Professional Documents
Culture Documents
Aluminum Filler Metal Selection Chart
Uploaded by
fogdartCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Aluminum Filler Metal Selection Chart
Uploaded by
fogdartCopyright:
Available Formats
ALUMINUM FILLER
METAL SELECTION CHART
Pure Aluminum -
METAL GROUPS Aluminum - Copper Aluminum - Magnesium AL-Mg2 Si AL - Zinc AL - Castings METAL GROUPS
Aluminum Manganese
5086, 511.0, 512.0 6061,6005 7005, 7021 413.0, 443.0 319.0, 333.0
BASE FILLER 1100, 1060,
1070, 1080, 2219 3003, 3004, 5005, 5050 513.0, 514.0 6063,6070 7039, 7046 444.0, 356.0 354.0, 355.0 FILLER BASE
2014, 2036 5083, 5454
METAL METAL 1350 Alclad 3003 Alclad 3004 5052, 5652 5456, 5383
535.0 6151,6201 7146 A356.0, 357.0
C355.0, 380.0 METAL METAL
5154, 5254 6351,6951,6082 710.0, 711.0 359.0
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
WELD METAL PROPERTIES
CRACK SENSITIVITY The Probability of Hot Cracking - this rating is established through use
CRACKING
of crack sensitivity curves (Developed by Alcoa) and the consideration of filler metal and base WELD METAL WELD METAL
metal chemistry combinations. There are levels of various alloying elements within aluminum PROPERTIES PROPERTIES
Explanation of Relative Rating A, B, C, & D that have been identified as seriously affecting hot cracking susceptibility during weld solidifi-
Filler metal property ratings A, B, C and D cation. This rating is primarily based on the probability of producing a weld outside these crack
are relative values for welding base metals sensitive chemistry ranges.
STRENGTH DUCTILITY
indicated in a specific box. An “A” rating is STRENGTH Ratings are for fillet weld and groove weld strength in the as welded condition. 319.0, 333.0 2319 B A A A A A A A B A A A A A A A B AA A A A A A 2319 319.0, 333.0
354.0, 355.0 4043/4943** B A A A A A C C C B C A A B C C C B C A A B C B BA A A A C B BA A A A C A A AA A A D B BA A A A C B B A A A A C B B A A A A C 4043/4943** 354.0, 355.0
the best fit for the weldment property and Groove welds – Any specified filler metal with a rating can provide minimum transverse tensile C355.0, 380.0 4145 A A B A A A D A B C B A A A D A B C B A A A D A AB A A A DA AB A A A D A AB A A A D A A B A A A D A AB A A A D A CB B A A A D 4145 C355.0, 380.0
“D” rating is the least fit. A “blank” rating strength in groove welds that will meet the as-welded strength of the base material. 413.0, 443.0 4043/4943**
4145
A
A
A
A
A
B
A
B
A A
A
C
D
B
A
B
A
A
B
A
A
A
A
A B
A
C
D
B
A
B
A
A
B
A
A
A
A
A B
A
C A AA A A A
D
DA AA A A A DA B AA A A D A
A
BA
AB
A
B
A A
A
C
D
A
A
D
C
B
B
A
B
A A
A
C
D
A
A
DA
CB
A
B
A
A
A
B
C
C
C 4043/4943**
D 4145
413.0, 443.0
Fillet welds – Ratings provided are for fillet weld shear strength. 444.0, 356.0 444.0, 356.0
A356.0 A AA A A A C A
indicates that the filler metal is not recom- A356.0, 357.0 A357.0 A AA A A A C B
