You might also like
- Medical certificate form for driving licenseDocument1 pageMedical certificate form for driving licensemudra123456789No ratings yet
- Appl No:3968772720 Dt:26-12-2020Document1 pageAppl No:3968772720 Dt:26-12-2020sudar1477No ratings yet
- Medical certificate form for driving licenseDocument1 pageMedical certificate form for driving licensemudra123456789No ratings yet
- EHS 045 Building Cleaning Procedure SampleDocument3 pagesEHS 045 Building Cleaning Procedure Samplesudar1477No ratings yet
- Form1a Medical FitnessDocument2 pagesForm1a Medical FitnessAnkur RastogiNo ratings yet
- Appl No:3968772720 Dt:26-12-2020Document1 pageAppl No:3968772720 Dt:26-12-2020sudar1477No ratings yet
- Functional Safety of Electronics and Software: Implementation Compliant With IEC 61508 and ISO 26262Document3 pagesFunctional Safety of Electronics and Software: Implementation Compliant With IEC 61508 and ISO 26262sudar1477No ratings yet
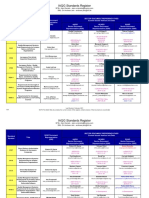
- IAQG Standards Register Tracking Matrix February 01 2021Document4 pagesIAQG Standards Register Tracking Matrix February 01 2021sudar1477No ratings yet
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477No ratings yet
- Useful Business Measurements and COPQ TargetsDocument7 pagesUseful Business Measurements and COPQ Targetssudar1477No ratings yet
- Payment Reference No.: PAY - HA8Z4ZWLRRO5VT: WWW - Royalsundaram.inDocument1 pagePayment Reference No.: PAY - HA8Z4ZWLRRO5VT: WWW - Royalsundaram.insudar1477No ratings yet
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477No ratings yet
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477No ratings yet
- Product Safety Requirements IdentificationDocument6 pagesProduct Safety Requirements IdentificationsbtharanNo ratings yet
- FIN AL: Form GSTR-1Document5 pagesFIN AL: Form GSTR-1sudar1477No ratings yet
- BRN Continuing Education CreditsDocument24 pagesBRN Continuing Education Creditssudar1477No ratings yet
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477No ratings yet
- Normal Thinking: Daily Management + Process ImprovementDocument3 pagesNormal Thinking: Daily Management + Process Improvementsudar1477No ratings yet
- How Many Models Each Model How Many Cavities How Many Machines How Many ShiftsDocument2 pagesHow Many Models Each Model How Many Cavities How Many Machines How Many Shiftssudar1477No ratings yet
- ObservationsDocument23 pagesObservationssudar1477No ratings yet
- Element ListDocument1 pageElement Listrgrao85No ratings yet
- Ali - 1 - 2020 SQADocument10 pagesAli - 1 - 2020 SQAsudar1477No ratings yet
- Feb 2020 Daily Production Rejection ReportDocument30 pagesFeb 2020 Daily Production Rejection Reportsudar1477No ratings yet
- APQP Process AssessmentDocument3 pagesAPQP Process AssessmentSergio ArellanoNo ratings yet
- LAH Module Summaries 2016Document154 pagesLAH Module Summaries 2016sudar1477No ratings yet
- KPI FamiliarisationDocument27 pagesKPI FamiliarisationntjuniorNo ratings yet
- Pareto Analysis: Prioritize Problems for Quality ImprovementDocument7 pagesPareto Analysis: Prioritize Problems for Quality Improvementsudar1477No ratings yet
- Continuous Process Improvement: Create A System For Constant and Continuous ImprovementDocument8 pagesContinuous Process Improvement: Create A System For Constant and Continuous Improvementsudar1477No ratings yet
- SPrint Boarding Pass PNR XJ2K5R 16 Dec 2020 Chennai Bengaluru For MR SUDARSANAN JANAKIRAMANDocument1 pageSPrint Boarding Pass PNR XJ2K5R 16 Dec 2020 Chennai Bengaluru For MR SUDARSANAN JANAKIRAMANsudar1477No ratings yet
