You might also like
- Special-2 Stainless Steel EnclosureDocument1 pageSpecial-2 Stainless Steel EnclosureAbu Anas M.SalaheldinNo ratings yet
- Plasite 7159 PDSDocument4 pagesPlasite 7159 PDSAbu Anas M.SalaheldinNo ratings yet
- HEAVY WALLED PV MANUFACTURINGDocument28 pagesHEAVY WALLED PV MANUFACTURINGAbu Anas M.SalaheldinNo ratings yet
- Buttweldshrinkagepaper BasavarajuDocument9 pagesButtweldshrinkagepaper BasavarajuAbu Anas M.SalaheldinNo ratings yet
- BGAS QustionDocument47 pagesBGAS QustionAbu Anas M.SalaheldinNo ratings yet
- DD 950008 001Document1 pageDD 950008 001Abu Anas M.SalaheldinNo ratings yet
- Hydraulics - Offshore SuppliesDocument1,214 pagesHydraulics - Offshore SuppliesAbu Anas M.SalaheldinNo ratings yet
- Iso 10423-2022Document12 pagesIso 10423-2022Abu Anas M.SalaheldinNo ratings yet
- Comparative Tracking Index of Electrical Insulating MaterialsDocument6 pagesComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinNo ratings yet
- Stauffenberg RBW5RUL PDFDocument172 pagesStauffenberg RBW5RUL PDFErikas AbepaNo ratings yet
- 2014 Yang MaterialEffectonShrinkage WJ 2014 11 s421Document11 pages2014 Yang MaterialEffectonShrinkage WJ 2014 11 s421Abu Anas M.SalaheldinNo ratings yet
- Esab Xpert 7018 Low Hydrogen ElectrodeDocument1 pageEsab Xpert 7018 Low Hydrogen ElectrodeAbu Anas M.SalaheldinNo ratings yet
- DD-950005, Rev 00, SHT 001, 05.31.1985 PDFDocument1 pageDD-950005, Rev 00, SHT 001, 05.31.1985 PDFRami ELLOUMINo ratings yet
- Metals 11 00568 v2Document18 pagesMetals 11 00568 v2Abu Anas M.SalaheldinNo ratings yet
- DD 950008 001Document1 pageDD 950008 001Abu Anas M.SalaheldinNo ratings yet
- DC 950041 001Document1 pageDC 950041 001Abu Anas M.SalaheldinNo ratings yet
- DC 950042 001Document1 pageDC 950042 001Abu Anas M.SalaheldinNo ratings yet
- DC 950042 001Document1 pageDC 950042 001Abu Anas M.SalaheldinNo ratings yet
- DD-950005, Rev 00, SHT 001, 05.31.1985 PDFDocument1 pageDD-950005, Rev 00, SHT 001, 05.31.1985 PDFRami ELLOUMINo ratings yet
- DC 950045 001Document1 pageDC 950045 001Abu Anas M.SalaheldinNo ratings yet
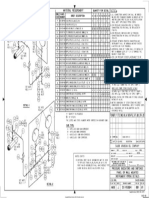
- Notes:: List of Material Detail Qty. ForDocument1 pageNotes:: List of Material Detail Qty. ForAbu Anas M.SalaheldinNo ratings yet
- DC 950041 001Document1 pageDC 950041 001Abu Anas M.SalaheldinNo ratings yet
- AC-036413-001 Orifice Flange AssemblyDocument1 pageAC-036413-001 Orifice Flange Assemblynarutothunderjet216No ratings yet
- DD 950008 001Document1 pageDD 950008 001Abu Anas M.SalaheldinNo ratings yet
- Aa 036025 002Document1 pageAa 036025 002Abu Anas M.SalaheldinNo ratings yet
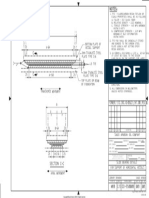
- Notes:: Typical Installation DrawingDocument1 pageNotes:: Typical Installation DrawingAbu Anas M.SalaheldinNo ratings yet
- Notes:: List of Material Detail Qty. ForDocument1 pageNotes:: List of Material Detail Qty. ForAbu Anas M.SalaheldinNo ratings yet
- Aa 036025 001Document1 pageAa 036025 001Abu Anas M.SalaheldinNo ratings yet
- Aa 036007 002Document1 pageAa 036007 002Abu Anas M.SalaheldinNo ratings yet
- Aa 036015 001Document1 pageAa 036015 001narutothunderjet216No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Vortex Quantum SeriesDocument34 pagesVortex Quantum SeriesmiguelcNo ratings yet
