You might also like
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Document3 pagesWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNo ratings yet
- Welder Visual Inspection ReportsDocument24 pagesWelder Visual Inspection ReportsKyNo ratings yet
- Welder Qualification CertificateDocument2 pagesWelder Qualification CertificateNguyen Thanh BinhNo ratings yet
- Welding Joint Control SheetDocument322 pagesWelding Joint Control SheetSalman Khan100% (1)
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Document3 pagesWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- WPS ISO 15614-1 WeldNote MetricDocument1 pageWPS ISO 15614-1 WeldNote MetricVirgil SorcaruNo ratings yet
- WPSDocument1 pageWPSNidhinkorothNo ratings yet
- HOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)Document3 pagesHOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)TuTuy AnNo ratings yet
- WPQR6Document3 pagesWPQR6Dimitris NikouNo ratings yet
- BS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)Document3 pagesBS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)alanlongfieldNo ratings yet
- WPSPQRDocument11 pagesWPSPQR0502raviNo ratings yet
- WPQR Welding Procedure QualificationDocument3 pagesWPQR Welding Procedure QualificationThanasis KyrgiazoglouNo ratings yet
- Guidance To Prepare Wps PQR For WeldingDocument1 pageGuidance To Prepare Wps PQR For WeldingHamid MansouriNo ratings yet
- Write WPS ISO 15614Document10 pagesWrite WPS ISO 15614Hoang LamNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Part 01 - Review of EN ISO 9606-1Document26 pagesPart 01 - Review of EN ISO 9606-1Turbo Snail RNo ratings yet
- Is 7310 RequirementsDocument4 pagesIs 7310 RequirementsRavichandran Tirupattur SubramaniamNo ratings yet
- Welder Performance Qualification (WPQ) According To ASME IX Hassan HussienDocument1 pageWelder Performance Qualification (WPQ) According To ASME IX Hassan HussienMahmoud shawkyNo ratings yet
- Model WopqDocument2 pagesModel WopqAnilkumarGopinathanNairNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- Report on Welding Procedure Specifications for Single V-Groove JointsDocument15 pagesReport on Welding Procedure Specifications for Single V-Groove JointsAvishek Gupta100% (1)
- Fit Up Welding Visual Inspection ReportDocument2 pagesFit Up Welding Visual Inspection Reportgst ajah100% (1)
- WPS Format For ISO 9606-1 WelderDocument2 pagesWPS Format For ISO 9606-1 WelderThe Welding Inspections Community100% (1)
- WPS Asme IxDocument4 pagesWPS Asme Ixjcarlosherrerac7100% (1)
- Welding Procedure Specification (WPS) : Joint Design Welding SequencesDocument1 pageWelding Procedure Specification (WPS) : Joint Design Welding SequencesFerhat KahveciNo ratings yet
- PQ7-GM-16Mo3-B1 - AWSD1.1 Rev 0Document12 pagesPQ7-GM-16Mo3-B1 - AWSD1.1 Rev 0rodwellbNo ratings yet
- PQR Gmaw3gDocument5 pagesPQR Gmaw3gPatel VvnNo ratings yet
- 8 - Welding Procedures SummaryDocument12 pages8 - Welding Procedures SummaryHaleemUrRashidBangashNo ratings yet
- Welding Specification for Austenitic, Duplex and Superduplex PipeworkDocument45 pagesWelding Specification for Austenitic, Duplex and Superduplex Pipeworkmurugesan0% (1)
- WPQR Welding Procedure Qualification RecordsDocument3 pagesWPQR Welding Procedure Qualification Recordsramesh rajaNo ratings yet
- Welding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument11 pagesWelding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh raja100% (1)
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Limits For Imperfections ISO 5817Document2 pagesLimits For Imperfections ISO 5817tudorteuNo ratings yet
- Liquid Penetrant Test Record: Examinaion DetailsDocument1 pageLiquid Penetrant Test Record: Examinaion DetailschandraNo ratings yet
- PQR WPQ Witness Report LatestDocument1 pagePQR WPQ Witness Report LatestSatish KeskarNo ratings yet
- ASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies PartsDocument1 pageASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies Partssathi_mechNo ratings yet
- Assessment Procedure Welding Report FormDocument23 pagesAssessment Procedure Welding Report Formssierro100% (1)
- Inspection certificate for Tigrod 13.23 wireDocument1 pageInspection certificate for Tigrod 13.23 wirenwoforNo ratings yet
- JIMT Visual Inspection ReportDocument1,913 pagesJIMT Visual Inspection Reportgomathyselvi100% (1)
- T.C.L. Co. - Test & Control LaboratoriesDocument2 pagesT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNo ratings yet
- WPQR No. 2016 02Document14 pagesWPQR No. 2016 02GANESH ANo ratings yet
- Welder Qualification Test CertificateDocument1 pageWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- Sabari Engineering PQRDocument3 pagesSabari Engineering PQRAdvanced Quality Centre AQC100% (1)
- VP16 PDFDocument13 pagesVP16 PDFKara WhiteNo ratings yet
- QA Course Module 4 on Welding Procedure ApprovalDocument15 pagesQA Course Module 4 on Welding Procedure ApprovalYuvaraj SathishNo ratings yet
- Preparation and Control of WeldingDocument3 pagesPreparation and Control of Weldingbalakumar rajaramNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- Visual Inspection - AWS & BS PDFDocument22 pagesVisual Inspection - AWS & BS PDFSelvakpm06No ratings yet
- 202 1sp 0 Saw Cs CsDocument8 pages202 1sp 0 Saw Cs CskrishimaNo ratings yet
- Welding Electrode Baking Control SheetDocument1 pageWelding Electrode Baking Control SheetEIWAANo ratings yet
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 pagesTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- Welding 11-14%Cr IIW Document - Part 1Document20 pagesWelding 11-14%Cr IIW Document - Part 1Manuel CarreñoNo ratings yet
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Document2 pages(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Welder WQTDocument85 pagesWelder WQTKy100% (1)
- Materials Industrial Research & Technology Center S.A.: Andnymh Etaipeia Biomhxanikhz Epeynat - Texnoaorikhi AnantyhhiDocument1 pageMaterials Industrial Research & Technology Center S.A.: Andnymh Etaipeia Biomhxanikhz Epeynat - Texnoaorikhi AnantyhhiLHYT NTUANo ratings yet
- 1036330-23-350 Al 465 BX Nam Smaw+fcaw Iso 9606 CS 6G (H-L045)Document2 pages1036330-23-350 Al 465 BX Nam Smaw+fcaw Iso 9606 CS 6G (H-L045)Nguyen Thanh Binh0% (1)
- Welder Qualification CertificateDocument2 pagesWelder Qualification CertificateNguyen Thanh BinhNo ratings yet
- C2020 - 45-MAR-QM-00096 Rev. 02 Material Submittal For EC 50 Staircase St...Document4 pagesC2020 - 45-MAR-QM-00096 Rev. 02 Material Submittal For EC 50 Staircase St...KyNo ratings yet
- Heat No. 114868-2 - Test Repot No. TMR21056593Document1 pageHeat No. 114868-2 - Test Repot No. TMR21056593KyNo ratings yet
- TripDocument3 pagesTripKyNo ratings yet
- Benefits and Drawbacks of A Multichain Future: Prominence and Longstanding PresenceDocument65 pagesBenefits and Drawbacks of A Multichain Future: Prominence and Longstanding PresenceKyNo ratings yet
- NoteDocument2 pagesNoteKyNo ratings yet
- Time Frame: 30 Minutes: Prepare The Following MaterialsDocument1 pageTime Frame: 30 Minutes: Prepare The Following MaterialsKyNo ratings yet
- Ubt: Architectural Scope of Works: SN No Job No: Description of Job Material Details MAR RefDocument2 pagesUbt: Architectural Scope of Works: SN No Job No: Description of Job Material Details MAR RefKyNo ratings yet
- NoteDocument2 pagesNoteKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Radiographic Testing Report: Aries Marine Client Class / TpiDocument1 pageRadiographic Testing Report: Aries Marine Client Class / TpiKyNo ratings yet
- Radiographic Testing Report: Aries Marine Client Class / TpiDocument1 pageRadiographic Testing Report: Aries Marine Client Class / TpiKyNo ratings yet
