You might also like
- Stanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinFrom EverandStanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinNo ratings yet
- Bsse Knowledge How - The - Stan - Meyer - Tech - Works 2 July 2018Document120 pagesBsse Knowledge How - The - Stan - Meyer - Tech - Works 2 July 2018Jumpman OutletNo ratings yet
- Bill Williams Gas Splitter Dry CellDocument4 pagesBill Williams Gas Splitter Dry CellCiprian ALNo ratings yet
- Thermodynamics 2Document7 pagesThermodynamics 2riez24No ratings yet
- Build A 3-Band Shortwave Converter For Your CarDocument2 pagesBuild A 3-Band Shortwave Converter For Your CarbobbyunlockNo ratings yet
- Free Energy GenerationDocument3 pagesFree Energy Generationjohn peterNo ratings yet
- Power Generation by Foot Step Method - Rack and PinionDocument13 pagesPower Generation by Foot Step Method - Rack and Pinionprem53100% (2)
- Dony WatssDocument49 pagesDony WatssvbugaianNo ratings yet
- Morocco Qeg June 2014 Test and Measurement Report v2 011Document30 pagesMorocco Qeg June 2014 Test and Measurement Report v2 011Brandon GarlandNo ratings yet
- (PANTONE STIRLING GEET SPAD) Thesis - Simple Gas Turbine Engine DesignDocument130 pages(PANTONE STIRLING GEET SPAD) Thesis - Simple Gas Turbine Engine DesignTri KurniawanNo ratings yet
- JEE (ADVANCED) 2016 PHYSICS DPP NO. 05 PRACTICE PROBLEMSDocument8 pagesJEE (ADVANCED) 2016 PHYSICS DPP NO. 05 PRACTICE PROBLEMSshubhamNo ratings yet
- Water Powered GeneratorsDocument2 pagesWater Powered GeneratorsixCxlNo ratings yet
- 220V DC To 220V AC: DIY Inverter Part 2: InstructablesDocument10 pages220V DC To 220V AC: DIY Inverter Part 2: InstructablesTnT ElektricNo ratings yet
- No. 390,721, Patented 00 T. 9, 1888.: Best Avalable Cop N, TeslaDocument4 pagesNo. 390,721, Patented 00 T. 9, 1888.: Best Avalable Cop N, TeslaAtharva Deshpande100% (1)
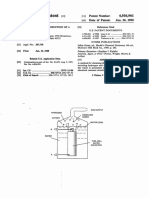
- Us 4936961Document8 pagesUs 4936961PratikNo ratings yet
- Tesla Coil Project: V1 Cprobe 15p CP 9.3p L1 19.5m R1 1megDocument9 pagesTesla Coil Project: V1 Cprobe 15p CP 9.3p L1 19.5m R1 1megNISHANT KumarNo ratings yet
- Top 10 OU Revised 3.1docxDocument11 pagesTop 10 OU Revised 3.1docxBill ClarkeNo ratings yet
- (Free Energy) Kunel PatentDocument9 pages(Free Energy) Kunel PatentIra Weinstein100% (1)
- Barbosa 150426021227 Conversion Gate01Document6 pagesBarbosa 150426021227 Conversion Gate01zac2351No ratings yet
- 500 - Spiral Coil Generator SP500Document42 pages500 - Spiral Coil Generator SP500Jon Astros100% (1)
- Manual Book HHO GENERATOR Fuel EfficientDocument56 pagesManual Book HHO GENERATOR Fuel EfficientLuis Enrique Jarquin AramburoNo ratings yet
- Tesla Coil PaperDocument4 pagesTesla Coil PaperOktavianus Vebrianto NugrohoNo ratings yet
- A Noobs Guide To UfopoliticsDocument18 pagesA Noobs Guide To UfopoliticsPraveen240679No ratings yet
- KapagenDocument13 pagesKapagenFaceless AnarkestNo ratings yet
- PWMcircuit 08Document10 pagesPWMcircuit 08kcarringNo ratings yet
- Kapanadze, Stepanov, Barbosa-Leal and The Secret of Free EnergyDocument1 pageKapanadze, Stepanov, Barbosa-Leal and The Secret of Free Energymitza22No ratings yet
- Nano-pulse electrolysis hydrogen productionDocument4 pagesNano-pulse electrolysis hydrogen productionKaryadi DjayaNo ratings yet
- Les Banki Circuit Updated Version August 16Document12 pagesLes Banki Circuit Updated Version August 16petar2009100% (2)
