You might also like
- Method Statement of Ipa-227 Piping WorksDocument5 pagesMethod Statement of Ipa-227 Piping WorksPramod kumarNo ratings yet
- METHOD STATEMENT - PipingDocument12 pagesMETHOD STATEMENT - PipingAnonymous M5rHHKNo ratings yet
- Method Statement For Prefabrication and Erection-PipingDocument10 pagesMethod Statement For Prefabrication and Erection-PipingAhmed Gomaa92% (59)
- SS Piping Method StatementDocument11 pagesSS Piping Method Statementbrijesh shah50% (2)
- Method Statement For Welding PDFDocument8 pagesMethod Statement For Welding PDFpadmasree200283% (6)
- Method Statement For Piping InstallationDocument9 pagesMethod Statement For Piping Installationคุณพ่อน้อง บิ๊กบอส100% (12)
- Pipeline Execution PlanDocument23 pagesPipeline Execution PlanRawnakul Islam OpuNo ratings yet
- Pipeline Maintenance MethodDocument37 pagesPipeline Maintenance MethodMohsen Keramati100% (3)
- Pipeline Construction Work Method StatementDocument13 pagesPipeline Construction Work Method StatementTanvir Shawon100% (1)
- Method Statement HDPE - KUCPDocument6 pagesMethod Statement HDPE - KUCPRafael Echano Acedera86% (7)
- Method Statement For Piping Fabrication & Erection Work Procedure - BlankDocument9 pagesMethod Statement For Piping Fabrication & Erection Work Procedure - BlankNaning Kusuma100% (1)
- Method of Statment For Welding of Carbon Steel Pipes Dks-mst-c11-001 Rev 1Document17 pagesMethod of Statment For Welding of Carbon Steel Pipes Dks-mst-c11-001 Rev 1Sherief Abd El Baky83% (12)
- Road Crossing SpecificationDocument12 pagesRoad Crossing SpecificationPetrokens Family100% (1)
- Pipeline Construction WorksDocument18 pagesPipeline Construction WorksMostafa Nabil100% (1)
- Ms Cross Country PipelineDocument18 pagesMs Cross Country Pipelinesamkarthik47100% (8)
- Method Statement For HDPE Pipe WorkDocument10 pagesMethod Statement For HDPE Pipe WorkAlaa Ali86% (7)
- Method Statement Piping Works DABBIYADocument11 pagesMethod Statement Piping Works DABBIYAsivaparthiban100% (3)
- Ms-Black Steel PipeDocument4 pagesMs-Black Steel PipeYusufNo ratings yet
- Method Statement For PipingDocument13 pagesMethod Statement For PipingTauqeer SalimNo ratings yet
- Soku Gas Plant Tie-In WorksDocument17 pagesSoku Gas Plant Tie-In WorksAnyanele Nnamdi Felix86% (7)
- Pipe Laying Method StatementDocument6 pagesPipe Laying Method StatementLook100% (9)
- Method of Statement For Cold CuttingDocument12 pagesMethod of Statement For Cold Cuttingbabjihanumanthu100% (2)
- WMS JOB Procedure FOR PIPING WORKDocument9 pagesWMS JOB Procedure FOR PIPING WORKsatyamech1_395565923No ratings yet
- Method Statement - Pipe WorksDocument14 pagesMethod Statement - Pipe WorksDarl Anthony Veloso100% (4)
- Wax Removal in Pipeline PDFDocument291 pagesWax Removal in Pipeline PDFKhwanas LuqmanNo ratings yet
- Method Statement For DI PipingDocument16 pagesMethod Statement For DI Pipingtomj9104No ratings yet
- Method of Statement For Pipeline WorkDocument15 pagesMethod of Statement For Pipeline WorkHalil Güney100% (3)
- Method Statement Pressure TestingDocument15 pagesMethod Statement Pressure TestingRichard Nixon Nalli100% (5)
- Method Statement of Pipeline WorksDocument13 pagesMethod Statement of Pipeline Worksमनिसभेटुवाल86% (21)
- Method Statement For Installation & Hydrotest of GRP & Upvc PipesDocument19 pagesMethod Statement For Installation & Hydrotest of GRP & Upvc PipesBAVA M.HNo ratings yet
