You might also like
- Formato-Descripción Del Tema o ActividadDocument2 pagesFormato-Descripción Del Tema o ActividadVitore MorleoneNo ratings yet
- Practica 2Document36 pagesPractica 2Vitore MorleoneNo ratings yet
- Problemas Primera ParteDocument15 pagesProblemas Primera ParteVitore MorleoneNo ratings yet
- Proyecto Final de Circuitos ElectricosDocument38 pagesProyecto Final de Circuitos ElectricosUniElectronica50% (2)
- Practica 1Document18 pagesPractica 1Vitore MorleoneNo ratings yet
- Reporte Visualizacion y Control de ProcesosDocument11 pagesReporte Visualizacion y Control de ProcesosVitore MorleoneNo ratings yet
- Practica 1Document9 pagesPractica 1Vitore MorleoneNo ratings yet
- Practica 2Document11 pagesPractica 2Vitore MorleoneNo ratings yet
- Practica 1Document11 pagesPractica 1Vitore MorleoneNo ratings yet
- Documento Practicas 6Document108 pagesDocumento Practicas 6Vitore MorleoneNo ratings yet
- Practica 2n - Circuito CombinacionalDocument13 pagesPractica 2n - Circuito CombinacionalUniElectronicaNo ratings yet
- ApuntesDocument5 pagesApuntesVitore MorleoneNo ratings yet
- Obtención de vistas 3D de circuitos electrónicos en ProteusDocument21 pagesObtención de vistas 3D de circuitos electrónicos en Proteusbob75No ratings yet
- Proyecto Final Selector de CochesDocument12 pagesProyecto Final Selector de CochesVitore MorleoneNo ratings yet
- CopiasDocument20 pagesCopiasUniElectronicaNo ratings yet
- Display LED Manejado Con CD 4511Document2 pagesDisplay LED Manejado Con CD 4511Dan RoadsNo ratings yet
- Clase 13Document16 pagesClase 13Nelson AlbaNo ratings yet
- Luces AudioritmicasDocument4 pagesLuces Audioritmicasjosevazxo100% (1)
- Carro Seguidor de LineaDocument37 pagesCarro Seguidor de LineaUniElectronicaNo ratings yet
- CAM00006 JPGDocument5 pagesCAM00006 JPGVitore MorleoneNo ratings yet
- Proyecto Final Selector de CochesDocument12 pagesProyecto Final Selector de CochesVitore MorleoneNo ratings yet
- CAM00006 JPGDocument5 pagesCAM00006 JPGVitore MorleoneNo ratings yet
- Proyecto Final Selector de CochesDocument12 pagesProyecto Final Selector de CochesVitore MorleoneNo ratings yet
- Atenuador Con Potenciómetro para Lámparas IncandescentesDocument2 pagesAtenuador Con Potenciómetro para Lámparas IncandescentesVitore MorleoneNo ratings yet
- DimmerDocument46 pagesDimmerVitore MorleoneNo ratings yet
- Reporte de Proyecto Unidad IiiDocument13 pagesReporte de Proyecto Unidad IiiVitore MorleoneNo ratings yet
- Análisis de Circuitois MTR2014!2!2C - Unidad IIIDocument3 pagesAnálisis de Circuitois MTR2014!2!2C - Unidad IIIVitore MorleoneNo ratings yet
- Reporte de Proyecto Unidad IiiDocument13 pagesReporte de Proyecto Unidad IiiVitore MorleoneNo ratings yet
- Manual Reporte Tabla FenólicaDocument9 pagesManual Reporte Tabla FenólicaUniElectronicaNo ratings yet
- ManualDocument13 pagesManualVitore MorleoneNo ratings yet
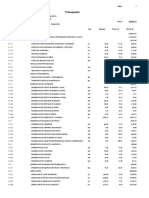
- Creación y edición de presupuestos en S10Document41 pagesCreación y edición de presupuestos en S10Cesar Samame ArCeNo ratings yet
- Presupuesto de Obras - RubrosDocument4 pagesPresupuesto de Obras - RubrosMonicaBaqueNo ratings yet
