You might also like
- Accounting concepts and techniquesDocument17 pagesAccounting concepts and techniquesvigneshNo ratings yet
- Mechanical Properties of Fibre Reinforced Concrete Subjected To High TemperatureDocument8 pagesMechanical Properties of Fibre Reinforced Concrete Subjected To High TemperaturevigneshNo ratings yet
- Mechanical Properties of Fibre Reinforced Concrete Subjected To High TemperatureDocument8 pagesMechanical Properties of Fibre Reinforced Concrete Subjected To High TemperaturevigneshNo ratings yet
- Urban Entertainment Centers feasibility study Karnataka citiesDocument59 pagesUrban Entertainment Centers feasibility study Karnataka citiesRahil AlamNo ratings yet
- Amino AcidsDocument3 pagesAmino AcidsvigneshNo ratings yet
- Integrated TownshipDocument6 pagesIntegrated TownshipvigneshNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Radiation Safety TechniquesDocument52 pagesRadiation Safety TechniquesSahil RamtekeNo ratings yet
- Sheet Metal Forming ProcessesDocument41 pagesSheet Metal Forming ProcessesSumairNo ratings yet
- Null 1 1Document13 pagesNull 1 1Mohameb BabkerNo ratings yet
- BS 1881Document8 pagesBS 1881Nurul Izzati Raihan RamziNo ratings yet
- Chapter 8 Bonding General ConceptsDocument79 pagesChapter 8 Bonding General Conceptsabd jafNo ratings yet
- ITRF PPTDocument6 pagesITRF PPTBernardo Sánchez OrdóñezNo ratings yet
- DSC04 - ACS-5E-H - 35-250 KW - 50HzDocument6 pagesDSC04 - ACS-5E-H - 35-250 KW - 50HzrepelindNo ratings yet
- Plane stress superposition and Mohr's circleDocument3 pagesPlane stress superposition and Mohr's circleMouhamadou yassineNo ratings yet
- Forensic Ballistics - 7Document12 pagesForensic Ballistics - 7Catherine AcedoNo ratings yet
- Know MonsoonsDocument7 pagesKnow MonsoonsRajender BishtNo ratings yet
- SSLC Question Pool Physics - English Medium 1 Mark QuestionsDocument40 pagesSSLC Question Pool Physics - English Medium 1 Mark QuestionsadamNo ratings yet
- Thermal WindDocument56 pagesThermal Windanie bragaNo ratings yet
- Review of Copper 2017.05.021Document194 pagesReview of Copper 2017.05.021chérifa boulechfarNo ratings yet
- Introduction and Basic Concepts: Chapter OneDocument2 pagesIntroduction and Basic Concepts: Chapter OneseidNo ratings yet
- Chapter 3. Shale Shakers: Principle of OperationDocument34 pagesChapter 3. Shale Shakers: Principle of Operationkaleem ullah janNo ratings yet
- Advanced Pattern Cumulative Test-1 (Act-1) Paper-1Document62 pagesAdvanced Pattern Cumulative Test-1 (Act-1) Paper-1SAMARTH GITENo ratings yet
- Forensic Ballistics 5Document8 pagesForensic Ballistics 5johnpaulacostaNo ratings yet
- Physics Chapter Motion AnswersDocument21 pagesPhysics Chapter Motion AnswerslauranistNo ratings yet
- Entropy 170828073801Document20 pagesEntropy 170828073801Swapnil PoteNo ratings yet
- Analysis of Deformation of Vertically Loaded Piles - Mark F. RandolphDocument13 pagesAnalysis of Deformation of Vertically Loaded Piles - Mark F. RandolphJHIH KAI CHANGNo ratings yet
- ASTM A27 Steel - A Guide To Choosing The Right Grade - Casting & Foundry ServicesDocument3 pagesASTM A27 Steel - A Guide To Choosing The Right Grade - Casting & Foundry ServicesFrancisco Marin BortoluzziNo ratings yet
- TN290 Vibrations 0125142Document28 pagesTN290 Vibrations 0125142Trade TradNo ratings yet
- Case Study 2010 OpenFoamDocument33 pagesCase Study 2010 OpenFoamgego477No ratings yet
- Heat - 4e - Chap08 - Internal Convection-StDocument48 pagesHeat - 4e - Chap08 - Internal Convection-Stfu MozaNo ratings yet
- Bubble Into A Horizontal Double Pipe HEDocument9 pagesBubble Into A Horizontal Double Pipe HESonNguyenNo ratings yet
- Kamaljit Rangra PH.D AbstractDocument2 pagesKamaljit Rangra PH.D Abstract678179678179No ratings yet
- PHYSICS 3 LENSESDocument32 pagesPHYSICS 3 LENSESCrisanta LeonardoNo ratings yet
- NPTEL - Civil Engineering - Fluid Mechanics PDFDocument1 pageNPTEL - Civil Engineering - Fluid Mechanics PDFSaradaPrasadChakrabortyNo ratings yet
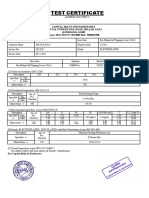
- Test CertificateDocument1 pageTest CertificatequalityNo ratings yet
- Raoult's LawDocument5 pagesRaoult's LawEn CsakNo ratings yet