You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Flashlight RadioDocument5 pagesFlashlight RadioJim67% (3)
- GIOTTO IMAGE 3D-3DL - Calibration Procedures and Quality Control For Technologists - v1.1Document63 pagesGIOTTO IMAGE 3D-3DL - Calibration Procedures and Quality Control For Technologists - v1.1Rui Ramos100% (4)
- Tle/Epas: Quarter 1 - Module 5: Operating Principles of Television Receiver Chroma SectionDocument32 pagesTle/Epas: Quarter 1 - Module 5: Operating Principles of Television Receiver Chroma SectionDoone Heart Santander Cabuguas100% (2)
- Peavey 5150 Bias ModDocument4 pagesPeavey 5150 Bias ModBorislav BadzaNo ratings yet
- Embassy of United StatesDocument2 pagesEmbassy of United Statesworkineh gebeyehuNo ratings yet
- Fluid Power Systems DesignDocument1 pageFluid Power Systems Designworkineh gebeyehuNo ratings yet
- Mechanics of Composite Materials: DR - Ananda Babu, Associate Professor, SET, Sharda UniversityDocument125 pagesMechanics of Composite Materials: DR - Ananda Babu, Associate Professor, SET, Sharda Universityworkineh gebeyehuNo ratings yet
- Political Biography of Maxim GorkyDocument276 pagesPolitical Biography of Maxim Gorkykane_kane_kane100% (1)
- Machine Drawing-I: (Department of Mechanical Engineering)Document12 pagesMachine Drawing-I: (Department of Mechanical Engineering)workineh gebeyehuNo ratings yet
- Machine Drawing Through CadDocument91 pagesMachine Drawing Through CadmjdaleneziNo ratings yet
- 955033indsutrial VisitsDocument18 pages955033indsutrial Visitsworkineh gebeyehuNo ratings yet
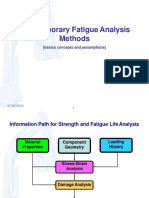
- Contemporary Fatigue Analysis Methods: (Basics Concepts and Assumptions)Document87 pagesContemporary Fatigue Analysis Methods: (Basics Concepts and Assumptions)workineh gebeyehuNo ratings yet
- 2013 RegulationDocument1 page2013 Regulationworkineh gebeyehuNo ratings yet
- Estimation of SIF by Mumerical MethodDocument21 pagesEstimation of SIF by Mumerical Methodworkineh gebeyehuNo ratings yet
- Protest LetterDocument1 pageProtest Letterworkineh gebeyehuNo ratings yet
- ME554Document2 pagesME554workineh gebeyehuNo ratings yet
- Computer Integrated Manufacturing Unit-Iii Cellular Manufacturing Two Marks QuestionsDocument4 pagesComputer Integrated Manufacturing Unit-Iii Cellular Manufacturing Two Marks Questionsworkineh gebeyehuNo ratings yet
- ME 805 D-Machine Tool DesignDocument3 pagesME 805 D-Machine Tool Designworkineh gebeyehuNo ratings yet
- ME 805 D-Machine Tool DesignDocument3 pagesME 805 D-Machine Tool Designworkineh gebeyehuNo ratings yet
- 1843-1923: From Electromechanics To ElectronicsDocument11 pages1843-1923: From Electromechanics To ElectronicsSheeraz MemonNo ratings yet
- MPPD 12HRN1 QB6 English ManualDocument37 pagesMPPD 12HRN1 QB6 English ManualMark ShilhamNo ratings yet
- Service Manual: M PL Ifi EdDocument34 pagesService Manual: M PL Ifi Ednivaldo de oliveira OliveiraNo ratings yet
- Thesis Paper ''Design of Traffic Light Controller Based On Single Chip Microcomputer''.Document30 pagesThesis Paper ''Design of Traffic Light Controller Based On Single Chip Microcomputer''.Majedur Rahman RejaNo ratings yet
- Revised Specs 13-04-2022Document132 pagesRevised Specs 13-04-2022wasif ahmed siddiquiNo ratings yet
- B27a11z Ch-CaDocument113 pagesB27a11z Ch-CaIleana RuvalcabaNo ratings yet
- Manual MJ Mini Bio Rad - Personal Thermal Cycler PDFDocument85 pagesManual MJ Mini Bio Rad - Personal Thermal Cycler PDFGonzalo Bravo JimenezNo ratings yet
- IEEE Document Superheated Steam Generator by Induction HeatingDocument4 pagesIEEE Document Superheated Steam Generator by Induction HeatingVarun ThakurNo ratings yet
- Philips Chasis l7Document39 pagesPhilips Chasis l7videosonNo ratings yet
- Craftsman L0812105 PDFDocument54 pagesCraftsman L0812105 PDFAlberto Rodriguez100% (1)
- 1605 8136 RVW Manual TehnicDocument24 pages1605 8136 RVW Manual Tehnicd403242No ratings yet
- ANSI Device No PDFDocument10 pagesANSI Device No PDFMuhammed FazilNo ratings yet
- Electo Stream DrillingDocument3 pagesElecto Stream DrillingShubhamNo ratings yet
- SHARP 37DM-23H: General InformationDocument3 pagesSHARP 37DM-23H: General InformationsoyvatzogloyNo ratings yet
- History of Microwave CommunicationDocument1 pageHistory of Microwave CommunicationJessaSanchezNo ratings yet
- Oxygen Concentrator Catalog FinalDocument1 pageOxygen Concentrator Catalog FinalFaiaz NizamNo ratings yet
- 50 TOP FET Questions and Answers PDFDocument10 pages50 TOP FET Questions and Answers PDFAasheeshSingh100% (2)
- 2 Evolution of ComputerDocument9 pages2 Evolution of ComputerNURUL SHAHLIZA KHAIRUDDINNo ratings yet
- Trane Giải Nhiệt Gió CG-PRC048B-GB - 0121 - smDocument52 pagesTrane Giải Nhiệt Gió CG-PRC048B-GB - 0121 - smPhạm ĐứcNo ratings yet
- H&K Edition - Tube - 20 - BDA - 1 - 1 Page 7Document1 pageH&K Edition - Tube - 20 - BDA - 1 - 1 Page 7Hans HeijmansNo ratings yet
- 21PT6431 44R Ch.L01.1UDocument106 pages21PT6431 44R Ch.L01.1UJoel MarvalNo ratings yet
- D A T A S H E E T: EC3-X33 Stand-Alone Superheat ControllerDocument8 pagesD A T A S H E E T: EC3-X33 Stand-Alone Superheat ControllerNikolas ChionasNo ratings yet
- Proportional Valve Controller-PCB Only-: Electronic ControlsDocument2 pagesProportional Valve Controller-PCB Only-: Electronic ControlsSIVARAMANJAGANATHANNo ratings yet
- CMP Controls Catalogue 2014-15 (Mandarin Version)Document127 pagesCMP Controls Catalogue 2014-15 (Mandarin Version)John EvangelistaNo ratings yet
- Technical Data Sheet: Interface I-100Document5 pagesTechnical Data Sheet: Interface I-100Palak AgarwalNo ratings yet
- Chapter 3Document19 pagesChapter 3Lëlîså DébālkéNo ratings yet