric Welding Institute Activity in The FieldMaksimovNo ratings yet
- API 614 Lubrication, Shaft-Sealing, and Control-Oil Systems and Auxiliares For Petroleum, Chemical and Gas Industry ServicesDocument206 pagesAPI 614 Lubrication, Shaft-Sealing, and Control-Oil Systems and Auxiliares For Petroleum, Chemical and Gas Industry ServicesOzzy Fake100% (2)
- VS-HS Storage Systems Product Manual Ws PDFDocument38 pagesVS-HS Storage Systems Product Manual Ws PDFmehmacarNo ratings yet
- CorrosionDocument14 pagesCorrosionChalakAhmedNo ratings yet
- WokaStar - EN1Document8 pagesWokaStar - EN1Huang yen chengNo ratings yet
- Efficient Synthesis of 3-Hydroxy-1,4-Benzodiazepines Oxazepam and Lorazepam by New Acetoxylation Reaction of 3-Position of 1,4-Benzodiazepine Ring - Organic Process Research & DevelopmentDocument12 pagesEfficient Synthesis of 3-Hydroxy-1,4-Benzodiazepines Oxazepam and Lorazepam by New Acetoxylation Reaction of 3-Position of 1,4-Benzodiazepine Ring - Organic Process Research & DevelopmentSimon GeschwindNo ratings yet
- All About Fatty AlcoholDocument43 pagesAll About Fatty Alcoholrpyjcth100% (1)
- All India Career Point Test NEETDocument5 pagesAll India Career Point Test NEETsameerambekar660No ratings yet
- Figure 1: Coordinate of Plant LocationDocument11 pagesFigure 1: Coordinate of Plant LocationJonathon John100% (1)
- Vogel-Johnson Agar, BaseDocument3 pagesVogel-Johnson Agar, BaseshubhrashrotriaNo ratings yet
- Wieland CatalogueDocument40 pagesWieland Catalogueazb00178No ratings yet
- Twin Screw ExtruderDocument106 pagesTwin Screw ExtruderHassan100% (1)
- KEY Macromolecules Chart 2015Document4 pagesKEY Macromolecules Chart 2015Joshua BernilNo ratings yet
- AKP123Document70 pagesAKP123goswamiphotostatNo ratings yet
- Wa0044 PDFDocument337 pagesWa0044 PDFYamilNo ratings yet
- Optek TOP5 Brewery Applications EnglishDocument16 pagesOptek TOP5 Brewery Applications EnglishoptekNo ratings yet
- Content of The Dossier For Chemical Purity and Microbiological QualityDocument23 pagesContent of The Dossier For Chemical Purity and Microbiological QualityjdemelloNo ratings yet
- 1200 TDSDocument2 pages1200 TDSRoxana LencinaNo ratings yet
- Project On Bio-ButanolDocument75 pagesProject On Bio-ButanolSamir ShahNo ratings yet
- Lecture - 3 Dosimetric Quantities and Biological EffectsDocument33 pagesLecture - 3 Dosimetric Quantities and Biological Effectsmz2v8rs7srNo ratings yet
- ATP Production From Carbs Protein FatsDocument16 pagesATP Production From Carbs Protein Fatshuraira bhattiNo ratings yet
- Ujian Mac Chemistry Form 4Document9 pagesUjian Mac Chemistry Form 4Nur Zuraimie ZamNo ratings yet
- Kinkelder StandardDocument24 pagesKinkelder StandardJason StephensNo ratings yet
- RHOPLEX™ EC-3000: 100% Acrylic Polymer For The Roof Coatings MarketDocument4 pagesRHOPLEX™ EC-3000: 100% Acrylic Polymer For The Roof Coatings MarketLong An DoNo ratings yet
- 2016-04 - Broschuere - Innovative - Oberflaechensysteme - Klein R3RDocument16 pages2016-04 - Broschuere - Innovative - Oberflaechensysteme - Klein R3RRico MalibiranNo ratings yet
- 14 CH242 Conjugated & UVDocument72 pages14 CH242 Conjugated & UVrizqiaNo ratings yet
- Resin R3X1660 - Material Data Sheet - Part BDocument4 pagesResin R3X1660 - Material Data Sheet - Part BRavie OuditNo ratings yet
- Chemical Composition of A Fountain Pen InkDocument4 pagesChemical Composition of A Fountain Pen InkmynamecoolNo ratings yet