- Method Statement For WeldingDocument31 pagesMethod Statement For WeldingNaveed Ahmed Get-Info83% (6)
- Ipc-4552b-2021 En印制板化学镀镍 浸金 (Enig) 镀覆性能规范 英文版Document21 pagesIpc-4552b-2021 En印制板化学镀镍 浸金 (Enig) 镀覆性能规范 英文版cdmingNo ratings yet
- Construction Method For Underground HDPE Piping SystemsDocument9 pagesConstruction Method For Underground HDPE Piping Systemshasan_67648961686% (7)
- Method Statement-Welding of Piping DabbaiyaDocument11 pagesMethod Statement-Welding of Piping Dabbaiyasivaparthiban67% (3)
- Thrust Boring - Horizontal Directional DrillingDocument6 pagesThrust Boring - Horizontal Directional Drillingsai_kukie100% (1)
- Method Statement For Pipe Support Fabrication and Installation 6423dp420!00!0030000 - Rev01Document21 pagesMethod Statement For Pipe Support Fabrication and Installation 6423dp420!00!0030000 - Rev01mister pogi80% (41)
- Method Statement Pipe WeldingDocument14 pagesMethod Statement Pipe Weldingjayasjb90% (10)
- Method Statement For Tie inDocument15 pagesMethod Statement For Tie inRachel Flores86% (7)
- Installation of Fuel Pipes Method StatementDocument10 pagesInstallation of Fuel Pipes Method StatementWufei Chang100% (2)
- Method Statement For Surface Preparation PaintingDocument9 pagesMethod Statement For Surface Preparation Paintingjamil100% (3)
- GRE Hydrotest Procedure PDFDocument9 pagesGRE Hydrotest Procedure PDFMohammad Saif AliNo ratings yet
- Pipeline Construction Works PDFDocument18 pagesPipeline Construction Works PDFAli AbdoulayeNo ratings yet
- Method Statement For Underground Piping FCDocument17 pagesMethod Statement For Underground Piping FCmister pogi94% (17)
- Flying Scale Models 2020-04Document68 pagesFlying Scale Models 2020-04PippoNo ratings yet
- Method Work Statement Pipe Welding WorksDocument17 pagesMethod Work Statement Pipe Welding WorksSanjana AhujaNo ratings yet
- Grinding Machine PDFDocument23 pagesGrinding Machine PDFNagi NayakNo ratings yet
- Method of Statement For Under-Ground and Above-Ground Piping InstallationDocument10 pagesMethod of Statement For Under-Ground and Above-Ground Piping Installationamr100% (1)
- PIPELINE HYDROSTATIC TEST REPORTDocument6 pagesPIPELINE HYDROSTATIC TEST REPORTHalil GüneyNo ratings yet
- Project Report On Discontinuous Puf Panels Using Cyclopentane As A Blowing AgentDocument6 pagesProject Report On Discontinuous Puf Panels Using Cyclopentane As A Blowing AgentEIRI Board of Consultants and PublishersNo ratings yet
- Aiag Cqi-9Document78 pagesAiag Cqi-9Jorge FernandezNo ratings yet
- Standard Test Method ForDocument3 pagesStandard Test Method ForKhwanas LuqmanNo ratings yet
- Lathe Machine OperationDocument68 pagesLathe Machine OperationKarthick N100% (8)
- Lathe Machine OperationDocument68 pagesLathe Machine OperationKarthick N100% (8)
- Method Statement For Pipe Line Re-RoutingDocument6 pagesMethod Statement For Pipe Line Re-RoutingChris100% (1)
- Procedure PipelineDocument99 pagesProcedure PipelineBelema Thomson100% (9)
- High-Strength, Wrought, Butt-Welding Fittings: MSS SP-75-2014Document33 pagesHigh-Strength, Wrought, Butt-Welding Fittings: MSS SP-75-2014LUISNo ratings yet
- MS Earthing of Bonding Lighting ArrestorsDocument25 pagesMS Earthing of Bonding Lighting ArrestorsJaafar LagayanNo ratings yet
- QCS 2010 Section 8 Part 4 Pipeline InstallationDocument29 pagesQCS 2010 Section 8 Part 4 Pipeline Installationahmed abdohNo ratings yet
- En 1435-RT PDFDocument24 pagesEn 1435-RT PDFKhwanas LuqmanNo ratings yet
