Professional Documents
Culture Documents
Altintas 1996 Prediction of Ball End Milling Forces
Uploaded by
Guilherme FranzoiCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Altintas 1996 Prediction of Ball End Milling Forces
Uploaded by
Guilherme FranzoiCopyright:
Available Formats
See
discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/283158347
Mechanics of ball end milling process
Article · January 1993
CITATIONS READS
23 233
2 authors:
Guven Yucesan Yusuf Altintas
NA University of British Columbia - Vancouver
7 PUBLICATIONS 206 CITATIONS 239 PUBLICATIONS 13,890 CITATIONS
SEE PROFILE SEE PROFILE
Some of the authors of this publication are also working on these related projects:
Modeling and compensation of volumetric errors for five-axis machine tools View project
Mechanics and Dynamics of Threading Thin-walled Oil Pipes View project
All content following this page was uploaded by Guven Yucesan on 02 December 2015.
The user has requested enhancement of the downloaded file.
Prediction of Ball End
G. Yiicesan*
Postdoctoral Fellow. Milling Forces
Mechanics of milling with ball ended helical cutters are modeled. The model is based
Y. Altmta§ on the analytic representation of ball shaped helical flute geometry, and its rake and
Associate Professor. Mem. ASME clearance surfaces. It is assumed that friction and pressure loads on the rake face
are proportional to the uncut chip thickness area. The load on the flank contact face
Department of Mechanical Engineering, is concentrated on the in cut portion of the cutting edge. The pressure and friction
The University of British Columbia, coefficients are identified from a set of slot ball end milling tests at different feeds
Vancouver, BC, V6T 1Z4, Canada
and axial depth of cuts, and are used to predict the cutting forces for various cutting
conditions. The experimentally verified model accurately predicts the cutting forces
in three Cartesian directions.
1 Introduction et al. [16, 17, 18] for cylindrical end mills. The variations of
friction and pressure coefficients along the flute are considered
Ball ended milling cutters are extensively used in machining
by using effective cutting force coefficients which are dependent
parts with sculptured surfaces. Milling of dies for forming, forg-
on the cutter and flute immersion geometry and the feed-rate.
ing and injection plastic molding are most commonoperations
The cutting coefficients are identified from standard slot milling
in die shops. The dies are generally made of tool steels which
experiments, and used to predict the cutting force distribution
are hard to machine. Breakage of tool shank and chipping of
along the flute edge for any ball milling geometry but with the
ball shaped helical flutes are the critical factors in ball end
same rake angle. The proposed model accurately predicts the
milling of die alloys. In the aerospace industry, aerodynamic
cutting forces for different chip loads and cutting geometry, and
sculptured shapes are milled with ball ended cutters. The aero-
verified in various ball end milling experiments.
space parts are generally made of titanium, nickel and aluminum
alloys, and the dimensional accuracy and metal removal effi- Henceforth, the paper is organized as follows: The geometric
ciency are critical factors in such operations. Ball end milling modeling of the ball end mill cutters and ball shaped helical
of compressor and turbine blades are typical operations in the flutes are presented in Section 2. Modeling of cutting force
aircraft engine industry. expressions are shown in Section 3, and followed by cutting
coefficients identification procedure in Section 4. The model is
In this paper, the mechanics of machining with ball ended
experimentally verified for ball end milling of a titanium alloy
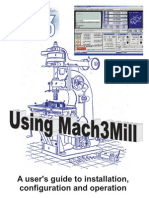
cutters are modeled. A typical ball end mill with helical flutes
(Ti 6 Al 4 ) in Section 5. The results and proposed model are
is shown in Fig. 1. The radius of the ball part is equal to the
briefly summarized in Section 6.
radius of cylindrical shaft of the cutter body. The effective
radius of the cutter in parallel x — y planes start with the shank
radius at cylindrical part of the cutter body (R0), and reduces
gradually towards zero at the ball tip. The flutes have a constant
2 Geometric Model of Ball End Mills
lead (i.e., helix pitch), but have a varying local helix angle due The geometry of a ball ended milling cutter is shown in Fig.
to changing radius. 1. The flutes of the ball ended cutter meet at the tip of the
There has been significant research reported in modeling me- sphere, and are ground with a constant helix lead. The flutes
chanics of milling [1, 2, 3, 7, 12] but little work has been done have a helix angle of p0 at ball-shank meeting boundary (A).
on the mechanics of ball end milling. Previous research has Due to reduction of radius at (x - y) planes toward the ball tip
concentrated on the mechanistic modeling of cylindrical helical in axial (z) direction, the local helix angle (/3(z)) along the
end mills and reviewed by Smith and Tlusty in [ 8 ]. Unlike the cutting flute varies for constant helix-lead cutters.
