You might also like
- Cognex Designer and ProfinetDocument4 pagesCognex Designer and ProfinetplpdspNo ratings yet
- Stamper: Precision Metalwork US In-Die Laser Technology World Premiere at BRUDERER In-House ExhibitionDocument8 pagesStamper: Precision Metalwork US In-Die Laser Technology World Premiere at BRUDERER In-House ExhibitionSIMONENo ratings yet
- New Optimization Modules For Electrode Control Systems of Ac Electric Arc FurnacesDocument12 pagesNew Optimization Modules For Electrode Control Systems of Ac Electric Arc FurnacesIgor100% (1)
- ABAP Debugging - Analyzing Memory Usage of Your ProgramsDocument8 pagesABAP Debugging - Analyzing Memory Usage of Your ProgramsDeadMan BlackHeartNo ratings yet
- WCMDocument25 pagesWCMetiennehanfNo ratings yet
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideFrom EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuideNo ratings yet
- SAP PM Configuration 3Document30 pagesSAP PM Configuration 3hari.s.sNo ratings yet
- Spare Parts Management With SAPDocument47 pagesSpare Parts Management With SAPamerican7404No ratings yet
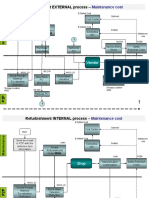
- Refurbishment Diagrams Include WS05Document6 pagesRefurbishment Diagrams Include WS05Apolinar Arrieta RomeroNo ratings yet
- Quick SAP PM Transaction Codes Reference PDFDocument1 pageQuick SAP PM Transaction Codes Reference PDFdidiNo ratings yet
- PM - Maintenance, Repair and Operations (MRO) PDFDocument2 pagesPM - Maintenance, Repair and Operations (MRO) PDFGuillermo SierraltaNo ratings yet
- SAP - T - Codes For PM ModuleDocument8 pagesSAP - T - Codes For PM Modulerhys_gauravNo ratings yet
- In Sight BrochureDocument56 pagesIn Sight BrochureseminarprojectNo ratings yet
- SAP PM Transaction CodesDocument14 pagesSAP PM Transaction CodesRafis S NúñezNo ratings yet
- Material Requirement Planning BmhsDocument31 pagesMaterial Requirement Planning BmhsBikesh GautamNo ratings yet
- PM - Order - ManualDocument20 pagesPM - Order - ManualArslan MalikNo ratings yet
- PM Implementation Checklist and PM OverviewDocument36 pagesPM Implementation Checklist and PM OverviewPuneet GobindaNo ratings yet
- SAP PM Transaction CodesDocument2 pagesSAP PM Transaction CodesBoopathi - (Officer/Instrumentation/Maintenance/Tirunelveli)No ratings yet
- PM CustomisationDocument109 pagesPM CustomisationvenkatspinnerNo ratings yet
- Inowits PMDocument62 pagesInowits PMRam Kumar100% (1)
- 8LIM019772Document2 pages8LIM019772Alexis Poma TejadaNo ratings yet
- Asset Management - Caliberation ProcessingDocument23 pagesAsset Management - Caliberation ProcessingsundargowdaNo ratings yet
- Transaction Codes: Plant Maintenance (PM)Document8 pagesTransaction Codes: Plant Maintenance (PM)ashisindraniNo ratings yet
- SAP Asset Manager Installation GuideDocument50 pagesSAP Asset Manager Installation GuideGabriele ZuccaroNo ratings yet
- SAP PM Transaction CodesDocument5 pagesSAP PM Transaction CodesGanesh Kumar Gopinatha RaoNo ratings yet
- Sap PM Training Video TutorialDocument2 pagesSap PM Training Video TutorialsapdemovideoNo ratings yet
- SchneiderDocument4 pagesSchneiderkarunya31No ratings yet
- Module4.2 PM Create N1 Notification ZIW21 24.02.2013 V1.0Document28 pagesModule4.2 PM Create N1 Notification ZIW21 24.02.2013 V1.0pganoelNo ratings yet
- Returns and Repairs ProcessingDocument3 pagesReturns and Repairs ProcessingFabrizio CiavolaNo ratings yet
- Gui MaskingDocument32 pagesGui MaskingNunoNo ratings yet
- BMC® Best Practice Process Flows For ITIL Incident and Problem ManagementDocument58 pagesBMC® Best Practice Process Flows For ITIL Incident and Problem Managementmissoum12No ratings yet
- Study Paper Sap Plant MaintananceDocument2 pagesStudy Paper Sap Plant MaintananceInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Sap PM1Document32 pagesSap PM1nag_gvnr100% (1)
