You might also like
- 2jz Ecu TerminalsDocument4 pages2jz Ecu TerminalsJp Da Silva100% (1)
- K-Flex ST Class 0 CatalogueDocument6 pagesK-Flex ST Class 0 CatalogueBac VuNo ratings yet
- Classics in Chemical Neuroscience: Diazepam (Valium) : Nicholas E. Calcaterra and James C. BarrowDocument8 pagesClassics in Chemical Neuroscience: Diazepam (Valium) : Nicholas E. Calcaterra and James C. BarrowEga Trikuntianti100% (1)
- NFPADocument8 pagesNFPAhesham1806100% (6)
- The 2011 NLRC Rules of Procedure, As AmendedDocument12 pagesThe 2011 NLRC Rules of Procedure, As AmendedJoyceNo ratings yet
- LetterDocument1 pageLetterGelo CruzNo ratings yet
- Logsheet For Remote Collection PermitDocument1 pageLogsheet For Remote Collection PermitianNo ratings yet
- Design of Unistrut Farming SystemDocument256 pagesDesign of Unistrut Farming Systemjudaspriest21100% (1)
- TM 1-1520-237-10 CH2-1Document784 pagesTM 1-1520-237-10 CH2-1willy90309No ratings yet
- We Have Prepared A Template Below That You Can Have Printed, Filled Out, Signed and NotarizedDocument2 pagesWe Have Prepared A Template Below That You Can Have Printed, Filled Out, Signed and NotarizedMcAsia Foodtrade Corp0% (1)
- Department of Agrarian Reform: Accomplishment Report - FVT For The PeriodDocument3 pagesDepartment of Agrarian Reform: Accomplishment Report - FVT For The PeriodRa IyaNo ratings yet
- Ammonia ManualDocument389 pagesAmmonia Manualahmed100% (3)
- Airlink International Aviation College: Student'S Personal Information SheetDocument1 pageAirlink International Aviation College: Student'S Personal Information SheetChristian G. AcuyongNo ratings yet
- Cryogenic GrindingDocument21 pagesCryogenic GrindingRahul Yadav100% (1)
- Transmittal FormDocument16 pagesTransmittal Formjun_andresNo ratings yet
- Employee AgreementDocument2 pagesEmployee AgreementSahil MittalNo ratings yet
- Record Label CFO VP AgreementDocument9 pagesRecord Label CFO VP AgreementOlivia FloydNo ratings yet
- Brazing PrinciplesDocument118 pagesBrazing PrinciplesKingsman 86100% (1)
- Application For Permit To Purchase and Move EEIDocument1 pageApplication For Permit To Purchase and Move EEIShe-Anne ValdezNo ratings yet
- Case Form No. 1 Rem ComplaintDocument6 pagesCase Form No. 1 Rem ComplaintAtty. Lynn Elevado100% (1)
- Acknowledgment ReceiptDocument1 pageAcknowledgment ReceiptMARISSA ABERGASNo ratings yet
- HDMF Esav Authorization LetterDocument1 pageHDMF Esav Authorization LetterEstorNo ratings yet
- Unified Application Form - BaliuagDocument2 pagesUnified Application Form - Baliuagnot2day03100% (2)
- 11 - Annual Medical Report FormDocument6 pages11 - Annual Medical Report Formtangina moNo ratings yet
- Establishment Categorization Checklist FormDocument2 pagesEstablishment Categorization Checklist FormAngelika CalingasanNo ratings yet
- Confidentiality Agreement Training - LatestDocument4 pagesConfidentiality Agreement Training - LatestNurl AinaNo ratings yet
- Ad BLUEDocument61 pagesAd BLUEFrancisco Santiago Gallardo100% (3)
- Annex 2 20-RevisedDocument2 pagesAnnex 2 20-RevisedVholts Villa VitugNo ratings yet
- Astm D1238-20Document17 pagesAstm D1238-20Александр Л100% (2)