ball shaped helical flutes, cylindrical cutters have uniform cut-
ting speed and constant helix, rake and clearance angles along
the helical flutes. Due to changing radius and helix, the cutting tan/3(z) = ^ t a n / 3 0 . (1)
no
speed, the effective helix and rake angles are different along
the flute of a ball end mill. The cutting speed starts with a Each flute is ground with constant radial rake (ar) and clear-
constant value at ball-cylindrical meeting point, and reduces to ance ( y ) angles. The ball part of the cutter meets with a cylindri-
zero at the tip of the ball. Due to changes in the tool geometry, cal shank which has a radius of R0, and the ball radius is the
the cutting coefficients such as shear, friction and pressure loads same. The expression for the envelope of the ball part of the
are different along the ball shaped helical flutes. Yang and Park cutter is,
reported a model to predict the cutting forces in ball end mills
[13]. They obtained the cutting force coefficients from a set of + y2 + (Z " Ro)2 Rl (2)
orthogonal turning tests, and used them in predicting the ball
end milling forces. They achieved a reasonable accuracy by The cutter radius in x — y plane at axial location z is,
approximating each differential helical cutting edge segment as
an orthogonal cutting zone. In this paper, a semi-mechanistic R\z) = x2 + y2 (3)
model is used similar to the earlier model presented by Yucesan
The tips of the flutes meet at the ball end point O, where the
cutter radius is zero. As a point on the flute is moved upward
* Now Assistant Professor at Faculty of Aeronautical Engineering, Istanbul in the z axis, the diameter of the cutter radius in the x - y plane
Technical University, Turkey increases, and the point spirals counterclockwise (CCW) due
Contributed by the Manufacturing Engineering Division for publication in the
JOURNAL OF ENGINEERING FOR INDUSTRY. Manuscript received Dec. 1993; revised to the helix angle. The lag angle (i/0 is measured from the
Oct. 1994. Technical Editor: S. Kapoor. flute's tip point O in CCW direction. The center of the coordi-
Journal of Engineering for Industry FEBRUARY 1996, Vol. 1 1 8 / 9 5
Copyright © 1996 by ASME
Downloaded From: http://manufacturingscience.asmedigitalcollection.asme.org/ on 07/06/2013 Terms of Use: http://asme.org/terms
A vector r is drawn from the cylindrical coordinate center (O)
to a point on the cutting edge and denned by,
r(i//) = flf»(cos i/fi + sin ipj) + R0if) cot /30k (6)
In Fig. 1, a differential cutting edge segment is shown with its
rake and flank surfaces. With a set of unit vectors, a curvilinear
coordinate system is formed along the cutting edge. Here, T, b
and n are unit vectors tangent to the flute edge, on the rake face
which is vertical to the flute edge and perpendicular to the rake
surface, respectively. The fourth unit vector Tc indicates the
direction of the friction force acting on the rake face. The unit
vector tangent to the cutting edge is defined as:
dr
(7)
Workplace where
(a) Ball end mill geometry [-R(ip) sin {tp + 9) + R'(ip) cos (ip + 9)]
\\dt\
Rake
angle ar J cos + 0
y = TTT, [ * W W ) + * ' W sin ( 0 + 9)]
\\dr\\
R0 cot PQ
TZ
11*11
The length of an infinitesimal cutter segment, dS, along the ball
Top view of part is computed from:
helical flute clearance angle
If dS = ||flfr|| = V(fl'(iA))2 + R\IJJ) + R20 cot 2 p0difi (8)
where R'(ip) is the derivative of /?(</0 with respect to i//,
(ib) Plan (x-y) view of the cutter at elevation z -R0(4i cot/30 - l ) c o t A,
R'W = (9)
Fig. 1 Geometry and tool coordinates of a helical ball end mill Vl - ( < / / c o t / ? o - l ) 2
Let K be a unit vector on the rake face and along the intersection
of a parallel x — y plane at the cutting edge point which meets
nate system is located at the tip of the ball end shown by point the rake surface,
O in Fig. 1. The z coordinate of a point on the flute is,
K = - c o s ((/> + 9 - ar)\ - sin (\ji + 9 - a r ) j (10)
z = R0ip cot /30 (4)
where ar is the rake angle defined on (x, y) surface. From Fig.
for the constant pitch cutter. From the three equations given 1, the unit vector b , which lies on the rake surface and
above, the cutter radius in the x - y plane, which touches a perpendicular to the cutting edge is found from vectors T
point on the helical and spherical flute located at lag angle ip, and K,
can be expressed as,
b = T cot rj (11)
#(<//) = floVl - ( < A c o t / ? 0 - D 2 (5) sin rj
Nomenclature
fd = feed-rate i/»i, \p2 = force integration limits for F = total cutting force vector
h = uncut chip thickness a flute engaged between z,, F„, = measured cutting force vector
Fx, Fy, Fz = Cartesian force components F„, F/ = rake normal and friction force
K„, Kf, 8C - coefficients of rake pres- R(ip) = tool radius at x - y plane vectors
sure, friction, chip flow defined by axial coordinate F,,/, Fff = flank normal and friction force
angle z and lag angle t/f vectors
K„f, Kff = flank pressure and friction dS = length of an infinitesimal Tc = unit vector in the chip move-
coefficients cutting edge segment ment direction
Nf = number of flutes n, b , T , K = unit vectors defining the 9 = tool rotation angle
RQ = ball radius of the cutter rake surface and curved 9i = equivalent rotation angle for
a = maximum axial depth of cut cutting edge the f'th flute
ifi = lag angle between the tip (z Tf, nf = unit tangential and normal /90 = helix angle at the intersection
= 0) and a point on the heli- vectors for the flank surface of ball and tool shank
cal flute (z) r = position vector defining the ar = tool rake angle defined in (x
4>a = maximum lag angle be- cutting edge from coordi- — y) plane
tween the tip (z = 0) and nate center O y = flank clearance angle
uppermost cutting point (z
= a)
96 / Vol. 118, FEBRUARY 1996 Transactions of the ASME
Downloaded From: http://manufacturingscience.asmedigitalcollection.asme.org/ on 07/06/2013 Terms of Use: http://asme.org/terms
where r\ ( = c o s " ' ( T - K ) ) is the angle between T and K. Unit structural deformation marks left on the finish surface [6], but
surface normal vector to the rake face, n, is computed as a at the expense of increased computational complexity. Since
cross product of the vectors r and b; the tool flank-workpiece contact length for a sharp tool is un-
known, the flank contact or ploughing forces are treated in a
n = rXb (12) similar manner presented by Armarego et al. [2]. The K,lf is
defined as the force acting on unit cutting edge length, thus dAf
A unit vector along the direction of the friction force can be
becomes equal to dS which is given in Eq. (8). The pressure
obtained as a linear combination of the vectors r and b .