- PM BapisDocument2 pagesPM BapisArturo SenosainNo ratings yet
- Work Clearance ManagementDocument47 pagesWork Clearance ManagementAllan DemisterNo ratings yet
- Meridium APM Now: Questions?Document2 pagesMeridium APM Now: Questions?SANDRA TORRESNo ratings yet
- PM Importants TablesDocument4 pagesPM Importants TablesMOORTHYNo ratings yet
- Sap SRM TcodesDocument6 pagesSap SRM TcodestoabhishekpalNo ratings yet
- Ujvnl PM Calibration Maintenance User ManualDocument40 pagesUjvnl PM Calibration Maintenance User ManualSiva Thunga50% (2)
- LSMWDocument19 pagesLSMWIsaac AndradeNo ratings yet
- SAP SRM TCodes PDFDocument6 pagesSAP SRM TCodes PDFtoabhishekpalNo ratings yet
- BAPI For PM ObjectsDocument2 pagesBAPI For PM ObjectsSreenivasa R ChNo ratings yet
- Rexroth Weld Tech Repair Process Overview PSI6XXX - XXX PlatformDocument10 pagesRexroth Weld Tech Repair Process Overview PSI6XXX - XXX PlatformBobyNo ratings yet
- TensionRite® Belt Frequency MeterDocument31 pagesTensionRite® Belt Frequency MeterWilson Muñoz ArayaNo ratings yet
- CC-Link IO-Link Master (BNI CCL-502-100-Z001) User's Manual PDFDocument34 pagesCC-Link IO-Link Master (BNI CCL-502-100-Z001) User's Manual PDFBobyNo ratings yet
- QC-313 Quick Change Install and Operate PDFDocument99 pagesQC-313 Quick Change Install and Operate PDFBobyNo ratings yet
- QC-1210 Quick Change Install and Operate PDFDocument117 pagesQC-1210 Quick Change Install and Operate PDFBobyNo ratings yet
- Digital Servo Former Stampmax Press SMX No. 4 Press PDFDocument370 pagesDigital Servo Former Stampmax Press SMX No. 4 Press PDFBobyNo ratings yet
- 90210-1272DEB E Cubic-S Instruction Manual PDFDocument258 pages90210-1272DEB E Cubic-S Instruction Manual PDFBobyNo ratings yet
- Quick Change Basic Install and OperateDocument36 pagesQuick Change Basic Install and OperateBobyNo ratings yet
- TSM Tool Stand Install and Operate PDFDocument56 pagesTSM Tool Stand Install and Operate PDFBobyNo ratings yet
- QC-1210 Quick Change Install and Operate PDFDocument117 pagesQC-1210 Quick Change Install and Operate PDFBobyNo ratings yet
- Digital Servo Former Stampmax Press SMX No. 4 Press PDFDocument370 pagesDigital Servo Former Stampmax Press SMX No. 4 Press PDFBobyNo ratings yet
- DSF-052 - DAS Instruction Manual (ENGLISH)Document37 pagesDSF-052 - DAS Instruction Manual (ENGLISH)BobyNo ratings yet
- 90206-1045DEL E Series Troubleshooting Manual PDFDocument556 pages90206-1045DEL E Series Troubleshooting Manual PDFBobyNo ratings yet
- 90206-1045DEL E Series Troubleshooting Manual PDFDocument556 pages90206-1045DEL E Series Troubleshooting Manual PDFBoby67% (3)
- 90210-1083DEA E KLogic KLadder PDFDocument154 pages90210-1083DEA E KLogic KLadder PDFBobyNo ratings yet
- 90205-1136DEA RS03N Inspection and Maintenance ManualDocument12 pages90205-1136DEA RS03N Inspection and Maintenance ManualPaulNo ratings yet
- 90210-1272DEC E Cubic-S Instruction Manual PDFDocument326 pages90210-1272DEC E Cubic-S Instruction Manual PDFBobyNo ratings yet
- 90204-1023DEJ E Series External Lo Manual PDFDocument92 pages90204-1023DEJ E Series External Lo Manual PDFBobyNo ratings yet
- 90205-1136DEA RS03N Inspection and Maintenance ManualDocument12 pages90205-1136DEA RS03N Inspection and Maintenance ManualPaulNo ratings yet
- 90210-1272DEC E Cubic-S Instruction Manual PDFDocument326 pages90210-1272DEC E Cubic-S Instruction Manual PDFBobyNo ratings yet
- 90210-1272DED E Cubic-S Instruction ManualDocument336 pages90210-1272DED E Cubic-S Instruction ManualBobyNo ratings yet
- 90213-1052DEG R Series Zeroing and Motor Replacement Manual PDFDocument102 pages90213-1052DEG R Series Zeroing and Motor Replacement Manual PDFBobyNo ratings yet
- 90210-1272DED E Cubic-S Instruction ManualDocument336 pages90210-1272DED E Cubic-S Instruction ManualBobyNo ratings yet