- Roto Verter - Rv-9Document38 pagesRoto Verter - Rv-9chigoNo ratings yet
- Furnace Boosting DesignDocument8 pagesFurnace Boosting Designasitchawla100% (1)
- !!!! Technisch Sehr Gute Bucking Coil BeschreibungDocument2 pages!!!! Technisch Sehr Gute Bucking Coil BeschreibungIchbins100% (1)
- Bedini SG Intermediate HandbookDocument8 pagesBedini SG Intermediate HandbookVlad Adrian0% (1)
- Ni Sbrio-9651: Getting Started With The Sbrio-9651 Som Development KitDocument2 pagesNi Sbrio-9651: Getting Started With The Sbrio-9651 Som Development Kitkhin600No ratings yet
- 0102 - Forever Flasher PDFDocument3 pages0102 - Forever Flasher PDFMuhammadAsifNo ratings yet
- Stanley Meyer WFC Cell Dublin Institute of Technology Test ReportDocument27 pagesStanley Meyer WFC Cell Dublin Institute of Technology Test Reportstanleyameyerhhoh2hydrogenNo ratings yet
- On Nuclear MicrobatteriesDocument20 pagesOn Nuclear MicrobatteriesVikasmatrey50% (2)
- Geet Reactor RodDocument11 pagesGeet Reactor RodthenjhomebuyerNo ratings yet
- Experimenters Guide To The Joe Cell PDFDocument2 pagesExperimenters Guide To The Joe Cell PDFJonathan0% (1)
- Andrey Melnichenko 19 AugDocument3 pagesAndrey Melnichenko 19 AugJaroslav KnopNo ratings yet
- HPT (Ieee, 2005)Document7 pagesHPT (Ieee, 2005)Muhammad Hadi MustajabNo ratings yet
- Overunity Devices and Battery Charging CircuitsDocument11 pagesOverunity Devices and Battery Charging CircuitsAnonymous u5128WZ1KNo ratings yet
- Slayer Exciter: by Ivan WilbergDocument7 pagesSlayer Exciter: by Ivan Wilbergapi-408463795No ratings yet
- Study Kapagene Generator Replication for Renewable EnergyDocument8 pagesStudy Kapagene Generator Replication for Renewable EnergyNikolay KorneevNo ratings yet
- Bedini Monopole 3 Group ExperimentDocument5 pagesBedini Monopole 3 Group Experimentnadirma66No ratings yet
- Steven Mark TPU FAQ v1.0Document6 pagesSteven Mark TPU FAQ v1.0cimpocteNo ratings yet
- Nuclear Battery Seminar Report Prg2Document27 pagesNuclear Battery Seminar Report Prg2Shanil Pazhayapurayil50% (6)
- Resonant Inverter OrCADDocument13 pagesResonant Inverter OrCADCh ChristianNo ratings yet
- Motionless Electromagnetic GeneratorDocument9 pagesMotionless Electromagnetic GeneratorViswa TejaNo ratings yet
- E. v. Gray Analysis by William S. AlekDocument1 pageE. v. Gray Analysis by William S. Alekscribdsandu100% (1)
- Steven Marks Tpu Rev1Document63 pagesSteven Marks Tpu Rev1catedralwebNo ratings yet
- Switz Russian SEG ReportDocument32 pagesSwitz Russian SEG ReportBoris MitovNo ratings yet
- Visible light and solar powerDocument4 pagesVisible light and solar powerGilberto ManhattanNo ratings yet
- Inventions, Researches and Writings of Nikola Tesla: Including Tesla's AutobiographyFrom EverandInventions, Researches and Writings of Nikola Tesla: Including Tesla's AutobiographyNo ratings yet
- Applied Superconductivity: Volume IIFrom EverandApplied Superconductivity: Volume IIVernon L. NewhouseNo ratings yet
- Application of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsFrom EverandApplication of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsNo ratings yet
- Magnetic Resonance in Biological Systems: Proceedings of the Second International Conference Held at the Wenner-Gren Center, Stockholm, June 1966From EverandMagnetic Resonance in Biological Systems: Proceedings of the Second International Conference Held at the Wenner-Gren Center, Stockholm, June 1966A. EhrenbergNo ratings yet