and friction loads on both rake and relief surfaces are related
Tc = cos ecb + sin 8CT (13) to the cutting forces with cutting constants K„, Kf, 9C, K„f and
Kff. The cutting constants are identified from milling experi-
where, 9C is analogous to the chip flow angle commonly used ments as explained in the following sections. The forces for
in the literature [9]. Similarly, unit tangent (T{) and surface multiple fluted cutters can be obtained by summing the forces
normal (%) vectors of the clearance face are defined as: acting on the individual flutes in the cut. If #, is the equivalent
rotation angle of the (th flute for an Nf fluted milling cutter:
Tf = -sin (t/t + 9 + y)i + cos (ip + 9 + y)i (14)
2-7T
where y is the angle between the tool's primary clearance and 0, = 0 + ( i - l ) — (19)
the workpiece surfaces measured in the (x — y) plane. The tool Nf
rotation angle 9 is measured from the x - axis at the tip of a where i is the flute number, then the total forces acting on the
reference flute. At 6 = 0 position, the tip of the leading flute cutter can be obtained as:
just starts to cut in up-milling, and the remaining part of the N
f
flute is completely outside the immersion zone. At this position, F(9,Nf) = IF(0,). (20)
the uppermost point on the reference flute (z = a) lags with an ;=i
angle i/f„ = (a/R0) tan (30 counterclockwise behind the tip (z = Limits of Integration. As the cutter rotates, the spherical
0). The flute starts entering the cut from its lower part, i.e., tip, shaped helical flute removes a different amount of chip along
and the upper parts start engaging as the cutter rotates clockwise the engaged portion which is bounded by integration limit
in up milling. The clearance surface normal is given by, angles <px(9) and ip2(9). The helical flute is in the cutting zone
between the lower and upper points defined by ip\(9), 4ii(Q),
P/ = I, ' ,. (15) respectively. The integration limits are functions of the cutter
geometry, immersion of the cutter in the workpiece, axial depth
of cut, feed direction and the instantaneous tool rotation angle
The ball end geometry, the helical cutting edge orientation, (9). A set of general cutter immersion cases, which includes
the rake and clearance surfaces are defined geometrically, which slotting, partial slotting where the cutter periphery is in full
are used in the following section to formulate the cutting forces. contact with the workpiece, or ball end milling of square shoul-
ders where parts of the cutter cannot reach right angled corners,
3 Modeling of Cutting Forces were presented in detail in the ASME conference version of
It is assumed that the metal removal mechanism produces this article [19]. In order to simplify the presentation of the
pressure and friction between the chip and rake face contact, ball end mill immersion geometry, only the case of slotting is
and the friction force acts in the chip flow direction defined by given here for illustration.
8C [see Fig. 1 ( a ) ] . Due to flank-finish workpiece surface con- The plan and side views of the slot milling geometry are
tact, there is a pressure and friction loading on the clearance shown in Fig. 2(a). The cutter rotates in clockwise direction,
face. Let vectors F„, Ff and F B/ and Fff denote the total pressure and the rotation angle is measured from the x axis and the origin
and frictional loads acting on the rake and flank contact areas, is the ball end point O. The program is initialized as follows:
respectively. The total cutting force vector is expressed as a The reference flute is positioned in such a way that the upper-
function of the flute's rotation angle (9) measured from the tip most cutting point on the helical edge is \jia = (a/R0) tan /30
and x axis, and the flute's lag angle (i//) along the tool axis for away CCW from the x axis [see flute position 1 in Fig. 2 ( a ) ] .
the in cut flute points. The rotation angle is 9 = 0 at this position. As the cutter rotates
clockwise, the flute starts entering the cut from its lower part as
F(9) = F„(9) + Ff(9) + Fn/(8) + F„(9) shown by flute position 2. At this position, the flute engagement
boundary or the integration limits are I/M = 0, i//2 = 8 as shown
K„[-n(tp + 8) + KfTc(tjt + 6)]dAr by the linear trend in Fig. 2(b). Between positions 3-4, the
flute is fully immersed from its tip to the uppermost contact
point (z = a), and the integration limits are i//| = 0, t/f2 = tya-
+ K„f[-nf(ilj + 9) + KffTfW + 9)]dAf (16) The flute starts exiting from the cut with its lower region first
as shown by the flute position 5. The integration limits are <p\
= 6 - 7r, i/»2 = <A„. The uppermost point leaves the cut last, as
where dAr is the area of an infinitesimal chip-rake surface con- indicated by flute position 6. The integration limits are summa-
tact area. Assuming that the chip contact length is equal to rized in Table 1 for the slot milling. The above strategy is
uncut chip thickness h, applied to all flutes which are in the immersion zone, i.e., 0 <
h(^,9) =/„sin((// + 9) (17) 9,i < 7T + \pu. The contributions of all flutes to total cutting
force are summed, using the rotational position of flute i = 1
the differential chip contact area is found from: as a reference.
dAr = h(ip,9)dz (18)
4 Identification of Cutting Force Constants
where dz = Ro cot Podip for constant helix-lead cutters. Note The resultant cutting force vector given in Eq. (16) can be
that the ratio of feedrate over the local radius of the cutter expressed in a following alternate form:
becomes larger toward the ball tip, therefore the chip thickness
could have been calculated more accurately using the exact F(0)=f f„sm(il, + 9)[C(<t> + 8)]{KI}dz
kinematics of milling modeled by Martelotti [5]. Montgomery
and Altintas showed that the use of the accurate kinematic + f [D(«A + 9)]{Kt}dS (21)
model of the tooth motion improves the prediction of feed and
Journal of Engineering for Industry FEBRUARY 1996, Vol. 1 1 8 / 9 7
Downloaded From: http://manufacturingscience.asmedigitalcollection.asme.org/ on 07/06/2013 Terms of Use: http://asme.org/terms
leads to the identification of average cutting coefficients over
the radial immersion of cut for each feed rate and axial depth
of cut. Note that the cutting force coefficients could have been
expressed as a function of local chip loads as presented by the
authors in [20] for cylindrical cutters. However, the average
cutting force expressions still provided accurate force predic-
tions, and lead to simplified, efficient to compute analytical
cutting force expressions. As presented by Armerago [2], the
separation of flank components from the cutting forces was
found to be important in linearizing the force coefficients. Fur-
ther details of the prediction algorithm for cutting force coeffi-
cients can be found in [20].
(a)
5 Experimental Verification
fi ,Vz Several cutter geometries with different rake angles were
tried in the slot cutting experiments at different feeds and axial
depth of cuts. The workpiece material was titanium alloy
Ti 6 Al 4 . The carbide cutters were ground with a constant relief
angle of y = 10 deg, and the helix angle at the shank meeting
point was /30 = 30 deg. Single fluted cutters with a ball radius
of R0 = 9.525 mm were used for the identification of cutting
force coefficients. Single and multi-fluted cutters were used for
the model verification. The cutting tests were conducted without
lubricant and the forces are measured with a three-component
table dynamometer. The forces were collected at approximately
0.8 degree cutter rotation intervals.