A356.0
A357.0 A356.0, 357.0
mended for that specific weldment property 359.0 5356 B A B B A A A A A A B 5356 359.0
DUCTILITY This characteristic of the completed weld may be of consideration if forming 4043/4943** A DC A A D B BA A A C B BA A A C A DC A A D A DC B A DB DC B A D ADC B A D B DC BA D 4043/4943**
application. All ratings listed are in the as 7005, 7021 4145 A AB A A D A AB A A D 4145 7005, 7021
operations are to be used on a completed weldment during fabrication. 5183 B AB A A B B AB A A B B A B A A B A A B A A B A AB A A B AA B A A B AA B A A B AAB A A B A A B A A C B 5183
welded condition. For post weld heat Note: Testing procedure requirements for guided bend tests may need to be adjusted to
7039, 7046
5356 B BA A A A B BA A A A B B A A A A A B A A A A A BA A A A AB A A A A AB A A A A AB A A A A A B A A A C A 5356
7039, 7046
7146 7146
treatment (PWHT) ratings, refer to the table accommodate the varying ductility of filler metals (AWS D1.2). 710.0, 711.0
5554
5556 B AB A A
B
B B AB A A
C C
B B A
A
B
A
A
A A
A
B
B
B
A
C
A
A
B
A A A
A A
B
B A AB A A
B C
B AA
A
B
A
A
A
A
B
B
B C
AA
A
B
A A A
A A
B
B
B CA
AA B
A A A
A A
B
B
B
A
C
A
A AA A
B A A
C
C
B
B
5554
5556 710.0, 711.0
on the right. 5654 C C A A B B B C A A A B BC A A A B BC A A A B BC A A A A B C A A A C B 5654
4043** A D C A A C B BA A A C B BA A A C A D C A A C A D C A A C A D C A A D ADB A A B D 4043**
4145 A C D B A DA AB A A D A AB A A D A C DB A DB C D B A D 4145 6061,6005
Filler Metal Selection for Aluminum Welding
CORROSION
CORROSION RESISTANCE This variable may be a consideration for some environmental 6061,6005 4943** A C C A A C A C C A A C A C C A A C A C C A A D AC B A A A D 4943** 6063,6070
conditions. The rating is based on exposure to fresh and salt water environments and is not 6063,6070 5183
5356
B
B
A
B
B
A
A
A
B
A
B A
B B
B
A
A
A
B B A
A B B
B
A
A
A
B
A
B
B
A
B
B
A
C
C
B
A
B
A
A
A
A
B
B
A
A
A
A
A
B
A
B
B
A
B
B
A
C
C
A
A
B
A
B
B
A
B
B
A
C
C
A
A
B
D
BA
BB
A
A
C
C
A
A
B
A
5183
5356 6151,6201
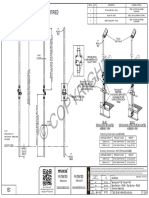
6151,6201 This chart is a tool that is designed to help you select the most
associated with a specific chemical exposure. It gives an indication as to the possibility of 5554 C C A B A B B B C A A A B C C A B A B C C A A A A B CC A B B A C B 5554 6351,6951,
Explanation of Ratings A, B, C, & D - galvanic corrosion due to the difference in the electrode potential between the base metal and
6351,6951,6082 5556
5654
B AB A B B A B A B B A B A B B
C
A
C
B
A
C
B
B
A
B A
B
A
C
B
A
A
A
A
B
B
B
B
C
A
C
B
A
C
B
A
A
B
B
B
C
A
C
B
A
C
B
A
B
B
B
BA
CC
A
A
C
B
A
B
B
B
5556
5654
6082 appropriate filler metal, taking into consideration base metal, the
Comparison Between Boxes Ratings have the filler metal. For consideration for other environmental and chemical exposures contact application, and the desired weld metal properties.