- Bgas g2 QustionDocument32 pagesBgas g2 QustionMina Remon100% (1)
- SS Piping Method StatementDocument10 pagesSS Piping Method StatementNishar BalkavadeNo ratings yet
- Underground Pipe Installation Method StatementDocument9 pagesUnderground Pipe Installation Method StatementAmirudin Rosli100% (2)
- Medical Gas Piping SpecDocument22 pagesMedical Gas Piping Specvvg100% (1)
- PP Aaa PP1 128Document19 pagesPP Aaa PP1 128Rabah AmidiNo ratings yet
- MIS PIPELINES PIPELINE EXCAVATION METHODDocument3 pagesMIS PIPELINES PIPELINE EXCAVATION METHODKenn MulingeNo ratings yet
- Welding Pipeline HandbookDocument63 pagesWelding Pipeline Handbookchanchai T100% (9)
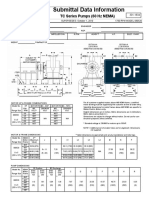
- Submittal Data Information: TC Series Pumps (60 HZ NEMA)Document2 pagesSubmittal Data Information: TC Series Pumps (60 HZ NEMA)Bagaskoro Dwi PrastioNo ratings yet
- Ip - Instrument Panel PDFDocument20 pagesIp - Instrument Panel PDFAxxNo ratings yet
- KOG 130830 Commercial Technical Proposal (Pipeline Balongan - Plumpang) MarkupDocument43 pagesKOG 130830 Commercial Technical Proposal (Pipeline Balongan - Plumpang) MarkupAswin Lorenso Gultom NamoralotungNo ratings yet
- 5fb632fe646df PDFDocument21 pages5fb632fe646df PDFRS AyanshNo ratings yet
- Safe N Silent Pro330 - RW-RAY - PSB - EN13501-1 - FIRE CLASSIFICATIONDocument5 pagesSafe N Silent Pro330 - RW-RAY - PSB - EN13501-1 - FIRE CLASSIFICATIONQuyen NgoNo ratings yet
- Power Outlet: SectionDocument7 pagesPower Outlet: Section小鋒No ratings yet
- Power Outlet: SectionDocument6 pagesPower Outlet: SectionjapaxploseNo ratings yet
- PP Aaa PP1 108Document18 pagesPP Aaa PP1 108Rabah AmidiNo ratings yet
- Road Wheels & Tires: SectionDocument7 pagesRoad Wheels & Tires: SectionEduardo ColinNo ratings yet
- 44-Iso 3834-2 - 2005Document54 pages44-Iso 3834-2 - 2005Khwanas LuqmanNo ratings yet
- CH 1 General DescriptionDocument4 pagesCH 1 General DescriptionKhwanas LuqmanNo ratings yet
- W.A.T.T.: The Shaping MachineDocument3 pagesW.A.T.T.: The Shaping MachineKhwanas LuqmanNo ratings yet
- Boxford 8 Inch Shaper PDFDocument21 pagesBoxford 8 Inch Shaper PDFOlavo PastoreNo ratings yet
- W.A.T.T.: The Shaping MachineDocument3 pagesW.A.T.T.: The Shaping MachineKhwanas LuqmanNo ratings yet
- W.A.T.T.: World Association of Technology TeachersDocument2 pagesW.A.T.T.: World Association of Technology TeachersAna Carmen Marqués MagallónNo ratings yet
- Boxford 8 Inch Shaper PDFDocument21 pagesBoxford 8 Inch Shaper PDFOlavo PastoreNo ratings yet
- Shaper Chapter From Manufacturing Technology PDFDocument8 pagesShaper Chapter From Manufacturing Technology PDFDharmendra KumarNo ratings yet
- TDW PIGG SpecificationsDocument157 pagesTDW PIGG SpecificationsKhwanas LuqmanNo ratings yet
- ASME/ANSI B18.2.2 SAE GR.2 THREAD UNF 1/4-28; 1-12 INDEXDocument2 pagesASME/ANSI B18.2.2 SAE GR.2 THREAD UNF 1/4-28; 1-12 INDEXKhwanas LuqmanNo ratings yet
- ASME/ANSI B18.2.2 SAE GR.2 THREAD UNF 1/4-28; 1-12 INDEXDocument2 pagesASME/ANSI B18.2.2 SAE GR.2 THREAD UNF 1/4-28; 1-12 INDEXKhwanas LuqmanNo ratings yet
- ASME B18 24 2004 B18 Fastener Products PDFDocument156 pagesASME B18 24 2004 B18 Fastener Products PDFKhwanas LuqmanNo ratings yet
- Steel Wire, Deformed, For Concrete ReinforcementDocument5 pagesSteel Wire, Deformed, For Concrete ReinforcementKhwanas LuqmanNo ratings yet
- All in To MM PDFDocument3 pagesAll in To MM PDFKhwanas LuqmanNo ratings yet