The cutting coefficients are predicted for each cutting test
(D) Integration limits—slotting
with the least squares procedure explained in the previous sec-
Fig. 2 Flute engagement geometry and integration limits for slotting tion. The variation of cutting coefficients with axial depth of
cut (a) and feed-rate (fd) are shown for cutters with rake angles
of 0 deg, +5 deg, +10 deg in Fig. 3. The pressure on the rake
where the geometric orientation matrices are defined by, face decreases significantly as the rake angle increases, see Fig.
3 ( a ) . Especially at very small axial immersions where the chip
/ — nx bx rx\ load and cutting speed are low, high rake angle (i.e., 10 deg)
[C(«A + 9)]=\ -n, by ry (22) seems to provide a better shearing of the chips. This is as
expected since the increase in the rake angle leads to higher
shear angles which reduce the main cutting force. At very small
and, feeds, i.e., low chip loads, the pressure becomes larger due to
size effect. The axial depth of cut represents the variation in
/ »fx Tfx\ the cutting velocity, local helix angle, and the chip size due to
[D(«A + 9)]= I nfy rfy (23) increase in the diameter and chip load along the flute axis. The
\nfz 0 / average friction coefficient on the rake face increases with the
rake angle, but stays approximately constant with the feed, [see
where n = {nx, n„ nz), b = [bx, by, bz}, r = [TX, ry, TZ) rf Fig. 3(b)]. High rake angles push the chip towards the rake
= [Tfx,Tfy,Q] and nf = {nfx, nfy, nfz}. The cutting coefficient face and increase the contact area, which is indicated by the
vectors {K r } and {K,} are defined as follows: friction trend in the figure. At a 10 deg rake angle, the friction
coefficient starts with a high value at low axial depth of cut
Kx =Kn where the local helix angle is small, and approaches to the
[K r } = | K2 = KJ
KnKfcos (24) average friction coefficient of the cutter with 5 deg rake angle.
K3 = KnKf sin 9C It seems that the sticking and sliding friction zones between the
rake face and chip are strongly influenced in milling titanium
alloy with high positive tools. Although, the mathematical
[K f (25)
K5 = KnfKff model is based on the basic mechanism of cutting, the force
coefficients are estimated with a least square method; hence it
In (21) the unknown cutting force coefficients {K r } and { K f } is difficult to deduct accurate conclusions from the mechanistic
are identified from ball end milling experiments by applying results.
the least squares method on the sum of squared differences
between the measured and predicted cutting forces, The pressure on the flank is lumped on the in cut portion of
the cutting edge. The direction of flank friction is close to the
min E{KU . rake pressure for small rake and clearance angles; thus it has a
M similar trend [see Fig. 3 ( c ) ] . Only the feed-rate seems to have
=1 n(9!)-¥(9„ Klt . . ., K5)\\2 (26) a noticeable influence on the flank friction or ploughing force.
1=1
where M is the total number of samples and Fm{0t) is the Table 1 Integration limits for slot ball end milling
measured cutting force vector at the instantaneous tool rotation
angle of 9, at sample /. For a minimum prediction error, the Zone No. Reference flute position Lower limit -^i Upper Limit-^2
solution of 1 e<o 0 0 (out of cut)
2 0 < 9 < ik 0 e
3-4 V1. < * < T 0 A
dE 5 0-ir
= 0, (j = 1, . . ., 5) (27) JT < $ < ir + i>„
*.
dKj 6 8>ir + i/>, 0 0 (Out of cut)
98 / Vol. 118, FEBRUARY 1996 Transactions of the ASME
Downloaded From: http://manufacturingscience.asmedigitalcollection.asme.org/ on 07/06/2013 Terms of Use: http://asme.org/terms
2500 T 0.9
08
0.7
0.6
R a k e angle - aT = 0° *r ,4
0.3
• fd=0.0254 [mm/flute]
-0.052
=0.076
0.2 =0.1016
0.1 ••
Rake angle - ar = 0°
-I H H-
1.4 •
1.2
1
0.8
0.6 +
0.4 Rake angle - ar = 5°
0.2
0
1.6
—,2000
1.6
£ 1500 1.4 •
1.2
j^ 1000 •
tf 0.8'
soo | R a k e angle - ar = 10° 0.6 +
Rake angle - ar = 10°
0.4
0.2 •
2 4 6 8 10
0
Axial Immaralon [mm] 0 2 4 6 6 10
Axial Immaralon [mm]
3(a) Average pressure on the rake face 3(b) Average friction coefficient on the rake face
A similar observation is made for the pressure on the flank [ see depth of cut and feed-rate in a ball end milling operation. The
Fig. 3 (d)]. It must be noted that the flank force amplitudes are cutting conditions, which do not influence the coefficients signifi-
much smaller than the rake components in general. However, cantly, are not considered for simplicity. The curve fitting was
when the feed rate (chip load) is low, and/or the cutting edges carried out by using an advanced statistical package. The standard
are dull then the flank components of the force become more deviations, minimum and maximum discrepancies from measure-
significant [11]. The flank coefficients shown in Fig. 3 were ment data, and error distributions are considered in selecting the
estimated using sharp tools with negligible flank wear. The most optimal yet simplified expressions. Higher order expressions,
variation of predicted average chip flow angles are shown in which considered even the weakest nonlinear trends with respect
Fig. 3 (e). The chip flow angle is weakly dependent on the feed, to axial depth of cut and feed-rate, did not improve the accuracy
moderately dependent on the rake angle, and strongly dependent in predicting the forces at various cutting conditions. In Fig. 4, a
on the axial depth of cut. This trend is in accordance with the sample simulation of cutting forces for a slotting test with a =
laws of cutting mechanics. According to Stabler's rule [10], 7.62 mm axial depth of cut at feed-rate fd = 0.0508 mm is shown
the chip flow angle is equal to the inclination angle which is for a single fluted cutter with zero rake angle. The cutting force
the local helix angle here. The cutter tested had a helix angle coefficients are used in simulating the flank friction (Fff) and
of 30 deg = 0.5236 rad at the ball-shank meeting point (z = pressure (F„f) loads, rake friction (Ff) and pressure (F„) loads in
9.525 mm), and zero local helix at the ball tip (z = 0 ) . When each Cartesian direction x,y,z. The total forces in each direction
the ball part of the mill is fully immersed in the workpiece (a are found by summing the rake and flank components as shown
- R0 = 9.525 mm), the mean helix angle is 15 deg = 0.2618 in the same figure. Note that the z component of flank friction
rad. The predicted average chip flow angle is between 0.2-0.3 force, which is defined in x — y plane [Eq. (14)], is zero in Fig.