- Comprehensive CHSP TemplateDocument3 pagesComprehensive CHSP TemplateRhalf Abne100% (1)
- No. Name of Employee Department PositionDocument1 pageNo. Name of Employee Department PositionErdna Leugim NoerracNo ratings yet
- Joint Affidavit of CohabitationDocument1 pageJoint Affidavit of CohabitationYang Tan100% (1)
- Saln Summary List Off IlersDocument3 pagesSaln Summary List Off IlersJoy Fernandez100% (1)
- Attendance Sheet CPDDocument2 pagesAttendance Sheet CPDJericFuentesNo ratings yet
- Republic of The Philippines Department of The Interior and Local Government Regional Office No. 10, Cagayan de Oro CityDocument1 pageRepublic of The Philippines Department of The Interior and Local Government Regional Office No. 10, Cagayan de Oro Cityjhundy QuiñonesNo ratings yet
- HOA.0004 Undertaking and List of IncorporatorsDocument2 pagesHOA.0004 Undertaking and List of IncorporatorsJediann BungagNo ratings yet
- SBMA CUSA Fee Pres For SBGP LocatorsDocument7 pagesSBMA CUSA Fee Pres For SBGP LocatorsMarkyNo ratings yet
- Occupancy Permit Form (Complete Bundle) - OrganizedDocument12 pagesOccupancy Permit Form (Complete Bundle) - OrganizedJean TroncoNo ratings yet
- Ao2019-0004.cut Off DatesDocument4 pagesAo2019-0004.cut Off DatesalissalvqsNo ratings yet
- Pco Accreditation FormDocument3 pagesPco Accreditation FormJan GarciaNo ratings yet
- PCO Accreditation Application FormDocument1 pagePCO Accreditation Application FormJoyce TomaquinNo ratings yet
- Pollution Control Officer Accreditation: 1 Type of ApplicationDocument3 pagesPollution Control Officer Accreditation: 1 Type of ApplicationBalot Espina100% (1)
- Omnibus Certification of Authenticity and Veracity of DocumentsDocument1 pageOmnibus Certification of Authenticity and Veracity of DocumentsBennie EngayNo ratings yet
- Data Base Crush Gear TurboDocument23 pagesData Base Crush Gear TurboarieNo ratings yet
- dm2019 0056 1Document33 pagesdm2019 0056 1DOH RO X RLEDNo ratings yet
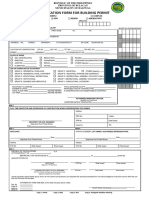
- 1 Unified Application For BLDG Permit (Front) - DPWHDocument1 page1 Unified Application For BLDG Permit (Front) - DPWHPatricia TiamaNo ratings yet
- Collision: A Catalogue For Art in Between: Mindanao Art in Liminal SpaceDocument7 pagesCollision: A Catalogue For Art in Between: Mindanao Art in Liminal SpaceRon VergaraNo ratings yet
- HQP-HLF-001 Application For Loan Restructuring - PenconDocument1 pageHQP-HLF-001 Application For Loan Restructuring - Penconmaxx villa100% (1)
- DAO 2010-06 - Guidelines On The Use of Alternative Fuels and Raw Materials in Cement KilnsDocument10 pagesDAO 2010-06 - Guidelines On The Use of Alternative Fuels and Raw Materials in Cement KilnsPacific SpectrumNo ratings yet
- Broker's Accreditation Form (KD)Document2 pagesBroker's Accreditation Form (KD)KD DE AsasNo ratings yet
- Telecomuting AgreementDocument2 pagesTelecomuting AgreementJPFNo ratings yet
- Doris CaterDocument1 pageDoris CaterDianne Karla CruzNo ratings yet
- 20201711-MC20 - 010-MGB RSGA VerificationDocument1 page20201711-MC20 - 010-MGB RSGA Verificationmgbembedded.xiNo ratings yet
- OMB Letter of IntentDocument1 pageOMB Letter of IntentGreneree EspejoNo ratings yet