5183 B A B B A B B A B A A B B A B B A B A A BB A B A A B B A B A A B B A B A A B B A B 5183
comparative meaning within a single box MAXAL. 5356 B B A B A A B B A B A A B B A B A A A B AB A A A B A B A A A B A B A A A B A B A A 5356 5454 How to use the Chart
TEMPERATURE
5454
only. For example, an “A” rating in one box ELEVATED TEMPERATURE SERVICE This rating is based on the reaction of some filler 5554
5556
C
B
C
A
A
B
A A A
B A
B
B
C
B
C
A
A
B
A A A
B A
B
B
C
B
C
A
A
B
A A A
B A
B
B
C
A
C
A
AA A A
BB A
B
B
B
A
C
A
A
B
A
B
A
A
B
B
B
A
C
A
A A
B B
A
A
B
B
B
A
C
A
A A A A
B B A
B
B
5554
5556 1. Determine which of the weld metal properties are most important for your
does not have any comparative value to an metals when exposed to sustained elevated temperature: 150°F to 350°F (66°C to 180°C). If 5654 B C AB B B B C A A B B B C A B B B 5654 application. (Table located on far left)
511.0, 512.0 5183 B A B B A B B A B B A B B A B B A B A A BB B B A A B A A B A A B B B B 5183 511.0, 512.0
“A” rating in another box. 5xxx series base metal or filler metal with more than 3% magnesium content are subjected to 513.0, 514.0 5356 B B A B A A B B A B A A B B A B A A A B A B A A A B A A A A A B A B A A 5356 513.0, 514.0
2. Locate the base metal to be welded in the blue left hand column and in the blue
5554 C C A A A B C C A A A B C C A A A B C C A A B B B C A A A B B C A A B B 5554 row across the top of the chart.
prolonged exposure to these temperatures, precipitate can form within them that is highly 535.0 5556 B A B B A B B A B B A B B A B B A B A A BB B B A A B A A B A A B B A B 5556 535.0 3. Locate the white box where the base metal row and column intersect.
anodic to the aluminum-magnesium matrix. It is this continuous grain boundary network of 5154, 5254 5654 C C A A B B C C A A B B C C A A B B B C AA A B B C A A B B B C A A A B 5654 5154, 5254 4. Examine the data in the white box and select the row that provides the best match
precipitate that produces susceptibility to stress corrosion cracking (SCC) and the potential for 5183 A A B A A B A A B A A B A A B A A B A A BA A B A * B A A B 5183 for your application based on the weld metal properties. (There may be more than
5086, 5356 A B A A A A A B A A A A A B A A A A A B AA A A A * A A A A 5356 5086,
premature component failure. 5554 C C AA A B 5554 5083, one filler metal that is acceptable.)
5083,
**Special Filler Metal Considerations 5456, 5383
5556 A AB A A B AA B A A BA A BA A B A A BA A B A * BA A B 5556 5456, 5383 5. Once you identify the row that gives you the properties you need, follow that row to
COLOR MATCH AFTER ANODIZING Base metal and filler metal color match after post-weld
COLOR
5654 B C AB A B 5654 the left or right until you come to a gray box. The filler metal located in that row in the
Filler Metal 4943 anodizing can be of major concern in cosmetic applications. Some filler metals closely match 4043/4943** A DC A A D A D C A A DA D C A A D A D CB A D 4043/4943** gray box is the most suitable match.
5183 B AB A B B A B A BB A B A B A A BA A B 5183 Example:
4943 will provide substantially higher the base metal color after anodizing and others will react to the anodizing process by changing
5005, 5050 5356 B BA A A B B A A A B B A A A A B AA A A 5356 5005, 5050
Welding 5454 base material that will be used as a
6. Economic Considerations:
5052, 5652 5554 C C AA A A B 5554 5052, 5652 If there is more than one filler metal that meets the design criteria requirements,
strength with comparable weldability and to a color very different to that of the base metal. 5556 B AB A B B A B A B B A B A B A A BA A B 5556 support bracket for an industrial heater – This choose the most economical product. More than 85% of all aluminum filler metal
crack sensitivity when compared to 4043. POST WELD HEAT TREATMENT This rating applies to the ability of a weld to respond to
5654 B C AB A B 5654
weldment will be subjected to sustained elevated that is used is 5356 or 4043. These two products are easily acquired and, because of
1100 D D A A A A C C A A AA C 1100 their production volume the cost of these products is generally less than others.
This filler metal has an addition of Mg which post-weld heat treatment in the form of solution heat treatment and artificial aging. An “A” 4043/4943** A C C A A D A C C A A DA D D A A D 4043/4943** temperature of 250 to 300°F (121 to 149°C).