rad (12 deg - 17 deg) [Fig. 3(e)], which is in accordance with 4. It is evident from Fig. 4 that the rake forces, which represent
the trend indicated by the Stabler's chip flow rule. As the axial the shearing action, approaches to zero much earlier than the flank
depth of cut approaches to zero, or to the tip of the cutter where contact forces shown by broken lines. This trend explains the
the helix is zero, the chip flaw angle converges to zero as well. sudden increase and decrease of z cutting force in entry and exit,
The mechanistic relationships given in Table 2 are constructed respectively. As soon as the edge contacts with the material, the
by applying curve fitting to the identified cutting coefficients flank forces develop rapidly whereas the rake forces develop grad-
shown in Fig. 3. The axial depth of cut was normalized with cutter ually as sufficient chip thickness is formed for initiating the chip
radius. The relationships give the average coefficients for any axial shearing.
Journal of Engineering for Industry FEBRUARY 1996, Vol. 1 1 8 / 9 9
Downloaded From: http://manufacturingscience.asmedigitalcollection.asme.org/ on 07/06/2013 Terms of Use: http://asme.org/terms
— • — M=0.0254 [mm/flute]
35 1 T
• -0.052
30 0.9
O -0.1016
J 25 0.8
- • — tt«0.025« [mm/flute] 0.7 •
^20
0.6
•*-,
15 -• -0.052
*' 10 -*—
-°
-0.076
-0.1016
Rake angle - ar = 0°
£ 0.5 •
0.4
5 0 . 3 ••
0.2 •
0 H 1 : 1 I
0.1 •
Rake angle - ar = 0°
50
0 I I h-
45
40 1
35 0.9
T30 0.8
£25 0.7
^ 20 0.6
Rake angle - ar = 5° 0.5
10 *
0.4
5 0.3-
0 -i 1 1 1 1
30
0.2- Rake angle - ar = 5°
0.1
0 -H 1 1 1-
25
H
20 0
1.4
1
i ^^L»——~~* —*"— ^ 1.2
^15
1
10-
fe< Rake angle - ar = 10° 0.8
5• tt 0.6
1 1 1 i i
0.4
2 4 6 8 10
Axial Immersion [mm] 0.2 Rake angle - ar = 10°
0 —i
0 2 4 6 8 10
Axial Immersion [mm]
3(c) Average pressure on the flank 3(d) Average friction coefficient on the flank
Several different cutting conditions are simulated and com- different diameters. A sample simulation of cutting forces for
pared with experimental results using the cutting force model a ball radius of R0 = 6.35 mm is shown in Fig. 9. Even though
and identified coefficients given in Table 2. In Fig. 5, predicted the coefficients (Table 2) were identified using a different cutter
and measured cutting forces for a slotting test with a low feed- radius and cutting speed, the force prediction is still accurate
rate of/, = 0.0508 mm/rev and various axial depth of cuts are at a very small feed rate, i.e., chip loads.
shown. The carbide ball end mill had a single flute with ar = The fly cutting test results indicate that the force model
0 deg rake angle. The predicted and simulated cutting forces and the simplified cutting force coefficients are acceptable
are in excellent agreement even at very low axial depth of cuts for the analysis of multi-fluted ball end mills. The cutting
where the ploughing process is quite dominant due to low cut- forces are periodic in milling at tooth passing intervals, pro-
ting speeds at the ball tip region. In a separate case, half immer- vided that flutes have identical geometry. Although recently
sion up-milling tests with axial depth of cut a = 6.35 mm but developed hydraulic chucks minimize the run outs within
at two different feed-rates of fd = 0.0508 mm/rev and fd = 0.020 mm range, it still leaves some uneven chip loads among
0.1016 mm/rev were conducted with the same ball end mill. the flutes. Furthermore, only one of the flutes reaches to the
Again, the predicted and measured cutting forces are in good ball tip, and the remaining flutes are ground with axial and
agreement (Fig. 6) except with slight phase shifts at the exit radial offsets in order to prevent marks on the finish surface.
due to difficulty in selecting the reference point in the half A three fluted production ball end mill with a zero rake angle
immersion test data. Slot cutting test with single fluted ball end and angular grinding tolerance of (+2 deg, —2 deg) was
mills having 5° and 10° rake angles were conducted at various tested for illustration. The maximum radial run-outs at the
feeds and axial depth of cuts, see Figs. 7 and 8. Again, the shank-ball meeting region of the flutes were 0.015 mm, 0.010
force predictions were quite accurate even at severe cutting mm and 0.0 mm. The influence of run-out geometry on the
conditions, i.e., very low feeds and axial depth of cuts. Provided chip load distribution was not modelled in the simulations,
that the cutting coefficients do not change with the cutting but can be included in a similar fashion as illustrated by
speed, which is observed for the titanium alloy machined here Kline et al. [4]. However, the radial run-outs vary along the
[21], cutting forces can be predicted for ball end mills with flutes due to ball envelope, which increases computational
100 / Vol. 118, FEBRUARY 1996 Transactions of the ASME
Downloaded From: http://manufacturingscience.asmedigitalcollection.asme.org/ on 07/06/2013 Terms of Use: http://asme.org/terms
0.6
-•—1(1=0.0254 [mm/flute]
0.5 -« -0.052
0.4 -0 -0.1016
Io,
® 0.2
Rotation angle 0[<feg.]
0.1 Rake angle - ar = 0°
0 i 1 1 1 1
0.6
0.5
0.4
1'0.3 +
u
©
0.2
0.1
Rake angle - a r = 5°
0 < 1 1 1 1
0.6 T
0.5 •
0.4
0.3 Rake angle - ocr = 10°
©
0.2 Rotation angle 9[deg.]
0.1 • Fig. 4 Decoupled normal and frictional components for each cutting
force vector. Cutting conditions: fl0 = 9.525 mm, ar = 0 deg, a = 7.62
mm, ft, = 30 deg, fd = 0.05[mm/flute], dry slot milling with one flute.