- Omnibus Sworn Statement: AffidavitDocument2 pagesOmnibus Sworn Statement: AffidavitMetrolab CalibrationNo ratings yet
- BIForm2014 00 001Document2 pagesBIForm2014 00 001melodieyNo ratings yet
- Declaration Lette4Document1 pageDeclaration Lette4Dhanauri DhanauriNo ratings yet
- Affidavit of Disclosure of No Relationship (ABS CBN)Document1 pageAffidavit of Disclosure of No Relationship (ABS CBN)Gigi De LeonNo ratings yet
- Material Transfer Agreement FormDocument2 pagesMaterial Transfer Agreement FormFritz CarpenteroNo ratings yet
- RKS FORM 5 Termination Report FormDocument1 pageRKS FORM 5 Termination Report FormMoniqueLeeNo ratings yet
- Edpms Service Request Form 2Document1 pageEdpms Service Request Form 2BRENDA BALILINo ratings yet
- Mayor's Permit QC 2 - 2Document2 pagesMayor's Permit QC 2 - 2Zachary YapNo ratings yet
- Affidavit of Consent: Benigno R. AndamonDocument1 pageAffidavit of Consent: Benigno R. AndamonJinJiShinNo ratings yet
- ACTUAL COST OF 4 INCHES JACKBILT 300PSI CHB WALL Vs BLOCKTEC 4 INCHES AAC WALLDocument1 pageACTUAL COST OF 4 INCHES JACKBILT 300PSI CHB WALL Vs BLOCKTEC 4 INCHES AAC WALLTian Gatlabayan AlaNo ratings yet
- Application FormDocument1 pageApplication FormLeah A. De GuzmanNo ratings yet
- Mandatory Accreditation of Rebuilding CentersDocument2 pagesMandatory Accreditation of Rebuilding Centersbjanderrick100% (1)
- PNPKI Certificate Revocation FormDocument1 pagePNPKI Certificate Revocation FormJAHYRAH BARTOLOMENo ratings yet
- Affidavit of CommitmentDocument11 pagesAffidavit of CommitmentLorna SatolNo ratings yet
- Galling Resistance of Materials: Standard Test Method ForDocument4 pagesGalling Resistance of Materials: Standard Test Method Formohammed karasnehNo ratings yet
- Galling Resistance of Materials: Standard Test Method ForDocument4 pagesGalling Resistance of Materials: Standard Test Method ForKarin Soldatelli Borsato100% (1)
- Shielded Transition Couplings Using Flexible Poly Vinyl Chloride (PVC) Gaskets To Connect Dissimilar DWV Pipe and FittingsDocument5 pagesShielded Transition Couplings Using Flexible Poly Vinyl Chloride (PVC) Gaskets To Connect Dissimilar DWV Pipe and FittingsSamuel EduardoNo ratings yet
- Experience Skills: Graphic DesignerDocument2 pagesExperience Skills: Graphic DesignerSamuel EduardoNo ratings yet
- C 1460 - 04 - Qze0njaDocument4 pagesC 1460 - 04 - Qze0njaSamuel EduardoNo ratings yet
- C 1461 - 00 - Qze0njetukveDocument4 pagesC 1461 - 00 - Qze0njetukveSamuel EduardoNo ratings yet
- CV Plantilla 13Document1 pageCV Plantilla 13Samuel EduardoNo ratings yet
- CV Plantilla 9Document2 pagesCV Plantilla 9Samuel EduardoNo ratings yet
- Astm D 3343 - 95 R00 - RDMZNDMDocument4 pagesAstm D 3343 - 95 R00 - RDMZNDMSamuel EduardoNo ratings yet
- Astm D 3527 - 02 - RDM1MJCDocument6 pagesAstm D 3527 - 02 - RDM1MJCSamuel EduardoNo ratings yet
- Astm C 557 - 99 - QZU1NY05OQDocument5 pagesAstm C 557 - 99 - QZU1NY05OQSamuel EduardoNo ratings yet
- Astm D 2699 - 01 - Rdi2otktmdeDocument49 pagesAstm D 2699 - 01 - Rdi2otktmdeSamuel EduardoNo ratings yet
- Astm D 5210 - 92 - RduymtatotiDocument4 pagesAstm D 5210 - 92 - RduymtatotiSamuel EduardoNo ratings yet