4145 B C D B A D B C D B A D 4145 3004,
provides it with higher as-welded strength rating indicates that the filler metal is heat treatable and will therefore respond to post weld heat 3004 5183 C A B B B C A B C A B B A C C A B 5183
Alclad 3004
Alclad 3004 5356 C B B B A C B B C A A B B B C A A 5356
without dependence on dilution from base treatment even without dilution of the base metal. A “B” rating indicates that the filler metal is 1. As the welded component is operating at tempera-
PWHT
5554 C C A B A A B 5554
material. It will also provide greater strength not heat treatable. However, it may be used for applications requiring post weld heat treatment 5556 C A B B B C B C A B B A C C A B 5556 ture above 150°F (66°C). Elevated TEMPERATURE is
3003, 1100 B B A A A A A B A A AA A 1100 3003,
in components that are subjected to post but with the understanding that the weld may or may not acquire substantial increase in 4043/4943** A A B A A D B A AA A D BA A A A D A A B A A D 4043/4943** the most important weld metal property.
Alclad 3003 Alclad 3003
strength dependent on the joint design, welding procedure, and resultant amount of dilution of 4145 A A C B A D A A BA A D AA B A A D A A C B A D 4145 2. Left hand column 5454 (fifth from top), and top row
weld heat treatment (solutionizing and/or 2319 B AAA A A A A AAA A A A A A 2319
base metal obtained during welding. A “C” rating requires consultation with MAXAL®. No 2219 4043/4943** B BA A A D B CBC A B D BC B C A B D 4043/4943** 2219 5454 (fifth from right). 5454
precipitation hardening).
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
rating indicates that the filler metal is not heat treatable and that it should not be used for 4145 A AB A A D A BCB A A D A BC B A A D 4145 3. See insert picture of intersecting row and column
Filler Metal 4047 applications requiring post weld heat treatment as it may result in substantial reduction in weld 2014, 2036
2319
4043/4943** B BA A A
C AAA A A A A
D B CBC A B D
2319
4043/4943** 2014, 2036 *5XXX Series Strength Ratings (On Right).
4047 has a lower melting temperature, performance. 4145 A AB A A D A BCB A A D 4145
Base Metal Filler Metal Strength Rating 4. There is only one row that has a rating for elevated 5454
1100, 1060, 1070, 1100 B BA A A B A 1100 1100,1060,1070,
slightly higher shear strength, higher fluidity TOUGHNESS This rating applies to the ability of an aluminum weldment to deform plastically 1080, 1350 1188 C A A A A A 1188
1080,1350 5356 C temperature.
TOUGHNESS
4043/4943** A AB A A D 4043/4943** 5086
and reduced sensitivity to termination in the presence of stress raisers without low-energy initiation and propagation of cracks. The
5183 B 5. For this particular application we only have one filler
5556 A
cracking when compared to 4043. It is often most useful test data is from tear resistance testing expressed in unit propagation energy of 5356
metal that is suitable for this application, and that is
selected for leak-tight joints and may also measured crack lengths. In structural design, notch toughness is becoming more emphasized 5083 5183 B filler metal 5554. All the other filler metals within the
make a good substitute for 4043 when by designers to facilitate the ability to inspect highly stressed structures and find cracks in 5556 A box have a blank rating for elevated temperature which