- Welding Electrode Classifications 123Document2 pagesWelding Electrode Classifications 123Unnikrishnan RajanNo ratings yet
- In To MM PDFDocument3 pagesIn To MM PDFKhwanas LuqmanNo ratings yet
- Welding ElectrodeDocument6 pagesWelding ElectrodeKhwanas LuqmanNo ratings yet
- Carbon Steel h4r Electrode Classification MeaningDocument1 pageCarbon Steel h4r Electrode Classification MeaningZahi DrawNo ratings yet
- ch5Document14 pagesch5Rolando DaclanNo ratings yet
- Weld TechDocument18 pagesWeld TechAhmad Nabil ElsharkawyNo ratings yet
- Welding PositionDocument6 pagesWelding Positionenels77No ratings yet
- Arc Stud WeldingDocument5 pagesArc Stud WeldingKhwanas LuqmanNo ratings yet
- Astm G58Document7 pagesAstm G58pachosilverNo ratings yet
- Aventor CatalogDocument40 pagesAventor Cataloggeetha raniNo ratings yet
- CMOS Processing Technology Chapter Explains FEOL and BEOL StepsDocument1 pageCMOS Processing Technology Chapter Explains FEOL and BEOL StepsCarlos SaavedraNo ratings yet
- Philippines Shall Not Be Used As A Money Laundering Site For The Proceeds of Any Unlawful Activity'Document5 pagesPhilippines Shall Not Be Used As A Money Laundering Site For The Proceeds of Any Unlawful Activity'Joanna MNo ratings yet
- SCM Final Project ReportDocument14 pagesSCM Final Project ReportShaharyar Amin NCBA&ENo ratings yet
- LEAN ProjectDocument33 pagesLEAN Projectsitam_nitj4202No ratings yet
- New Brosur Beva Chainlink 2020 CompressedDocument12 pagesNew Brosur Beva Chainlink 2020 Compressedrani wulansariNo ratings yet
- Parts of A Centre LatheDocument21 pagesParts of A Centre LatheMuralikrishnan GMNo ratings yet
- Krisbow Welding KatalogDocument16 pagesKrisbow Welding Katalogpro.bacotgamingNo ratings yet
- Pexe Component - Iecex Exv 19.0010u Is0Document6 pagesPexe Component - Iecex Exv 19.0010u Is0abdelhalimNo ratings yet
- Severstal - Presentation OG NewDocument21 pagesSeverstal - Presentation OG NewRicardo NeryNo ratings yet
- Power and Industrial Plant Engineering Problems: by GRC - Greywolves Review CenterDocument383 pagesPower and Industrial Plant Engineering Problems: by GRC - Greywolves Review Centerkristan7No ratings yet
- Cast in Place Concrete With Waterstop - DeNeef Waterstop - GSWS 002A - v2Document25 pagesCast in Place Concrete With Waterstop - DeNeef Waterstop - GSWS 002A - v2ahmedmido14No ratings yet
- Project Report Box Transport MechanismDocument33 pagesProject Report Box Transport MechanismAjay KashyapNo ratings yet
- IACS P PipeDocument75 pagesIACS P PipeEren HürcanNo ratings yet
- Unit II - Geometry of Cutting ToolsDocument31 pagesUnit II - Geometry of Cutting ToolsMr. Swapnil S. JadhavNo ratings yet
- Asme IxDocument98 pagesAsme IxNam KhansomboonNo ratings yet
- Design For Disassembly Guidelines: Active Disassembly Research, January 2005Document7 pagesDesign For Disassembly Guidelines: Active Disassembly Research, January 2005Boris NguetaNo ratings yet
- 654 SmoDocument12 pages654 SmoAndres Torres VillegasNo ratings yet
- Weld Cost Calculation: Weld Detail: Weld TypeDocument18 pagesWeld Cost Calculation: Weld Detail: Weld TypeTunji AminuNo ratings yet
- Technical Data: Aluminium Composite PanelsDocument2 pagesTechnical Data: Aluminium Composite PanelsSushil dixitNo ratings yet
- Design and Analysis of Progressive Die For Chain Link PlateDocument6 pagesDesign and Analysis of Progressive Die For Chain Link PlatesudhakarNo ratings yet