- Guia QuimicaDocument12 pagesGuia QuimicaYUDY MARLENY VELA NEGRONo ratings yet
- Funcion Buscarv y TallerDocument7 pagesFuncion Buscarv y TallerViviana Jimenez SánchezNo ratings yet
- Estabilidad de taludes minerosDocument20 pagesEstabilidad de taludes minerosCardenas YhorNo ratings yet
- Libro de Electricidad Gustavo 2017 Pick 2Document104 pagesLibro de Electricidad Gustavo 2017 Pick 2Luis Gustavo Perez SanhuezaNo ratings yet
- El Código ASCII CompletoDocument4 pagesEl Código ASCII Completojaad61No ratings yet
- Historia Del VehiculoDocument3 pagesHistoria Del VehiculocarlosNo ratings yet
- Circular Dpayt-002-2024 Sieel - Sistema Expediente Electrónico - Atención Virtual - Solicitar DocumentacionDocument4 pagesCircular Dpayt-002-2024 Sieel - Sistema Expediente Electrónico - Atención Virtual - Solicitar DocumentacionEstudio Alvarezg AsociadosNo ratings yet
- Presupuesto Estructuras Hosp - TarapotoDocument4 pagesPresupuesto Estructuras Hosp - TarapotoDiegoCastilloNo ratings yet
- Tipos de Reacciones OrganicasDocument2 pagesTipos de Reacciones Organicassdyoks100% (1)
- Graben de EspinoDocument18 pagesGraben de EspinoNoelNo ratings yet
- Mecánica de Suelos I: Conceptos BásicosDocument25 pagesMecánica de Suelos I: Conceptos BásicosAlexander Mohamed HassanNo ratings yet
- Aire Acondicionado MantenimientoDocument15 pagesAire Acondicionado MantenimientoMiguel Angel Lopez VazquezNo ratings yet
- Nomenclatura SensoresDocument3 pagesNomenclatura SensoresBernabeNo ratings yet
- Diseno de Planos IsometricosDocument37 pagesDiseno de Planos IsometricosSaure GnuNo ratings yet
- 03 Modos de ControlDocument34 pages03 Modos de ControlRay ContrerasNo ratings yet
- SKC S Product Data Sheet EspanolDocument2 pagesSKC S Product Data Sheet EspanolCarlos CárdenasNo ratings yet
- Superslim and ULTRAGUARD Tech Data PDFDocument21 pagesSuperslim and ULTRAGUARD Tech Data PDFjaimedemarcoNo ratings yet
- Técnico electricidad industrial Mijaél VidaurreDocument4 pagesTécnico electricidad industrial Mijaél VidaurreMijael Vidaurre VeraNo ratings yet
- Corona - RT-46-160 - Sin - Reenvio PDFDocument96 pagesCorona - RT-46-160 - Sin - Reenvio PDFjackNo ratings yet
- Esquema MonoproticoDocument128 pagesEsquema MonoproticoJonathan VillafañeNo ratings yet
- Edafologia 1Document30 pagesEdafologia 1Vidal Perez GutierrezNo ratings yet
- Ejemplo de Minimización Modelo EstandarDocument2 pagesEjemplo de Minimización Modelo Estandarhernan0% (1)
- Logística característicasDocument9 pagesLogística característicasRigo CollazosNo ratings yet
- Problemas de VibracionesDocument6 pagesProblemas de Vibracionespedro de la paz100% (2)
- Ejercicio GlobalDocument17 pagesEjercicio GlobalSidney GuerreroNo ratings yet
- GUIA de TP - 01 - Parametros ELECTRICOsDocument2 pagesGUIA de TP - 01 - Parametros ELECTRICOsmatialmazanNo ratings yet
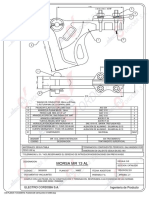
- Morse MR13 de aluminio para sujeción de conductoresDocument1 pageMorse MR13 de aluminio para sujeción de conductoresValen CastilloNo ratings yet
- Análisis Objeto Técnico El TaladroDocument11 pagesAnálisis Objeto Técnico El TaladroIng. Gerardo Sánchez Nájera93% (44)