5356 indicates that they are not suitable for this particular
welding other types of thin sections. weldments before catastrophic failure occurs. It may also be a design consideration if fatigue 5456, 5383 5183 5183 A A B B A B
and impact loading are factors directly associated with a weldment. 5556 A welding application. 5454 5356 A B A B A A
5554 B C A A A A B
Note: Any strength rating will meet the minimum transverse tensile 5556 A A B B A B
strength requirements of AWS D1.2, a blank rating typically will not. 5654 B C A B B B
You might also like
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- WeldPulse - Welding Software BrochureDocument13 pagesWeldPulse - Welding Software BrochureWeldPulse100% (1)
- WJ 2013 05Document128 pagesWJ 2013 05Matija BušićNo ratings yet
- TACOM Weld Code - Alumn (12472301A)Document123 pagesTACOM Weld Code - Alumn (12472301A)mtcengineeringNo ratings yet
- STD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXDocument2 pagesSTD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXAkshay KalraNo ratings yet
- Bohler Welding Guide PDFDocument515 pagesBohler Welding Guide PDFParveen (Atam Valves)100% (1)
- Aw StandartsDocument12 pagesAw StandartsKiukStaksNo ratings yet
- Recommended Practices For Heat Shaping and Straightening With Oxyfuel Gas Heating TorchesDocument7 pagesRecommended Practices For Heat Shaping and Straightening With Oxyfuel Gas Heating Torchesvampiredraak2712No ratings yet
- Welding Inspection: Welding Symbols Course Reference WIS 5Document52 pagesWelding Inspection: Welding Symbols Course Reference WIS 5Joerge Ryan MaramotNo ratings yet
- Carefully Evaluate Code RequirementsDocument3 pagesCarefully Evaluate Code Requirementsmayav1No ratings yet
- d10 12m-d10 12PVDocument6 pagesd10 12m-d10 12PVkhairy20130% (1)
- Stainless Steel Electrode Comparison ChartDocument7 pagesStainless Steel Electrode Comparison Chartmiker100No ratings yet
- Ssec - Tip - 56 Cambered Steel Beams PDFDocument4 pagesSsec - Tip - 56 Cambered Steel Beams PDFAdrian Guerra EspinosaNo ratings yet
- Aws B2.1-001 PDFDocument10 pagesAws B2.1-001 PDFAli SASSINo ratings yet
- Filler Metal SelectionDocument7 pagesFiller Metal SelectionMidhun K ChandraboseNo ratings yet
- Filler MetalsDocument28 pagesFiller MetalsPeerasak ArunNo ratings yet
- Iso 544-2011Document14 pagesIso 544-2011Vũ Đình PhongNo ratings yet
- 2015 KOBELCO Defect PDFDocument25 pages2015 KOBELCO Defect PDFayushNo ratings yet
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionsusanwebNo ratings yet
- Welders Hand BookDocument23 pagesWelders Hand Booksamyqatar100% (2)
- Aws D10.12-00Document45 pagesAws D10.12-00Erick GoyesNo ratings yet
- Fabricating Techniques: Welding Aluminum: Different But Not DifficultDocument5 pagesFabricating Techniques: Welding Aluminum: Different But Not DifficultDee Dee0% (1)
- SG CDN2 Fab B - 5Document1 pageSG CDN2 Fab B - 5Titus PraveenNo ratings yet
- Factors in Selection of Filler Metals in WeldingDocument2 pagesFactors in Selection of Filler Metals in WeldingBalakumarNo ratings yet
- The Nelson System Catalouge Version 2 2017 Shear StudsDocument8 pagesThe Nelson System Catalouge Version 2 2017 Shear StudsMacNo ratings yet