- Astm G 87 - 02 - RZG3Document7 pagesAstm G 87 - 02 - RZG3Samuel EduardoNo ratings yet
- Astm G 98 - 02 - RZK4Document4 pagesAstm G 98 - 02 - RZK4Samuel EduardoNo ratings yet
- Astm G 96 - 90 R01 - RZK2Document10 pagesAstm G 96 - 90 R01 - RZK2Samuel EduardoNo ratings yet
- Astm D 904 - 99 - RdkwnaDocument3 pagesAstm D 904 - 99 - RdkwnaSamuel Eduardo0% (1)
- Astm G 91 - 97 - RZKXDocument5 pagesAstm G 91 - 97 - RZKXSamuel EduardoNo ratings yet
- G 85 - 98 - RZG1LTK4 PDFDocument6 pagesG 85 - 98 - RZG1LTK4 PDFSamuel EduardoNo ratings yet
- Astm G 85 - 02 - Rzg1lvjfraDocument15 pagesAstm G 85 - 02 - Rzg1lvjfraSamuel EduardoNo ratings yet
- Astm G 85 - 02 - RZG1Document14 pagesAstm G 85 - 02 - RZG1Samuel EduardoNo ratings yet
- Resin Screening To Optimize Chromatographic SeparaDocument5 pagesResin Screening To Optimize Chromatographic SeparamohanNo ratings yet
- Book2 Wound Dressing GuideDocument51 pagesBook2 Wound Dressing GuideBrian Niu100% (1)
- JPSP0123 Source FileDocument23 pagesJPSP0123 Source FileYusuf AndrianaNo ratings yet
- CE8005 QB Air Pollution and Control Engineering PDFDocument13 pagesCE8005 QB Air Pollution and Control Engineering PDFRohini meeraNo ratings yet
- Eimco Colossal Automatic Filter Press (AFP)Document4 pagesEimco Colossal Automatic Filter Press (AFP)Milan SjausNo ratings yet
- 118 Worm Gear LubesDocument4 pages118 Worm Gear LubesWajahat RasoolNo ratings yet
- Friedrich MohsDocument7 pagesFriedrich MohsJohnMadeNo ratings yet
- Inventory Price Listing: Sky Pharmaceuticals (PVT) LTDDocument9 pagesInventory Price Listing: Sky Pharmaceuticals (PVT) LTDOwen F MarimiraNo ratings yet
- Captive Screws Southco.Document35 pagesCaptive Screws Southco.Osvaldo HernandezNo ratings yet
- Hydrogen Fracturing Process Section 6Document8 pagesHydrogen Fracturing Process Section 6BillNo ratings yet
- Material Safety Data Sheet: Your Safety Is Our PriorityDocument2 pagesMaterial Safety Data Sheet: Your Safety Is Our PriorityPutri CipoetNo ratings yet
- Tanks and Equipment: For Liquefied Petroleum Gases - Storage and ServiceDocument48 pagesTanks and Equipment: For Liquefied Petroleum Gases - Storage and ServiceAlroukn MechanicalNo ratings yet
- ID Senyawa Antibakteri Yang Diproduksi OlehDocument8 pagesID Senyawa Antibakteri Yang Diproduksi OlehNurawaliah RezkyNo ratings yet
- 2007 - Huber Et Al. - Synergies Between Bio and Oil Refineries For The Production of Fuels From Biomass PDFDocument18 pages2007 - Huber Et Al. - Synergies Between Bio and Oil Refineries For The Production of Fuels From Biomass PDFMayank KumarNo ratings yet
- History of Organic Chemistry 2Document2 pagesHistory of Organic Chemistry 2MiaNo ratings yet
- Compact First - EnglishDocument45 pagesCompact First - EnglishLilianaOliveiraNo ratings yet
- Thin Layer ChromatographyDocument497 pagesThin Layer ChromatographyFrancimauroNo ratings yet
- Test Farma En-Ro, Ro-EnDocument3 pagesTest Farma En-Ro, Ro-EnIuliaUngurNo ratings yet
- 10 Amino Acid and Protein AnalysisDocument44 pages10 Amino Acid and Protein AnalysisSatyam SinghNo ratings yet
- Avaleha Criticalreview PDFDocument9 pagesAvaleha Criticalreview PDFArunNo ratings yet