- The Magnet Motor: Making Free Energy Yourself Edition 2019From EverandThe Magnet Motor: Making Free Energy Yourself Edition 2019No ratings yet
- Effects of Excitation System Parameters on Power System Transient Stability StudiesDocument4 pagesEffects of Excitation System Parameters on Power System Transient Stability Studiessreekantha2013No ratings yet
- Magnetron SpecificationsDocument8 pagesMagnetron Specificationsapi-3721712No ratings yet
- Partially vs Fully Graded Transformer WindingsDocument6 pagesPartially vs Fully Graded Transformer WindingsAbdulyunus AmirNo ratings yet
- MPR-53S Modbus Register MapDocument2 pagesMPR-53S Modbus Register Mapcchung147554No ratings yet
- Statcon Company ProfileDocument91 pagesStatcon Company ProfileArun das100% (1)
- Experiments.1 12Document95 pagesExperiments.1 12Muhammad UmairNo ratings yet
- Adl 5358Document24 pagesAdl 5358payeshertebatNo ratings yet
- Signal DegradationDocument57 pagesSignal DegradationSathiyanNo ratings yet
- Precision, Low Noise, CMOS, Rail-to-Rail, Input/Output Operational Amplifiers AD8605/AD8606/AD8608Document24 pagesPrecision, Low Noise, CMOS, Rail-to-Rail, Input/Output Operational Amplifiers AD8605/AD8606/AD8608cgmannerheimNo ratings yet
- 760 Series ValvesDocument8 pages760 Series ValvesDiego CamachoNo ratings yet
- Durosol Pure Sine Wave UPS - LCDDocument4 pagesDurosol Pure Sine Wave UPS - LCDsanjayinftngNo ratings yet
- Ernie Ball Volume Pedal InstructionsDocument1 pageErnie Ball Volume Pedal InstructionsDamian PansiniNo ratings yet
- Refrigerator Repair ManualDocument150 pagesRefrigerator Repair Manualhenybam80% (5)
- Induction Motor Manual (E)Document60 pagesInduction Motor Manual (E)sizmaruNo ratings yet
- Applications of Opamp As Comparators & Schmitt TriggerDocument4 pagesApplications of Opamp As Comparators & Schmitt TriggerPaul JambormiasNo ratings yet
- Flywheel Energy Storage SystemDocument22 pagesFlywheel Energy Storage SystemHEMANTHKUMAR T HNo ratings yet
- PSA-Final Exam Sol - Bilal Haider (08BSEE17)Document18 pagesPSA-Final Exam Sol - Bilal Haider (08BSEE17)Areeba NasirNo ratings yet
- Sony hcd-gx45 rg440 Ver-1.1 PDFDocument78 pagesSony hcd-gx45 rg440 Ver-1.1 PDFdinamita_roNo ratings yet
- Sun spot cycle effects on ionosphere frequenciesDocument11 pagesSun spot cycle effects on ionosphere frequenciesburni50% (2)
- Eee 306 Lab DocumentsDocument17 pagesEee 306 Lab DocumentsNazneenSultanaNo ratings yet
- Multimeter Metex 3640 PDFDocument43 pagesMultimeter Metex 3640 PDFCordova Marcos100% (1)
- The Human Eye and Colour VisionDocument6 pagesThe Human Eye and Colour VisionChetan BhardwajNo ratings yet
- Applied Physics Unit4 NotesDocument24 pagesApplied Physics Unit4 NotesavengeresNo ratings yet
- Control System (Closed Loop and Open Loop)Document10 pagesControl System (Closed Loop and Open Loop)Fhyras Ayatullah100% (1)
- NEC FD1165 MaintenanceDocument104 pagesNEC FD1165 MaintenanceElectronicaMecatronicsNo ratings yet
- PDocument11 pagesPFatima ShahNo ratings yet
- SUB-205R1 Itron Meter PDFDocument4 pagesSUB-205R1 Itron Meter PDFTGhareebNo ratings yet
- Plano Electrico Cargador 938KDocument34 pagesPlano Electrico Cargador 938KANDRES FUENTES FANDIÑONo ratings yet
- Concrete Technology by M L GambhirDocument8 pagesConcrete Technology by M L GambhirBishal AdityaNo ratings yet
- VX-1700 Owners ManualDocument32 pagesVX-1700 Owners ManualVan ThaoNo ratings yet