- Radiographic Testing Report: Aries Marine Client Class / TpiDocument1 pageRadiographic Testing Report: Aries Marine Client Class / TpiKyNo ratings yet
- Radiographic Testing Report: Aries Marine Client Class / TpiDocument1 pageRadiographic Testing Report: Aries Marine Client Class / TpiKyNo ratings yet
- Request Letter of Shifting Change in Class TimeDocument1 pageRequest Letter of Shifting Change in Class TimeKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Calibration Certificate: Device Under Calibration DetailsDocument1 pageCalibration Certificate: Device Under Calibration DetailsKyNo ratings yet
- Acknowledgement: Mechanical DesignDocument72 pagesAcknowledgement: Mechanical DesignEyob KetemaNo ratings yet
- 002 Temapack Gland PackingsDocument2 pages002 Temapack Gland PackingsTài TrầnNo ratings yet
- Esquema Hidráulico CAT D11TDocument2 pagesEsquema Hidráulico CAT D11TJorge Mendoza0% (1)
- Shop Manual Supplement Komatsu PC400 6, PC400LC 6, PC450 6, PC450LCDocument38 pagesShop Manual Supplement Komatsu PC400 6, PC400LC 6, PC450 6, PC450LCMilad Rahimi100% (2)
- NED Booklet 2015 ENDocument120 pagesNED Booklet 2015 ENElena JursinaNo ratings yet
- Buku PDTO Rabiman FinalDocument134 pagesBuku PDTO Rabiman Finalilham romadhonaNo ratings yet
- Quantitative Methods of Materials Selection: Rigid Requirements AreDocument29 pagesQuantitative Methods of Materials Selection: Rigid Requirements AreDhananjay ShimpiNo ratings yet
- CPS Refrigerant Leak Detector LS790BDocument20 pagesCPS Refrigerant Leak Detector LS790BRichard WeimerNo ratings yet
- SP-2156 Non Metallic PipesDocument24 pagesSP-2156 Non Metallic Pipesqaiser100% (1)
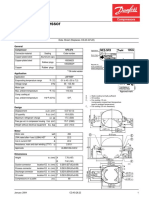
- NF5.5FX Standard Compressor R134a 115-127V 60Hz: CompressorsDocument2 pagesNF5.5FX Standard Compressor R134a 115-127V 60Hz: CompressorsMiguel CamposNo ratings yet
- ROV and MOVDocument1 pageROV and MOVnewprocessNo ratings yet
- 800reozm 0318Document3 pages800reozm 0318Xuân Huy NguyễnNo ratings yet
- Marcet Boiler Final Lab ReportDocument14 pagesMarcet Boiler Final Lab ReportHerschelle ShongweNo ratings yet
- Training System DS4Document164 pagesTraining System DS4Henrry Roberto Amaya BazánNo ratings yet
- CE 1999 GATE Question PaperDocument14 pagesCE 1999 GATE Question Papersubhajit284No ratings yet
- Hydrodynamic or Full Fluid Film LubricationDocument59 pagesHydrodynamic or Full Fluid Film LubricationAbhishek Singh ChauhanNo ratings yet
- Electro-Hydraulic Lab SheetDocument6 pagesElectro-Hydraulic Lab SheetSyahzlan IskandarNo ratings yet
- Full Length Test 1 Paper Civil Ki GoliDocument45 pagesFull Length Test 1 Paper Civil Ki GoliPankaj BadiwalNo ratings yet
- Syphon For Pressure Measuring Instruments Model 910.15: ApplicationsDocument4 pagesSyphon For Pressure Measuring Instruments Model 910.15: Applicationsluis carlos martin contrerasNo ratings yet
- Chempump 500 SeriesDocument20 pagesChempump 500 Seriesozeias.rosaNo ratings yet
- Bolt Tightening TorqueDocument10 pagesBolt Tightening Torquekb7401100% (1)
- Fatigue Assessment: CSR HarmonisationDocument14 pagesFatigue Assessment: CSR HarmonisationThanh Duc NguyenNo ratings yet
- ASTM A106 GR.B Steel Tube PDFDocument2 pagesASTM A106 GR.B Steel Tube PDFKader KaderNo ratings yet
- ONIXline BJ Series Dimensions GuideDocument5 pagesONIXline BJ Series Dimensions Guidemarcusa85No ratings yet
- Oil Free Compressor Manual 132 KWDocument33 pagesOil Free Compressor Manual 132 KWrubiodegoNo ratings yet
- Asme Questions and Answers Part ViDocument22 pagesAsme Questions and Answers Part ViAshwani DograNo ratings yet
- Knuckle Joints DesignDocument10 pagesKnuckle Joints DesignKvrd Prasad100% (1)
- Ejercicios CORIOLIS PDFDocument2 pagesEjercicios CORIOLIS PDFAlejandro CGNo ratings yet
- Measuring Distance of Heavenly BodyDocument28 pagesMeasuring Distance of Heavenly BodykhanNo ratings yet