- MRN-CompetitivenessofSMEs SQADocument13 pagesMRN-CompetitivenessofSMEs SQAsudar1477No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- UCO General BrochureDocument2 pagesUCO General BrochureSam LamNo ratings yet
- Sewing 04-Needle Class 118 of Groz-Beckert For Union Special FlatseamersDocument6 pagesSewing 04-Needle Class 118 of Groz-Beckert For Union Special Flatseamersfriendztoall4351No ratings yet
- Singly Linked Lists AlgorithmDocument18 pagesSingly Linked Lists AlgorithmGSX-R 1100No ratings yet
- White Paper c11 737101Document13 pagesWhite Paper c11 737101Aleksandar PopovicNo ratings yet
- INDIAN BEAMSDocument18 pagesINDIAN BEAMSSushmita GhoshNo ratings yet
- IGCSE Topical Past Papers PhysicsDocument64 pagesIGCSE Topical Past Papers PhysicsHubert DMelloNo ratings yet
- John Deere 9650 Sts Parts CatalogDocument20 pagesJohn Deere 9650 Sts Parts CatalogDennis100% (56)
- CAD (ME2155) Lab ManualDocument18 pagesCAD (ME2155) Lab Manualharishj93No ratings yet
- Phase Shifted Full Bridge Converter for EV Battery ChargingDocument23 pagesPhase Shifted Full Bridge Converter for EV Battery ChargingArun.G eeea2016No ratings yet
- Alpha Eritrean Engineers Community's Magazine (October's Issue)Document8 pagesAlpha Eritrean Engineers Community's Magazine (October's Issue)meharigrwNo ratings yet
- An Introduction To Orgone Matrix Material (Jon Logan)Document42 pagesAn Introduction To Orgone Matrix Material (Jon Logan)Jose CiprianiNo ratings yet
- Lars Part Ix - Safety Managment System Requirements-SmsDocument24 pagesLars Part Ix - Safety Managment System Requirements-SmssebastienNo ratings yet
- INA FAG Water Pump BearingsDocument31 pagesINA FAG Water Pump Bearings2bjornNo ratings yet
- BS3974 Pipe SupportsDocument20 pagesBS3974 Pipe SupportsTony100% (1)
- Monarch Industrial Products (I) Pvt. Ltd. Decorative Floor Toppings Supply Order Price ListDocument1 pageMonarch Industrial Products (I) Pvt. Ltd. Decorative Floor Toppings Supply Order Price ListgangadevimgmNo ratings yet
- ION Enterprise 6.0 System RequirementsDocument2 pagesION Enterprise 6.0 System RequirementsAlberto SalazarNo ratings yet
- Is 2705 PDFDocument17 pagesIs 2705 PDFArijit Das100% (2)
- PDFDocument16 pagesPDFOsanebi Chukwudi Lucky0% (1)
- Firestop Product ApplicationsDocument18 pagesFirestop Product Applicationsc1565No ratings yet
- 2012 JBLM MILCON Tacoma Chamber of Commerce Oct2012Document13 pages2012 JBLM MILCON Tacoma Chamber of Commerce Oct2012Brackett427No ratings yet
- Open Gapps LogDocument2 pagesOpen Gapps LogAgus Yudho PratomoNo ratings yet
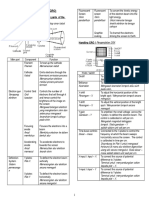
- Cathode Ray Oscilloscope (Cro)Document2 pagesCathode Ray Oscilloscope (Cro)jesunathan44@yahoo.comNo ratings yet
- Um String Code 2 0 eDocument46 pagesUm String Code 2 0 ehydrasearchNo ratings yet
- Excavation Safety GuideDocument62 pagesExcavation Safety Guideallen 5222100% (1)
- 9500-WGEL-S003-ISGP-G00000-MP-4306-00017 - 01A - MTO PFF - by LayoutDocument7 pages9500-WGEL-S003-ISGP-G00000-MP-4306-00017 - 01A - MTO PFF - by Layoutsuresh100% (1)
- SyllabusDocument2 pagesSyllabusjackychen101No ratings yet
- Laboratory Design GuideDocument110 pagesLaboratory Design Guidejuly lang100% (5)
- Last Name, First CHE426:: F C V C V C F + F F CDocument6 pagesLast Name, First CHE426:: F C V C V C F + F F Clợi trầnNo ratings yet
- Nylatron GSM Technical Data SheetDocument1 pageNylatron GSM Technical Data SheetgovindsrNo ratings yet
- Spec Oem National 300qDocument2 pagesSpec Oem National 300qJose Javier GamaNo ratings yet