- 90210-1272DEC E Cubic-S Instruction Manual PDFDocument326 pages90210-1272DEC E Cubic-S Instruction Manual PDFBobyNo ratings yet
- 90213-1052DEG R Series Zeroing and Motor Replacement Manual PDFDocument102 pages90213-1052DEG R Series Zeroing and Motor Replacement Manual PDFBobyNo ratings yet
- 90801-1001DEG Safety Manual PDFDocument28 pages90801-1001DEG Safety Manual PDFBobyNo ratings yet
- 90801-1001DEG Safety Manual PDFDocument28 pages90801-1001DEG Safety Manual PDFBobyNo ratings yet
- Oracle OBIEE Tuning GuideDocument56 pagesOracle OBIEE Tuning Guideali01966No ratings yet
- Dse855 Operator ManualDocument24 pagesDse855 Operator ManualRastafari ReggaeNo ratings yet
- Application Layer: Presented By: Sanskrati Upadhyay Roll Number: MT19CPS018Document29 pagesApplication Layer: Presented By: Sanskrati Upadhyay Roll Number: MT19CPS018Vishal Raj (MT19CPS020)No ratings yet
- ComputerDocument47 pagesComputerHarish DNo ratings yet
- How To - Configure and Install Meinberg NTP Server-V1-2017111Document11 pagesHow To - Configure and Install Meinberg NTP Server-V1-2017111eamazomNo ratings yet
- 64CHVMS Manual v.2.0Document32 pages64CHVMS Manual v.2.0Pablo Javier PirchiNo ratings yet
- IRON-AG-02 00 Ed17Document113 pagesIRON-AG-02 00 Ed17telephonica100% (1)
- IBM Maximo Asset Management Installation GuideDocument76 pagesIBM Maximo Asset Management Installation Guideerick_coNo ratings yet
- 4.3 Python Network ProgrammingDocument20 pages4.3 Python Network ProgrammingmoefweNo ratings yet
- 11 2PortScanningDocument10 pages11 2PortScanningmano2116No ratings yet
- RBS 3000 Commissioning ProcedureDocument26 pagesRBS 3000 Commissioning ProcedureEhtesham KhanNo ratings yet
- Um TCW770 V2.9Document81 pagesUm TCW770 V2.9Rutch ChintamasNo ratings yet
- Web Security Appliance VirtualDocument2 pagesWeb Security Appliance VirtualmufeedNo ratings yet
- Microsoft Office 365: Administrator GuideDocument10 pagesMicrosoft Office 365: Administrator GuideMichaelNo ratings yet
- Environment - Monitor - System - 5dDocument3 pagesEnvironment - Monitor - System - 5dYohan OcterNo ratings yet
- Networks Lab manual-CS3591Document69 pagesNetworks Lab manual-CS3591JeyaNo ratings yet
- E14591 Oracle® Enterprise Manager System Monitoring Plug-In Installation Guide For Oracle Exadata Storage ServerDocument18 pagesE14591 Oracle® Enterprise Manager System Monitoring Plug-In Installation Guide For Oracle Exadata Storage ServervikNo ratings yet
- Port NumberDocument12 pagesPort NumberRamesh KumarNo ratings yet
- 4B-AT-Espressif AT Command Examples - v0.4Document17 pages4B-AT-Espressif AT Command Examples - v0.4Олег МацієвськийNo ratings yet
- Jabber DesignDocument35 pagesJabber DesignGoutham Baratam100% (1)
- Chapter 8 V6.0Document131 pagesChapter 8 V6.0BobNo ratings yet
- ActualTests Microsoft 070-282 Exam Q and A 2006 08 09Document114 pagesActualTests Microsoft 070-282 Exam Q and A 2006 08 09Pepè Lo SfilatonNo ratings yet
- SG510 Installation Guide (SGOS 5.2.x)Document108 pagesSG510 Installation Guide (SGOS 5.2.x)fidelNo ratings yet
- UTM Manual v2.2.0 EngDocument369 pagesUTM Manual v2.2.0 EngdeckcompNo ratings yet
- WA Agent For UNIX Linux Windows Impl ENUDocument185 pagesWA Agent For UNIX Linux Windows Impl ENUkrishnamoorthy_birdNo ratings yet
- Razberi User Manual (Razberi VMS)Document34 pagesRazberi User Manual (Razberi VMS)JuanCarlosSánchezEugenioNo ratings yet
- AsperaEnterpriseServer Windows UserGuideDocument160 pagesAsperaEnterpriseServer Windows UserGuideEdin HodzicNo ratings yet
- Howto Linux, CMTSDocument9 pagesHowto Linux, CMTSGeorgi MakedonskiNo ratings yet
- Beginners Guide To Successful Card SharingDocument5 pagesBeginners Guide To Successful Card SharingkharisnaNo ratings yet
- Data-Linc Catalog 2012Document28 pagesData-Linc Catalog 2012QuantumAutomationNo ratings yet