- Biochem Proteins ReviewerDocument4 pagesBiochem Proteins ReviewerStefany JoyNo ratings yet
- Marine PurifierDocument30 pagesMarine PurifierJayDelosSantos100% (1)
- محاضرات تغذية عامة د جواد الوبر 1Document53 pagesمحاضرات تغذية عامة د جواد الوبر 1معتصم اليمانيNo ratings yet
- N52 Grade Neodymium Magnets DataDocument1 pageN52 Grade Neodymium Magnets DataSteve HsuNo ratings yet
- The Four Types of Refrigeration Systems You Need To KnowDocument2 pagesThe Four Types of Refrigeration Systems You Need To KnowtakayNo ratings yet
- Powder Metallurgy Process and ApplicationsDocument32 pagesPowder Metallurgy Process and ApplicationsChandan KumarNo ratings yet
- Factors Affecting Rate of EvaporationDocument22 pagesFactors Affecting Rate of EvaporationShimnu MoneNo ratings yet
- VAPOR AND COMBINED POWER CYCLESDocument9 pagesVAPOR AND COMBINED POWER CYCLESzabidullahNo ratings yet
- 85 TPH CFBC Boiler Operation and Maintenance ManualDocument152 pages85 TPH CFBC Boiler Operation and Maintenance ManualAamirMalik100% (1)
- Organic Reactions 28 (1982) eDocument266 pagesOrganic Reactions 28 (1982) eRobNo ratings yet
- Expansion Process of A Perfect Gas PDFDocument11 pagesExpansion Process of A Perfect Gas PDFRaza MutahirNo ratings yet
- Steel Industry PackageDocument9 pagesSteel Industry Packagebatung144100% (1)
- A Simplified Method For The Cultivation of Extreme Anaerobic Archaea Based SULFIDE 2000 !!!!Document6 pagesA Simplified Method For The Cultivation of Extreme Anaerobic Archaea Based SULFIDE 2000 !!!!Vera Brok-VolchanskayaNo ratings yet
- Fiitjee Rit 2Document11 pagesFiitjee Rit 2Baljeet SinghNo ratings yet
- Characteristics - Requirements of Fibre Forming Polymers - Online Textile AcademyDocument1 pageCharacteristics - Requirements of Fibre Forming Polymers - Online Textile AcademyRAFIAHAMMEDNo ratings yet
- Us03cicv21 Unit3Document28 pagesUs03cicv21 Unit3ashokNo ratings yet
- Research Cold StorageDocument6 pagesResearch Cold StorageApivit MalichaiNo ratings yet
- Powder Metallurgy: Crushing and Milling Method To Form PowderDocument12 pagesPowder Metallurgy: Crushing and Milling Method To Form Powder050678No ratings yet
- Nano EmulsionDocument52 pagesNano EmulsionAbdul NadeemNo ratings yet
- Sloss Industries 1062235 M2234300 EX351 V 2Document1 pageSloss Industries 1062235 M2234300 EX351 V 2DanielDeFrancescoNo ratings yet
- Sample Paper For ChemistryDocument23 pagesSample Paper For ChemistryAmit joshiNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector ChartAjimKe'enNo ratings yet
- Optical Emission From SemiconductorsDocument36 pagesOptical Emission From SemiconductorsvardhanNo ratings yet
- Astm B479 19Document3 pagesAstm B479 19mohamedsamireldeep70No ratings yet
- 06 Chapter 1Document16 pages06 Chapter 1Maharaja PlacementNo ratings yet
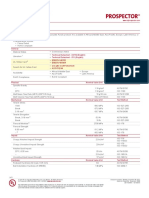
- ACRYREX® CM-211: Chi Mei CorporationDocument3 pagesACRYREX® CM-211: Chi Mei CorporationPhuoc Thinh TruongNo ratings yet
- Nanotechnology Applications and Its Importance in Various FieldsDocument24 pagesNanotechnology Applications and Its Importance in Various FieldsSuresh ShahNo ratings yet
- Bioplastic ProjectDocument15 pagesBioplastic ProjectSarthak Verma100% (1)
- Rongalit ST LiqDocument11 pagesRongalit ST LiqMayank DhawanNo ratings yet