You might also like
- Vajra Route ListDocument7 pagesVajra Route ListMunish KohliNo ratings yet
- TCS Bonus Issue NewDocument5 pagesTCS Bonus Issue NewarunsanskritiNo ratings yet
- Right of InformationDocument116 pagesRight of InformationmutallicaNo ratings yet
- Bhagavat GitaDocument21 pagesBhagavat GitamahadevamishraNo ratings yet
- Srimad Bhagavad Gita (Hindi, Sanskrit, English)Document119 pagesSrimad Bhagavad Gita (Hindi, Sanskrit, English)nss1234567890No ratings yet
- Daniel Kahneman: The Thought Leader InterviewDocument6 pagesDaniel Kahneman: The Thought Leader Interviewmutallica100% (1)
- Hass CaseDocument8 pagesHass CasemutallicaNo ratings yet
- 1 Intro To StatisticsDocument26 pages1 Intro To StatisticsmutallicaNo ratings yet
- Coupons DominoesDocument1 pageCoupons DominoesmutallicaNo ratings yet
- Mass Customization in Supply ChainDocument8 pagesMass Customization in Supply ChainmutallicaNo ratings yet
- Mass Customization in Shoe BusinessDocument4 pagesMass Customization in Shoe BusinessmutallicaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Operation and Maintenance of Radial GatesDocument39 pagesOperation and Maintenance of Radial Gatespitamber100% (3)
- EV Super SessionDocument26 pagesEV Super SessionrajuwithualwaysNo ratings yet
- 1LE1003 0DA21 7AB4 Datasheet enDocument1 page1LE1003 0DA21 7AB4 Datasheet enkamal_arbabNo ratings yet
- Layout of A Typical Garage, Service StationDocument2 pagesLayout of A Typical Garage, Service StationSunil NepalNo ratings yet
- Pulverised Coal Firing SystemDocument20 pagesPulverised Coal Firing Systemmurthykeshava100% (3)
- 2017 Mercedes Benz e Class 97258Document446 pages2017 Mercedes Benz e Class 97258felixwholesaleNo ratings yet
- Sanctuary Magazine Issue 11 - A Study in Contrasts - Spring Hill, Brisbane Green Home ProfileDocument4 pagesSanctuary Magazine Issue 11 - A Study in Contrasts - Spring Hill, Brisbane Green Home ProfileSanctuary MagazineNo ratings yet
- M 37Document1 pageM 37navneetkpatil8409No ratings yet
- Aggregate Impact ValueDocument8 pagesAggregate Impact ValueAnis Nurfarahanim Abdul HalimNo ratings yet
- Alat Ukur LPGDocument4 pagesAlat Ukur LPGMj MargarethNo ratings yet
- Factsheet Subsea Oil Recovery System 050210a 3 .536819Document3 pagesFactsheet Subsea Oil Recovery System 050210a 3 .536819leetrosenNo ratings yet
- Guide To Synchronizing Cylinders PDFDocument8 pagesGuide To Synchronizing Cylinders PDFpeterNo ratings yet
- Structural Audit GuideDocument4 pagesStructural Audit GuideDean Arig100% (1)
- 12Document48 pages12yskdonNo ratings yet
- Flow of Fluids: Answers SheetDocument2 pagesFlow of Fluids: Answers SheetJohn P. BandoquilloNo ratings yet
- Building SkinsDocument200 pagesBuilding SkinsRaluca Popovici100% (3)
- Manual Mantenance ButterworthDocument41 pagesManual Mantenance Butterworthsarmidi sarmidiNo ratings yet
- Electronics Now 11-1998Document100 pagesElectronics Now 11-1998sanlugoNo ratings yet
- Screw TurbineDocument12 pagesScrew TurbineTanvi0% (1)
- 04 PDFDocument146 pages04 PDFEli RochaNo ratings yet
- N E W S L E T T E R: Electronic Staging of Composite Propellant Rocket MotorsDocument8 pagesN E W S L E T T E R: Electronic Staging of Composite Propellant Rocket Motorsdrforbin666No ratings yet
- Grid Slab or Waffle SlabDocument2 pagesGrid Slab or Waffle Slabjncame33% (3)
- ILI9327 LCD Controller DatasheetDocument191 pagesILI9327 LCD Controller DatasheetaafeletronicaNo ratings yet
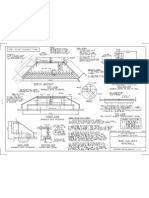
- Typical Box CulvertDocument1 pageTypical Box CulvertDeepak Pandey100% (1)
- Product Sheet Damen Accomodation Support Vessel 9020-02-2017Document2 pagesProduct Sheet Damen Accomodation Support Vessel 9020-02-2017Jhon GreigNo ratings yet
- PSS 30W Medium Switching Power Supply Technical DataDocument1 pagePSS 30W Medium Switching Power Supply Technical DataLucas Vinícius CostaNo ratings yet
- Fused Silica Flours 9800231 Celum PDFDocument2 pagesFused Silica Flours 9800231 Celum PDFForeverNo ratings yet
- Partbook GD 825A-2 PDFDocument749 pagesPartbook GD 825A-2 PDFAkhmad Shohibul FadilahNo ratings yet
- Instruction Manual: A959 1:18 4WD Offf-Road Buggy RC CarDocument6 pagesInstruction Manual: A959 1:18 4WD Offf-Road Buggy RC CarLäůrã MîrëllNo ratings yet
- Feather Mill SyDocument2 pagesFeather Mill SyalphatoolsNo ratings yet