4 6 8 10
Axial Immersion [mm] which are typical to most tool shops. The prediction of axial
forces was not as accurate due to geometric discrepancies
3(e) Average chip flow angle
between the three flutes of the cutter in the ball tip region.
Fig. 3 Variation of cutting coefficients with axial immersion and feedrate Since two of the flutes do not cut at all in the gash region,
for a tool with different rake angles. Cutting conditions: spindle speed the z forces were over-predicted by the simulation. The axial
= 269 rev/min, /30 = 30 deg, y = +10 deg, R„ = 9.525 mm, workpiece = forces that contribute most are close to the ball tip where
TieAU titanium alloy, cutter = carbide, dry slot cutting with one flute. Axial
depths of cut: 1.27, 2.54, 3.81, 6.35, 8.89 mm. Feed rates: 0.0254, 0.052, the effects of ploughing, run-out and the gashed flutes are
0.076, 0.1016 mm/flute. strongest. Since the cutting force coefficients were identified
from another cutter, any discrepancy in cutter grinding in
this region is most felt on the axial forces. The importance
complexity. The cutter gage length was about 50 mm from of precision cutter grinding with repeatable dimensions is
the power chuck face, hence the cutter and clamping assem- quite evident here. Recently introduced precision CNC cutter
bly were quite rigid. The main flute was ground up to the grinders with vision guided automatic dressing and wheel
ball tip whereas the other two flutes were ground radially 1.5 wear compensation should improve the dimensional repeat-
mm and axially 0.3 mm (i.e., gash dimensions) away from ability and accuracy of cutters.
the ball tip, which was not considered in the force simulation The cutters having different geometries were modelled,
algorithm either. The predicted and measured forces are com- tested, verified and their coefficients are stored in a data base
pared in Fig. 10. The feed and normal force predictions were for simulating forces and structural deformations in periph-
quite satisfactory, and small deviations are due to unmodelled eral and ball end milling of components made of the titanium
run-out and tool grinding errors (rake and clearance angles) alloy.
Table 2 Empirical cutting force coefficients for ball end milling of Ti«AI4 Valloy. Cutter:
carbide constant lead ball end mills with /30 = 30 deg, R0 = 9.525 mm.
Coefficient a, = 0° a, = 5" a, = 10°
;«(*„) 7.939 - 0.2467a/R<, - 3.983/, 7.878 - 0.241a/flo - 4.955/, 7.396 + 0.2153a/J2o - 3.361/,
K, 0.743 1.079 + 0.0081a/Ho - 1.934/, 1.658 - 0.7782o/flo - 2.908/,
'»(««) -2.489 + 1.5431a/ft, -2.196 + 1.3716o/flo - 4.592/,, -2.182 + 0.8782a/flo - 6.329/,
Knf 26.80 + 77.96/,, 32.88 - S.5912o/flo + 73.37/, 11.23 + 2.5813a/Bo + 69.78/,
Ktl 0.366+ 0.1105o/flo + 2.615/j 0.279 + 0.2o/flo + 2.328/, 0.329 + 0.4467o/Ho + 2.409/,
Journal of Engineering for Industry FEBRUARY 1996, Vol. 118 / 101
Downloaded From: http://manufacturingscience.asmedigitalcollection.asme.org/ on 07/06/2013 Terms of Use: http://asme.org/terms
Rake angle - aT = 0" tN]
R a k e a n g l e - aT = 5°
260
200
160
100
60
-50
200
-100
l
-150
(a) Feed rate fd — 0.0254 mm/flute, Axial depth of cut = 1.27mm
INI (a) Feed rate fd = 0.0508 mm/flute. Axial depth of cut = 1.27mm W
700 T 1000
-500
(b) Feed rate ft = 0.1016 mm/flute, Axial depth of cut = 3.81mm
(b) Feed rate fd = 0.0508 mm/flute, Axial depth of cut = 3.81mm [N]
1600
1400-
1200
1000
600
600
400
200
0
-200n
-400 Rotation angle - ^(degree)
50 100 -600
(c) Feed rate fd = 0.1016 mm/flute, Axial depth of cut = 6.35mm
PIT Rotation angle - 8(degret) '
(c) Feed rate fd = 0.0508 mm/flute, Axial depth of cut = 7.62mm Fig. 7 Predicted and measured cutting forces for slot milling with a
single fluted ball end mill. Cutting conditions: a, = 5 deg, spindle speed
Fig. 5 Measured and predicted cutting forces for milling tests at three = 269 rev/min, fl0 = 9.525 mm, /So = 30 deg.
different axial depths of cut. Cutting conditions: a, = 0 deg, spindle speed
= 269 rev/min, R0 = 9.525 mm, p0 = 30 deg, fd = 0.05 [mm/flute].
Rake angle - ar = 10°
(a) Feed rate fd = 0.0254 mm/flute, Axial depth of cut = 1.27mm
EMBMGS3S-
*0 60 80 100 120 140 160 160 200
Rotation angle $[deg.]
(a) Feed-rate fd = 0.0508 [mm/flute]
x
•400
[N] (b) Feed rate fd = 0.1016 mm/flute, Axial depth of cut = 3.81mm
1400
1200
1000
800
600
400
20Q v -wjt--- 40 60 60 100 120 140 200
0
400
" " Rotation angle 6[deg.] -20011 Fx 50 100
-400 Rotation angle - $(degree)
-600
(b) Feed-rate fd = 0.1016 [mm/flute] fc) Feed rate fd = 0.1016 nun/flute, Axial depth of cut = 6.35mm
Fig. 6 Predicted and measured cutting forces for half radial immersion Fig. 8 Predicted and measured cutting forces for slot milling with a
dry up milling tests. Cutting conditions: a, = 0 deg, a = 6.35 [mm], spindle single fluted ball end mill. Cutting conditions: a, = 10 deg, spindle speed
speed = 269 rev/min, fl0 = 9.525 mm, p0 = 30 deg, one flute. = 269 rev/min, R0 = 9.525 mm, /30 = 30 deg.