- The Welding Metallurgy of HASTELLOY Alloys C-4, C-22, and C-276Document2 pagesThe Welding Metallurgy of HASTELLOY Alloys C-4, C-22, and C-276Ivan GarzonNo ratings yet
- Vicwest Hi-Bond Composite Deck Design ManualDocument42 pagesVicwest Hi-Bond Composite Deck Design ManualMike Smith100% (1)
- Welding Recommendation TS890Document2 pagesWelding Recommendation TS890max_powerNo ratings yet
- Selection of Welding ConsumablesDocument13 pagesSelection of Welding ConsumablesbassemaeNo ratings yet
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiNo ratings yet
- Technical Specs PDFDocument12 pagesTechnical Specs PDFcsolanki6586100% (1)
- A1010 WeldingDocument20 pagesA1010 WeldingCurious RajNo ratings yet
- Star Core 6Document2 pagesStar Core 6jmur10No ratings yet
- Cigweld-Deposited Rates PDFDocument7 pagesCigweld-Deposited Rates PDFNam_HitechNo ratings yet
- Basic Welding GuideDocument71 pagesBasic Welding GuideIsac Newton100% (1)
- Astm A500.1978 PDFDocument8 pagesAstm A500.1978 PDFpradellesNo ratings yet
- Product Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'Document2 pagesProduct Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'soft4gsmNo ratings yet
- Cast Carbon Steels in AWS D1.1 PDFDocument3 pagesCast Carbon Steels in AWS D1.1 PDFIndra NainggolanNo ratings yet
- Plus, Get A Publication For Just .: Save 25% On Today'S Book OrderDocument22 pagesPlus, Get A Publication For Just .: Save 25% On Today'S Book Ordermaro151No ratings yet
- AWS - PHB-8-1998 The Everyday Pocket Handbook For Gas Metal Arc Welding (GMAW) of Aluminum PDFDocument30 pagesAWS - PHB-8-1998 The Everyday Pocket Handbook For Gas Metal Arc Welding (GMAW) of Aluminum PDFmohamadNo ratings yet
- 2017 Welding School CatalogDocument34 pages2017 Welding School CatalogDiego AlonsoNo ratings yet
- Filler Metal Data Handbook - CompleteDocument330 pagesFiller Metal Data Handbook - Completeessnelson100% (2)
- Add02 1060.1Document14 pagesAdd02 1060.1Diego Calderón AlvaradoNo ratings yet
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITNo ratings yet
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocument71 pagesEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938No ratings yet
- Norma Astm A-123 InglesDocument8 pagesNorma Astm A-123 InglesMarilu' CrNo ratings yet
- Schaeffler Diagram PDFDocument16 pagesSchaeffler Diagram PDFrajesh_14No ratings yet
- WC-475 - Weld Joints, Sections, Symbols PDFDocument1 pageWC-475 - Weld Joints, Sections, Symbols PDFNathanLaertePiaiNo ratings yet
- AWS D16.1M D16.1 - 2004 Specification For Robotic Arc Weldinf SafetyDocument27 pagesAWS D16.1M D16.1 - 2004 Specification For Robotic Arc Weldinf Safetymasv792512100% (2)
- Aluminum Selection ChartDocument1 pageAluminum Selection ChartFahri Risfa ZulfiNo ratings yet
- Aluminum Filler Metal Selection ChartDocument1 pageAluminum Filler Metal Selection ChartbrrrrzzzzNo ratings yet
- Aluminum Selecti TTQVGDocument1 pageAluminum Selecti TTQVGa.kamyabiNo ratings yet
- 1 No. Ver Bracing Required As Drawn MKD' - 1Vb-47: Bolt List For Assembly MKD' 1Vb-47 X 1 Dia. Qty. Bolt GradeDocument1 page1 No. Ver Bracing Required As Drawn MKD' - 1Vb-47: Bolt List For Assembly MKD' 1Vb-47 X 1 Dia. Qty. Bolt Grademo3azNo ratings yet
- Petrol Chemical Onshore Structure ModuleDocument18 pagesPetrol Chemical Onshore Structure ModulehavutaNo ratings yet