102 / Vol. 118, FEBRUARY 1996 Transactions of the ASME
Downloaded From: http://manufacturingscience.asmedigitalcollection.asme.org/ on 07/06/2013 Terms of Use: http://asme.org/terms
Canada under a cooperative research and development grant
entitled ' 'Peripheral milling of titanium based jet engine com-
pressors." The assistance of research engineer Peter Lee in
organizing the cutting test data and figures is appreciated.
References
1 Altintas, Y., and Spence, A., 1991, "End Milling Force Algorithms for
CAD Systems," CIRP Annals, Vol. 40, No. 1, pp. 31-34.
2 Armarego, E. J. A., and Deshpande, N. P., 1991, "Computerized End-
Milling Force Predictions with Cutting Models Allowing Eccentricity and Cutter
Deflections," CIRP Annals, Vol. 40, No. 1, pp. 25-29.
3 Kline, W. A., DeVor, R. E., and Zdeblick, W. J„ 1980. "A Mechanistic
Model for the Force System in End Milling with Application to Machining Air-
frame Structures," North American Manufacturing Research Conference Pro-
ceedings, page 297, Dearborn, MI, Society of Manufacturing Engineers, Vol.
Fig. 9 Predicted and measured cutting forces for slot milling with a XVIII.
single fluted ball end mill with a different diameter. Cutting conditions: 4 Kline, W. A., and DeVor, R. E„ 1983, "The Effect of Run-Out on Cutting
ar = 0 deg, spindle speed = 269 rev/min, fl0 = 6.35 mm, /30 = 30 deg, Geometry and Forces in End Milling," Int. J. Mack. Tool Des. Res., Vol. 23, pp.
fd = 0.0127 mm, a = 5.08 mm. 123-140.
5 Martelotti, M., "Analysis of the Milling Process," Transactions of the
ASME, Vol. 63, p. 667, 1941, and Vol. 67, p. 233, 1945.
6 Montgomery, D., and Altintas, Y., 1991, "Mechanism of Cutting Force
[N] and Surface Generation in Dynamic Milling," ASME JOURNAL OF ENGINEERING
2000 FOR INDUSTRY, Vol. 113, No. 2, pp. 160-168.
1600 7 Koenigsberger, F., and Sabberwal, A. J. P., 1961. "An Investigation into
1000 the Cutting Force Pulsations during Milling Operations," Int. J. Much. Tool
600 Design and Research, Vol. 1, pp. 15-33.
0 8 Smith, S., and Tlusty, J., 1991, "An Overview of Modeling and Simulation
-500 " 100 150 200 260 of the Milling Process," ASME, JOURNAL OF ENGINEERING FOR INDUSTRY, Vol.
•1000 R o t a t i o n angle - 0(degree) 113, No. 2, pp. 169-175.
-1500 9 Shaw, M. C , Cook, N. H., and Smith, P. A., 1952, "The Mechanics of
-2000 Three-Dimensional Cutting Operations," Transactions of the ASME., Vol. 74,
-2500 No. 3, pp. 1055-1064.
10 Stabler, G. V., 1951, "Fundamental Geometry of Cutting Tools," Proc. of
The Institution of Mechanical Engineers, pp. 14-26, London, UK.
Fig. 10 Predicted and measured cutting forces for slot milling with a 3
11 Titenberg, T„ Bayoumi, A. E., and Yucesan, G., 1993, "Tool Wear Model-
fluted ball end mill. Cutting conditions: R0 = 9.525 mm, a, = 0 deg, spindle
ing Through an Analytic Mechanistic Model of Milling Processes," WEAR, Vol.
speed = 615 rev/min, /30 = 30 deg, fd = 0.127 mm/flute, a = 8.9 mm, run
154, No. 2. pp. 287-304.
outs at the ball-shank meeting points: 0 mm, 0.010 mm, 0.015 mm.
12 Tlusty, J., and MacNeil, P., 1975, "Dynamics of Cutting Forces in End
Milling," CIRP Annals, Vol. 24, No. 1, pp. 21-25.
13 Yang, M., and Park, H„ 1991, "The Prediction of Cutting Force in Ball
End Milling," Int. J. Much. Tools Manufact., Vol. 31, No. 1, pp. 45-54.
6 Conclusions 14 Yellowley, I., 1985, "Observations of the Mean Values of Forces, Torque
A semi-mechanistic analytical model for the prediction of and Specific Power in the Peripheral Milling Process," Int. J. Mach. Tools Manu-
fact., Vol. 25, No. 4, pp. 337-346.
cutting forces in ball end milling operations is presented. The 15 Yucesan, G., Bayoumi, A. E., and Kendall, L. A., 1990, "An Analytic
model is based on general mechanisms of chip formation and Cutting Force Model for Milling," Transactions ofNAMRC XVIII, pp. 137-145.
tool flank-workpiece contact. The mechanisms are correlated to 16 Bayoumi, A., Yucesan, G. E., and Kendall, L. A., 1994, "An Analytic
the cutting forces with experimentally identified pressure and Closed Form Cutting Force Model For Milling Operations: A Theory and Method-
ology," ASME JOURNAL OF ENGINEERING FOR INDUSTRY, Vol. 116, pp. 324-330.
friction coefficients on the rake and flank contact surfaces. The
17 Yucesan, G„ Bayoumi, A. E„ and Kendall, L. A., 1994, "An Analytic
model accurately predicts the cutting forces in three Cartesian Closed Form Cutting Force Model: A Case Study of Helical Milling Operation,"
directions for given axial and radial depths, and feed rate. The ASME JOURNAL OF ENGINEERING FOR INDUSTRY, Vol. 116, pp. 324-330.
distribution of cutting force magnitudes and directions along 18 Yucesan, G., and Bayoumi, A. E., 1993, "Determination of Process Parame-
the ball shaped helical end mills are predicted. The knowledge ters Through A Mechanistic Force Model of Milling Operations," Int. J. Machine
Tool & Manufac, Vol. 33, No. 4, pp. 627-641.
of loading is essential in designing the cutter geometry for 19 Yucesan, G., and Altintas, Y., 1993, "Mechanics of Ball End Milling
strength, and in selecting the cutting conditions to avoid chip- Process," ASME 1993 Winter Annual Meeting, Manufacturing Science and Engi-
ping and breakage of ball ended cutters during machining. neering, K. Ehman, ed„ ASME PED-Vol. 64, pp. 543-551.