- C IEC S3 M1 4040 003 (HG AL) Rev 3Document1 pageC IEC S3 M1 4040 003 (HG AL) Rev 3John Bell Rey SarsabaNo ratings yet
- Alum A Beam Product SheetDocument2 pagesAlum A Beam Product SheetatiNo ratings yet
- Government Standard Design On Poles PDFDocument7 pagesGovernment Standard Design On Poles PDFSuhas AnilNo ratings yet
- Bureau of Design: LegendDocument1 pageBureau of Design: LegendMNo ratings yet
- S-1.1 Proposed Filling Station (Caltex Station) : Typical Column-Footing (C1-F1) DetailDocument1 pageS-1.1 Proposed Filling Station (Caltex Station) : Typical Column-Footing (C1-F1) DetailCarmela Andrea BuenafeNo ratings yet
- ScalmalloyDocument8 pagesScalmalloyfogdartNo ratings yet
- Rocketry R&D Jan2000Document22 pagesRocketry R&D Jan2000fogdartNo ratings yet
- MN 110 Pi Ovra Limpet Mine OkDocument2 pagesMN 110 Pi Ovra Limpet Mine OkfogdartNo ratings yet
- The "Michell" Crankless Engine - Why Was It Not A Commercial Success?Document25 pagesThe "Michell" Crankless Engine - Why Was It Not A Commercial Success?fogdartNo ratings yet
- Comparison of Blast Pressures and Effects Methodologies (2009)Document58 pagesComparison of Blast Pressures and Effects Methodologies (2009)fogdartNo ratings yet
- Dexta Onerw ManualDocument54 pagesDexta Onerw Manualfogdart100% (1)
- Pyrotechnics (1972)Document251 pagesPyrotechnics (1972)fogdartNo ratings yet
- Drive Rider&Pushmower PartsDocument36 pagesDrive Rider&Pushmower Partsfogdart100% (2)
- Heating and AC Mobile HomeDocument26 pagesHeating and AC Mobile HomefogdartNo ratings yet
- Perkins DieselDocument31 pagesPerkins Dieselfogdart100% (6)
- 2009 Parts SectionDocument60 pages2009 Parts SectionfogdartNo ratings yet
- Lawn-Boy F Series DriveDocument13 pagesLawn-Boy F Series DrivefogdartNo ratings yet
- Bridgestone Firestone Supplemental Details 05-12-17Document19 pagesBridgestone Firestone Supplemental Details 05-12-17fogdartNo ratings yet
- 42" Snow Blade: Operator's ManualDocument20 pages42" Snow Blade: Operator's ManualfogdartNo ratings yet
- Desktop PC Users Guide 8512780Document96 pagesDesktop PC Users Guide 8512780fogdartNo ratings yet
- Lennox CX34 CX33 Coils Installation Manual PDFDocument20 pagesLennox CX34 CX33 Coils Installation Manual PDFfogdart100% (1)
- G60UHV Series PDFDocument70 pagesG60UHV Series PDFfogdartNo ratings yet
- HCDBX 5 BTDocument76 pagesHCDBX 5 BTfogdartNo ratings yet
- WARING-2012 Int Part Price BookDocument152 pagesWARING-2012 Int Part Price BookfogdartNo ratings yet
- Toro 51587 Super Blower Vac Manual, 1998-1999Document16 pagesToro 51587 Super Blower Vac Manual, 1998-1999fogdartNo ratings yet
- 7012BU 7012G 7012S: 2 Piece LidDocument3 pages7012BU 7012G 7012S: 2 Piece LidfogdartNo ratings yet
- 7.92×57mm Mauser PDFDocument7 pages7.92×57mm Mauser PDFfogdart50% (2)
- Downloaded From Manuals Search EngineDocument60 pagesDownloaded From Manuals Search EnginefogdartNo ratings yet
- Cub Cadet Parts Manual For Model 2155 Tractor SN 326006 and UpDocument87 pagesCub Cadet Parts Manual For Model 2155 Tractor SN 326006 and UpfogdartNo ratings yet
- Waring Pro Manual PDFDocument16 pagesWaring Pro Manual PDFfogdart100% (1)
- 7012BU 7012G 7012S: 2 Piece LidDocument3 pages7012BU 7012G 7012S: 2 Piece LidfogdartNo ratings yet
- Calculation of Liquid Heat Capacity of Petroleum Distillate FuelsDocument3 pagesCalculation of Liquid Heat Capacity of Petroleum Distillate Fuelsdennise8No ratings yet