20 Yucesan, Y., and Altintas, Y., 1994, "Improved Modelling of Cutting Force
Coefficients in Peripheral Milling," Int. J. Machine Tool & Manufac, Vol. 34,
Acknowledgments No. 4, pp. 473-487.
21 Budak, E., Altintas, Y., and Armarego, E. J. A., 1996, "Prediction of
This research is jointly supported by Natural Science and Milling Force Coefficients from Orthogonal Cutting Data," ASME JOURNAL OF
Research Council of Canada and Pratt & Whitney Aircraft of ENGINEERING FOR INDUSTRY, in press.
Journal of Engineering for Industry FEBRUARY 1996, Vol. 1 1 8 / 1 0 3
DownloadedViewFrom:
publicationhttp://manufacturingscience.asmedigitalcollection.asme.org/
stats on 07/06/2013 Terms of Use: http://asme.org/terms
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Case Analysis SampleDocument22 pagesCase Analysis SampleMicaela EncinasNo ratings yet
- 2006 Micromilling Material Microstructure Effects Jem 683 Part BDocument8 pages2006 Micromilling Material Microstructure Effects Jem 683 Part BGuilherme FranzoiNo ratings yet
- Titanium and Titanium AlloysDocument24 pagesTitanium and Titanium AlloysGuilherme FranzoiNo ratings yet
- Et BiluDocument1 pageEt BiluGuilherme FranzoiNo ratings yet
- BSM R SeriesDocument4 pagesBSM R SeriesGuilherme FranzoiNo ratings yet
- Integral Definido. Exercicios ResolvidosDocument30 pagesIntegral Definido. Exercicios ResolvidosDiego Dos Santos Garcia71% (7)
- Marshall MG15CD MG15CDR MG15DFX Users ManualDocument8 pagesMarshall MG15CD MG15CDR MG15DFX Users Manualb0beiii100% (1)
- Human Face Recognition Attendance SystemDocument17 pagesHuman Face Recognition Attendance SystemAnish ArunaNo ratings yet
- Design Calculation of PavementDocument4 pagesDesign Calculation of Pavementorode franklyn100% (1)
- Rational and Irrational NumbersDocument16 pagesRational and Irrational NumbersSumit JoshiNo ratings yet
- MPDFDocument1 pageMPDFVipul WankarNo ratings yet
- Association Between Anxiety and DepressionDocument10 pagesAssociation Between Anxiety and Depressionoliffasalma atthahirohNo ratings yet
- Excel Sales Report TemplateDocument3 pagesExcel Sales Report TemplateMark11311100% (1)
- Mathematical Model of Transportation ProblemDocument14 pagesMathematical Model of Transportation ProblemwasimghghNo ratings yet
- 6PC Arrears CalculatorDocument6 pages6PC Arrears Calculatoranon-530704No ratings yet
- Tracking Field OperationsDocument9 pagesTracking Field OperationsWilberZangaNo ratings yet
- Main Impeller Types: Basic Principles and Types of PumpsDocument9 pagesMain Impeller Types: Basic Principles and Types of PumpsThinagaran N ManiamNo ratings yet
- Ranjit Kumar-Research Methodology A Step-by-Step G-15-16Document2 pagesRanjit Kumar-Research Methodology A Step-by-Step G-15-16Trendy NewsNo ratings yet
- Pay It ForwardDocument4 pagesPay It ForwardAndrew FarrellNo ratings yet
- Learning Activity Sheet In: Computer Systems ServicingDocument12 pagesLearning Activity Sheet In: Computer Systems ServicingCarvalds 0315100% (1)
- Update DES Day Pit 9 Per Jam 08Document1 pageUpdate DES Day Pit 9 Per Jam 08Iccang DewiNo ratings yet
- Suárez y Melián 2021 Fluted Triangular Non Stemmed PointsDocument22 pagesSuárez y Melián 2021 Fluted Triangular Non Stemmed PointsJuliaNo ratings yet
- CharacterizigPlant Canopies With Hemispherical PhotographsDocument16 pagesCharacterizigPlant Canopies With Hemispherical PhotographsGabriel TiveronNo ratings yet
- Geometry and Trigonometry PDFDocument46 pagesGeometry and Trigonometry PDFnewspaperNo ratings yet
- Fiber Series CTCDocument31 pagesFiber Series CTCJorge GaitanNo ratings yet
- Midterm Exam Schedule-Summer 2022 Weekdays and WeekendDocument14 pagesMidterm Exam Schedule-Summer 2022 Weekdays and Weekendmansoor malikNo ratings yet
- Rapid Prototyping PPT SeminarDocument32 pagesRapid Prototyping PPT SeminarShantha Kumar G C0% (1)
- IMO Resuts - Science Olympiad FoundationDocument2 pagesIMO Resuts - Science Olympiad FoundationAbhinav SinghNo ratings yet
- Mach4 G and M Code Reference ManualDocument81 pagesMach4 G and M Code Reference ManualMegi Setiawan SNo ratings yet
- Test Class MethodsDocument7 pagesTest Class Methodsvarun.chintatiNo ratings yet
- SCC-C ManualDocument28 pagesSCC-C ManualGian Paul Ramos AcostaNo ratings yet
- Phenomenology and Social Reality - Essays in Memory of Alfred Schutz (PDFDrive)Document316 pagesPhenomenology and Social Reality - Essays in Memory of Alfred Schutz (PDFDrive)Muhammad SyarofuddinNo ratings yet
- Design of Absorber: 5.1 AbsorptionsDocument13 pagesDesign of Absorber: 5.1 AbsorptionsNaya Septri HanaNo ratings yet
- Mach 3 MillDocument157 pagesMach 3 Millafricano333100% (1)
- Theodore Sider - Logic For Philosophy PDFDocument377 pagesTheodore Sider - Logic For Philosophy PDFAnonymous pYK2AqH100% (1)
- CHEM101 051 Old-Exam Second-Major Master-KeyDocument10 pagesCHEM101 051 Old-Exam Second-Major Master-KeyalwafiNo ratings yet