- Raman SpectrosDocument10 pagesRaman SpectrosSruthiNo ratings yet
- Chemistry Education in The 21st CenturyDocument106 pagesChemistry Education in The 21st CenturyAbhishek BansalNo ratings yet
- Microsoft Word - Slickline Mechanical CapibilitiesDocument7 pagesMicrosoft Word - Slickline Mechanical CapibilitiesRangga DraApNo ratings yet
- Flow Boiling and Pool BoilingDocument9 pagesFlow Boiling and Pool BoilingShivani SharmaNo ratings yet
- Full Download General Organic and Biological Chemistry 2nd Edition Janice Gorzynski Smith Test Bank PDF Full ChapterDocument36 pagesFull Download General Organic and Biological Chemistry 2nd Edition Janice Gorzynski Smith Test Bank PDF Full Chapternuggetessayistypcu100% (18)
- Hasil Uji Emisi Incenerator.2Document2 pagesHasil Uji Emisi Incenerator.2UrlialyNo ratings yet
- 3.2MSDS Super PellDocument2 pages3.2MSDS Super PellQori Eka Safitri100% (1)
- Astm E1640 - 1 (En)Document5 pagesAstm E1640 - 1 (En)Sainath AmudaNo ratings yet
- BIOMASSA BIOETANOLDocument8 pagesBIOMASSA BIOETANOLhendy giritamaNo ratings yet
- Feed System DesignDocument28 pagesFeed System DesignJason Paul BoneteNo ratings yet
- Antimicrobial FinishesDocument32 pagesAntimicrobial Finisheschahat anejaNo ratings yet
- Iso 9606 4 1999Document11 pagesIso 9606 4 1999Lino Alves InácioNo ratings yet
- 2019 Shear Strength Improvement of Lateritic Soil Stabilized by Biopolymer Based StabilizerDocument9 pages2019 Shear Strength Improvement of Lateritic Soil Stabilized by Biopolymer Based StabilizerFaklish LoufiNo ratings yet
- What Is Analytical Chemistry?: Seeks ImprovedDocument52 pagesWhat Is Analytical Chemistry?: Seeks ImprovedFiqran Ratu WaraNo ratings yet
- Semi-Mechanical Pulping of Napier GrassDocument98 pagesSemi-Mechanical Pulping of Napier GrassAmelyate NamatNo ratings yet
- TechPlasty - PE500 - Polyethylene 500 - 2019-08-06Document2 pagesTechPlasty - PE500 - Polyethylene 500 - 2019-08-06SDKNo ratings yet
- Cryogenic TurboexpandersDocument9 pagesCryogenic TurboexpandersDwinaRahmayaniNo ratings yet
- Tablas Lennar-JonesDocument3 pagesTablas Lennar-JonesMichel OrtegaNo ratings yet
- Finalreport PDFDocument47 pagesFinalreport PDFNelCamHerNo ratings yet
- Energy Conversion and Management: Oscar P.R. Van Vliet, André P.C. Faaij, Wim C. TurkenburgDocument22 pagesEnergy Conversion and Management: Oscar P.R. Van Vliet, André P.C. Faaij, Wim C. TurkenburgElliNo ratings yet
- IR in Coil CoatingDocument3 pagesIR in Coil CoatingJanine Ellyze EvangelistaNo ratings yet
- LOVIBOND Reagents Suited For HachDocument6 pagesLOVIBOND Reagents Suited For HachKacem BenaoumeurNo ratings yet
- EXPERIMENT 1 Introduction To Chemistry LabDocument6 pagesEXPERIMENT 1 Introduction To Chemistry LabDulce DeNo ratings yet
- Petromole F GradesDocument4 pagesPetromole F GradesmehrsaNo ratings yet
- Manuscript 2 FinalDocument60 pagesManuscript 2 FinalKape Ka BaNo ratings yet
- Course OutlineDocument2 pagesCourse Outlineijat_No ratings yet
- Advanced Inorganic Chemistry (CHM4301) : Alkenes and AlkynesDocument19 pagesAdvanced Inorganic Chemistry (CHM4301) : Alkenes and AlkynesAnonymous lClX1bNo ratings yet
- ks3 Acids and Alkalis Whats Your Idea PowerpointDocument11 pagesks3 Acids and Alkalis Whats Your Idea PowerpointManha abdellahNo ratings yet